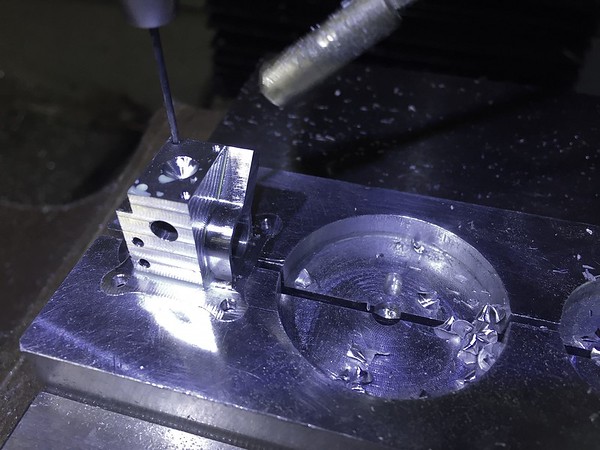
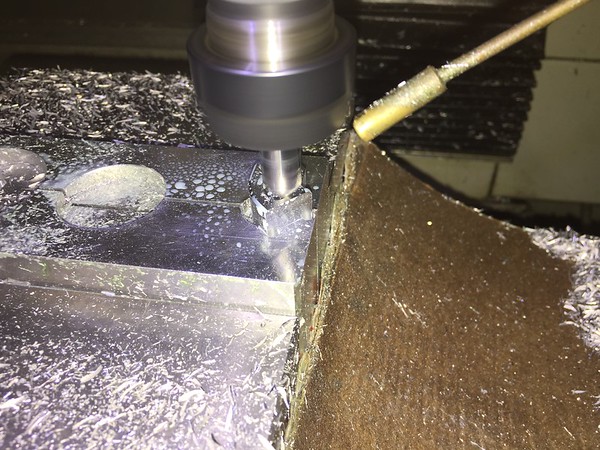
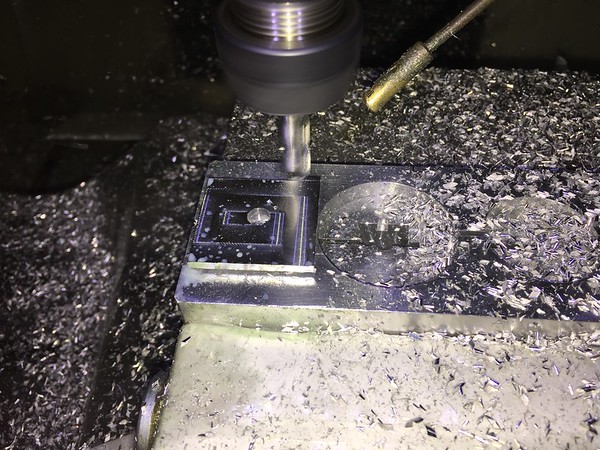
As part of this V-8 project, I started working on a small dovetail vise that I could use with my 4th axis rotary table. The problem I had with the 4th axis machining was 2-fold. First, I had issues with clearance of the tooling on the 3 Jaw chuck. This required the tool bits to be extended from the holder or the raw material to be extended from the chuck. Both of these created a whole host of other issues, with chatter being on the top of the list. The other problem is with material usage. I had to stick out the material far enough so that the tooling would clear. This consumed a lot of raw material, as the 4th axis rotary table doesn't have a through hole.
So this little dovetail vise with it's associated tapered standoff, solves a lot of problems. The down-side is that the blanks need to be machined prior to use on the dovetail vise.
I made the vise from 416 stainless, mainly because that's what I had. It's 1/5" diameter. I heat treated and tempered it. This is the first time I've used it, so I had a little fitting of the dovetail blanks. But overall, it worked well. I'll end up with only about 1/4" of waste material for each part. I was using about 4-5" per part when machining in the 3-jaw chuck.


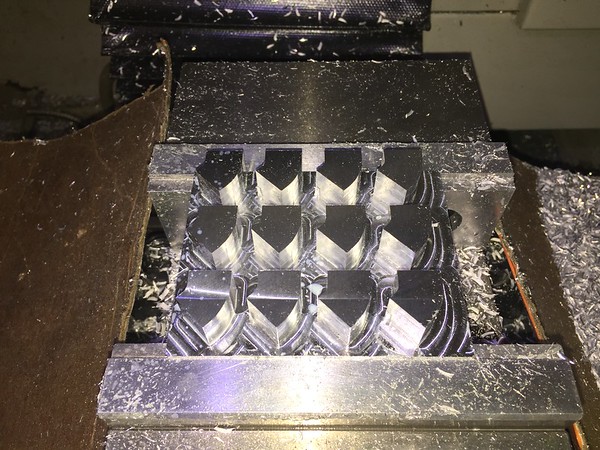
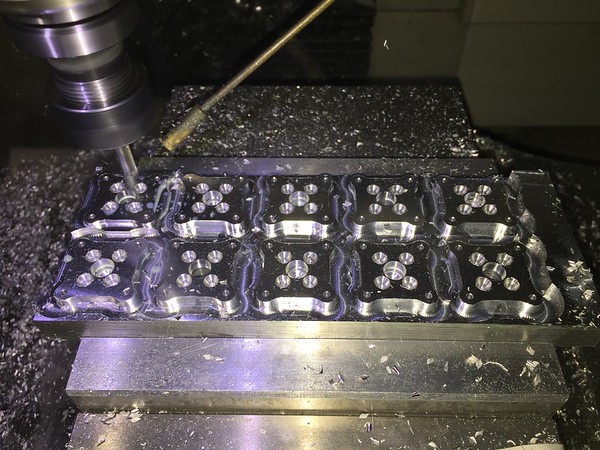
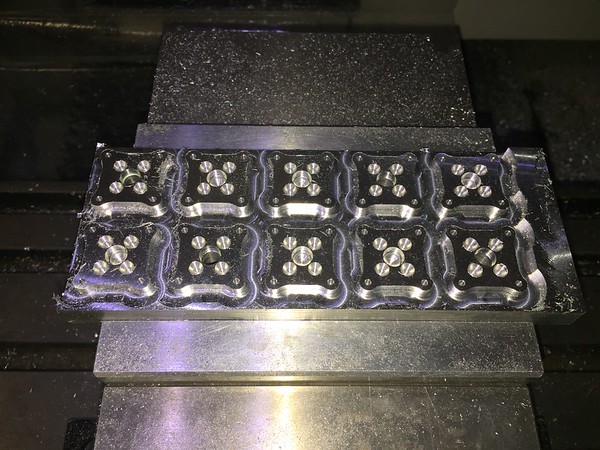
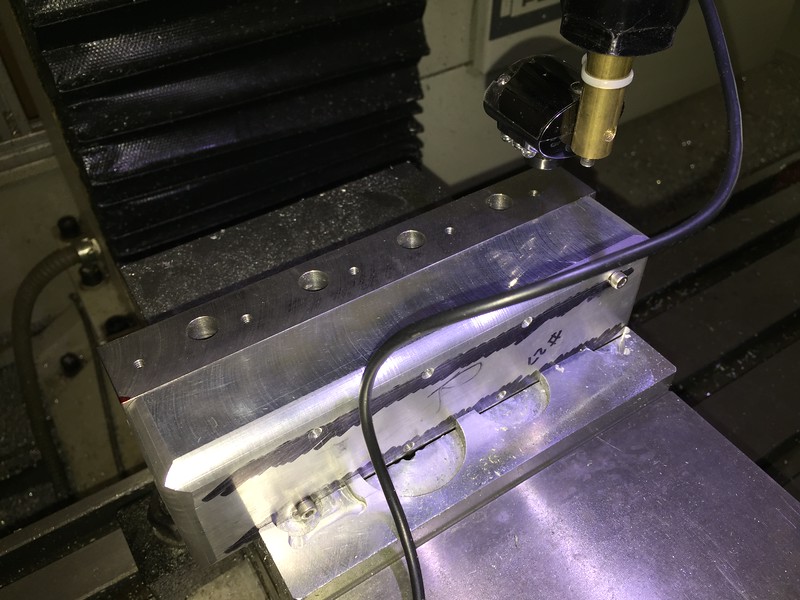
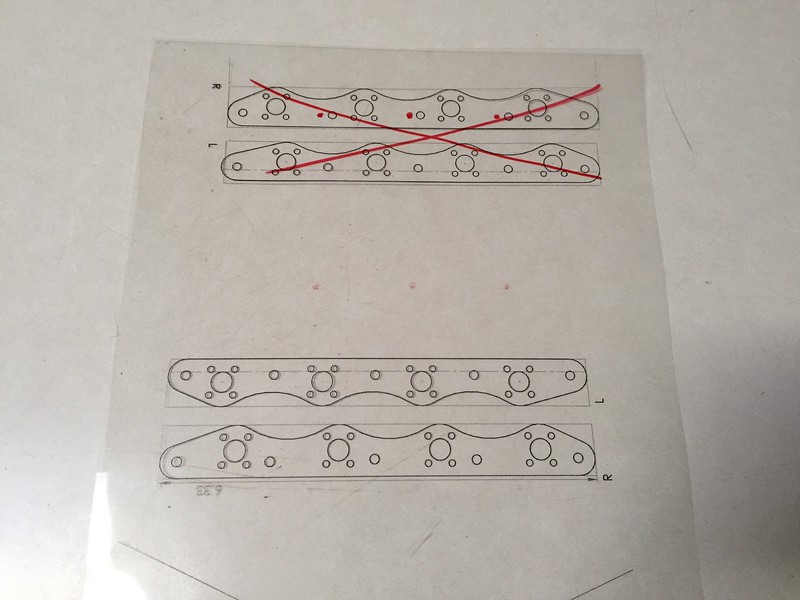
Once I finished the dovetail work, I started machining the carb bodies. These are a modification of plans I purchased of a Jerry Howell carb design. I have more machining on the base and other areas, but the 4th axis work went fairly smoothly.

Being a glutton for punishment, I decided to make a right and left carb. So this nearly twice the CAM and set-up work. But I think it will look interesting.
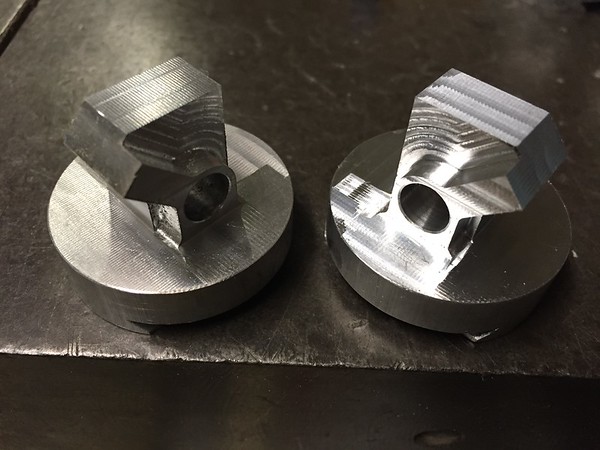
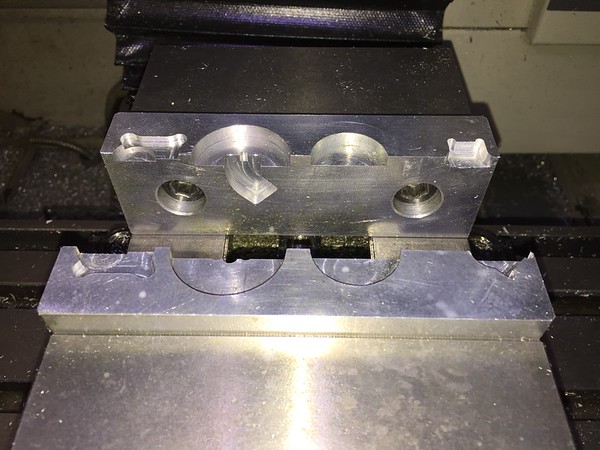
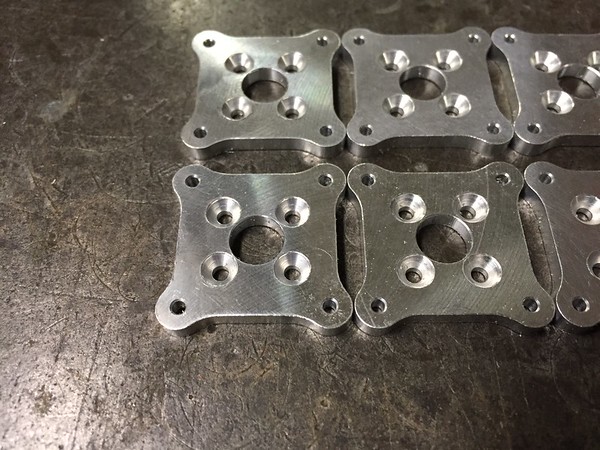
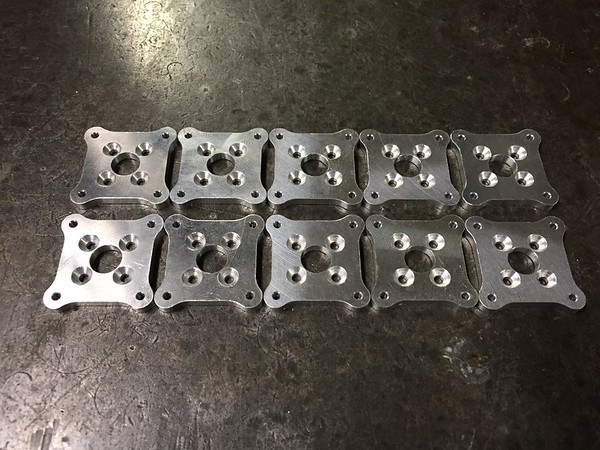
Here's a photo of the finished blanks, with one I finished a couple of years ago (upper LHS). It was tumbled, as a test. It still lacks some of the finish machining also. But you can get a general idea of the appearance of a finished part.

I have more photos of the machining
here. And some details on the dovetail vise
here
The next step is to machine the carb base, main bore and some of the feed and metering holes. I then need to machine the spray bars and butterfly and manifold parts. Due to the lack of funding, I've made some significant changes to the manifold, so it will use raw material that I have on-hand.
Hope this is interesting to folks...
Eric





") . I have some build photos HERE.
. I have some build photos HERE. 














![MeshMagic 3D Free 3D Modeling Software [Download]](https://m.media-amazon.com/images/I/B1U+p8ewjGS._SL500_.png)