student_Machinist said:
to be perfectly honest I'm 17 and have had to teach myself how to use all of this stuff. Consequently i haven't been able to get my head around using the dials effectively ??? (any help would be appreciated)
This is good to know, and helps us answer questions. You can get a lot of help from people here. Just try to include any info in your questions that you can think of. One of the things that will help is knowing where you live, so others can suggest suppliers applicable to your location and measurement system.
You don't need to put your street address. Just a country and state, if you have states. (A first name would be nice, too. There are already a few people here called "Student"-something.)
It would be nice of you to put an introduction in the "Welcome" section so we can hear a bit about you and your interests, too.
So, what troubles are you having with reading your dials? Also, what is the calibration of the dials, and what measurement?
One problem that i have is that I live in a land of metric measurement that for some reason does not have any suppliers that sell dial indicators with travel over 25mm for a reasonable price. So the main question i have is is it worth doing for such a small amount of travel?
Dial indicators over 25mm, or 1" travel start to go up in price more than they seem to be worth. That's just the way it is.
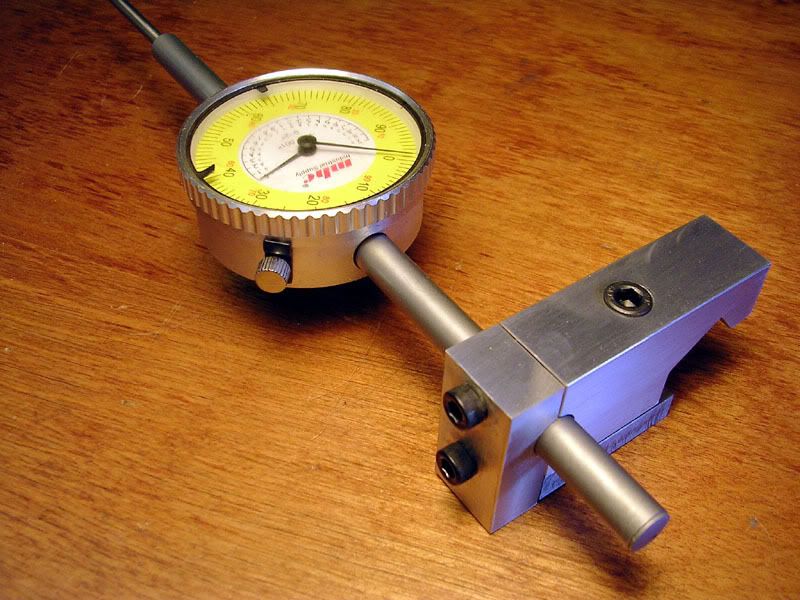
A 25mm dial indicator (DI) can be quite useful. Think about how often you may need to make shafting over 25mm in length that need accuracy better than 1mm, and you'll probably find that it isn't too often. If you need to make very close measurements along a diameter that is substantially longer than that, you can always move the DI down the lathe bed in increments of 25mm to get a longer measurement.
That's how I do it on my Atlas if I need more than an inch, which isn't too often.
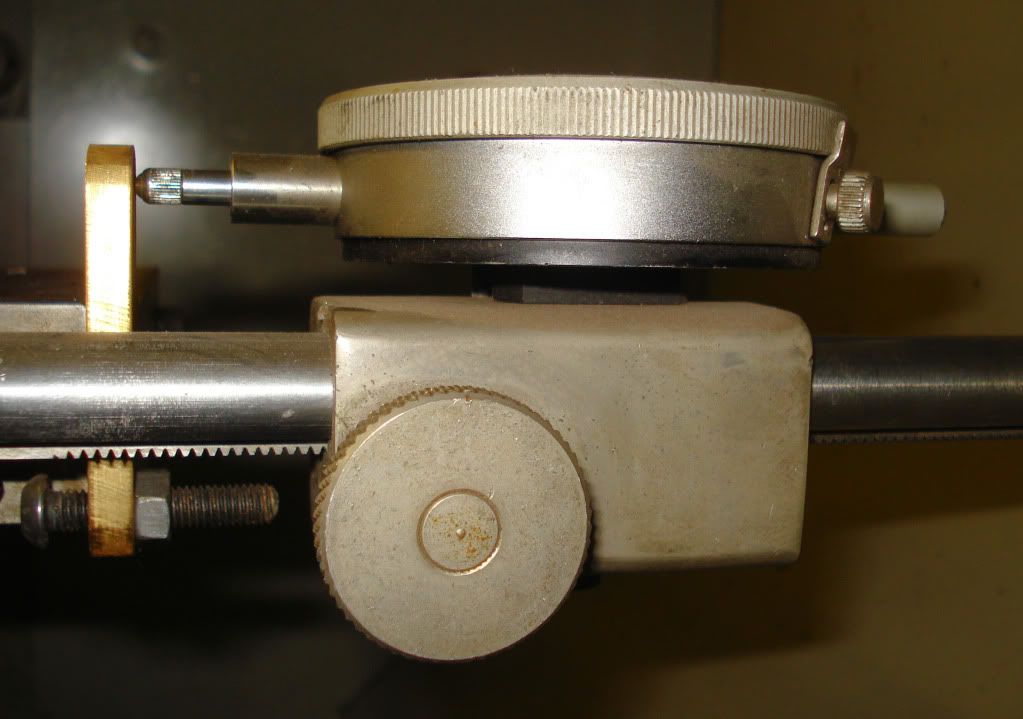
For instance, if you need to measure 75mm along the length of a piece, and using a rule or caliper isn't accurate enough, move the carriage 25mm, lock the carriage, move the DI down the bed and zero it, and do the same again until you have your full length. If you're worried about getting mixed up on your setups, write down the increments and add them up.
You can also use a 150mm electronic caliper to give you an increased range. Look at some of the other pictures here for how to do one of those.
Dean















![MeshMagic 3D Free 3D Modeling Software [Download]](https://m.media-amazon.com/images/I/B1U+p8ewjGS._SL500_.png)
























![DreamPlan Home Design and Landscaping Software Free for Windows [PC Download]](https://m.media-amazon.com/images/I/51kvZH2dVLL._SL500_.jpg)







































")



