
You are using an out of date browser. It may not display this or other websites correctly.
You should upgrade or use an alternative browser.
You should upgrade or use an alternative browser.
A Table Engine Tale
- Thread starter Ramon
- Start date




Help Support Home Model Engine Machinist Forum:
This site may earn a commission from merchant affiliate
links, including eBay, Amazon, and others.
- Joined
- Jan 30, 2011
- Messages
- 365
- Reaction score
- 72
"I don't think we need to go shopping this week dear" - No?, really? well... faster than a speeding bullet I was in there, lathe on and ready to go :big: :big:
Had a good day playing and finished off the globe valve and inlet - heres some pics of the sequence........
The top and the threaded boss to be. The thin rod is 1/16 brazing rod.
First bend. This is the second attempt - on the first the thin bar got too hot and distorted and then I went and bent it the wrong way oh:
oh:
Much better and looking promising
The small circular wrench was pressed into service again but proved insufficient leverage for the 6BA (used) tap in the brass
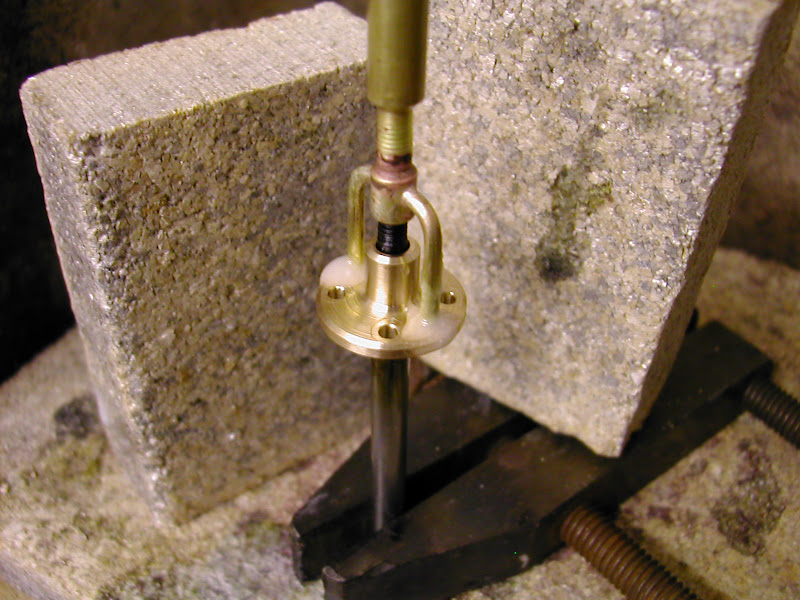
A short spigot was turned up to keep the parts in line. Though not close to the area to be soldered it was blacked up by heating and dipping in oil several times to prevent possible accidental soldering.

Fluxed up ready for soldering
Parted off from the parent rod it was still held on the steel spigot and this used for cleaning up the back face

Ready for final cleaning up and having the casting effect applied - actual size is 14.4mm major dia with 6BA thread

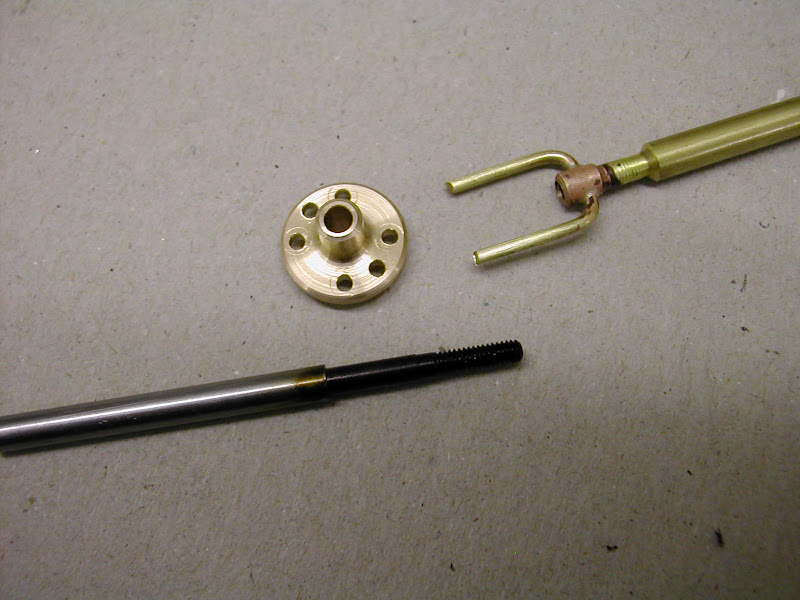
Ready for assembly. The spindle is turned from an electric arc stainless welding rod (Flux removed first of course). This turned reasonably well without distorting unlike the material used for the throttle rod

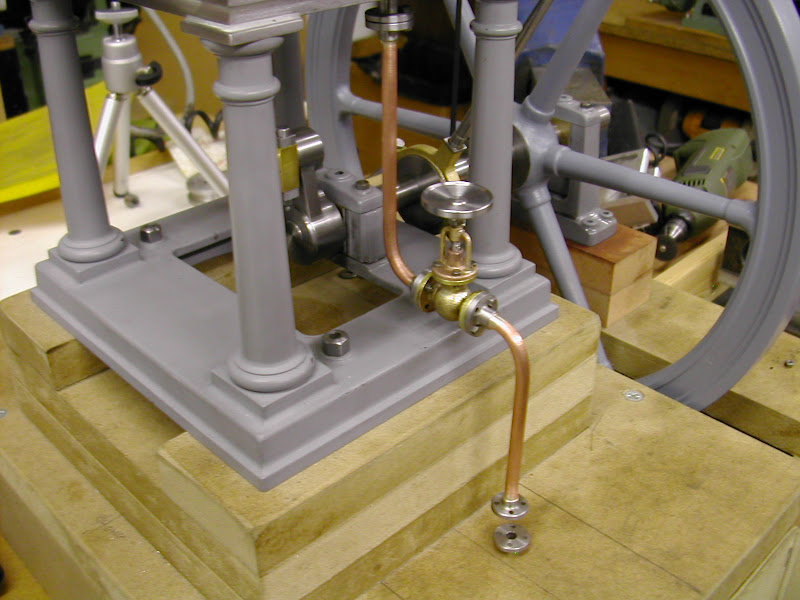
Trial assembly to the pipework


And a trial fit to the engine. Try as I might and despite two separate goes I could not get one pic of the valve to come out in focus - too much background to deal with I guess. I'm not sure about the hand wheel - it seems a mite over scale but it may look better once the pipes are lagged. This is as far as the inlet side of things can go now until the engine is mounted on it's proper base.
Well, to coin a phrase 'it's now on the last knockings' - just those governor/throttle linkage parts to do.
Back a bit later then
Regards for now - Ramon
Had a good day playing and finished off the globe valve and inlet - heres some pics of the sequence........
The top and the threaded boss to be. The thin rod is 1/16 brazing rod.
First bend. This is the second attempt - on the first the thin bar got too hot and distorted and then I went and bent it the wrong way
oh:
Much better and looking promising
The small circular wrench was pressed into service again but proved insufficient leverage for the 6BA (used) tap in the brass
A short spigot was turned up to keep the parts in line. Though not close to the area to be soldered it was blacked up by heating and dipping in oil several times to prevent possible accidental soldering.
Fluxed up ready for soldering
Parted off from the parent rod it was still held on the steel spigot and this used for cleaning up the back face
Ready for final cleaning up and having the casting effect applied - actual size is 14.4mm major dia with 6BA thread
Ready for assembly. The spindle is turned from an electric arc stainless welding rod (Flux removed first of course
). This turned reasonably well without distorting unlike the material used for the throttle rod
Trial assembly to the pipework
And a trial fit to the engine. Try as I might and despite two separate goes I could not get one pic of the valve to come out in focus - too much background to deal with I guess. I'm not sure about the hand wheel - it seems a mite over scale but it may look better once the pipes are lagged. This is as far as the inlet side of things can go now until the engine is mounted on it's proper base.
Well, to coin a phrase 'it's now on the last knockings' - just those governor/throttle linkage parts to do.
Back a bit later then
Regards for now - Ramon
AussieJimG
Well-Known Member
- Joined
- Oct 17, 2010
- Messages
- 890
- Reaction score
- 118
A superb job Ramon, so many lessons. Thank you.
Jim
Jim



$99.99
AHS Outdoor Wood Boiler Yearly Maintenance Kit with Water Treatment - ProTech 300 & Test Kit
Alternative Heating & Supplies

















$26.89
$34.99
Peachtree Woodworking Supply Bowl Sander Tool Kit w/Dual Bearing Head & Hardwood Handle, 42 Pieces Wood Sander Set, 2 Hook & Loop Sanding Disc Sandpaper Assortment, 1/4 Mandrel Bowl Sander
Peachtree Woodworking Supply Inc









$49.95
$55.99
DjuiinoStar Hot Air Stirling Engine Assembly Kit: Spend 30 Minutes to Build Your Own Stirling Engine
djuiinostar

$45.99
Sunnytech Mini Hot Air Stirling Engine Motor Model Educational Toy Kits Electricity HA001
stirlingtechonline


$19.15
$29.95
Competition Engine Building: Advanced Engine Design and Assembly Techniques (Pro Series)
MBC Inc.











$180.58
Replacement For/Fits A152179 Tractor Water Pump Fits 770 870 970 1070
Astra Tech Global Corp







$599.00
$649.00
FoxAlien Masuter Pro CNC Router Machine, Upgraded 3-Axis Engraving All-Metal Milling Machine for Wood Acrylic MDF Nylon Carving Cutting
FoxAlien Official



Harold Lee
Well-Known Member
- Joined
- Apr 23, 2008
- Messages
- 236
- Reaction score
- 2
Your attention to detail is incredible. You are sure an inspiration to me and I believe many others on this board. I am in awe of your work!
Harold
Harold
Very nice Ramon, good to see I'm not the only one with a couple of rusty toolmakers clamps for soldering.
J
J
Great work - I just love the tips and tricks that enter my head from threads like this one - great stuff.
Ken
Ken
- Joined
- Jul 8, 2009
- Messages
- 802
- Reaction score
- 271
Ramon:
The valve looks great. The hand wheel looks OK, but it might not look so massive if it had spokes instead of being solid.
Just something to think about,
Don
The valve looks great. The hand wheel looks OK, but it might not look so massive if it had spokes instead of being solid.
Just something to think about,
Don
ChooChooMike
Well-Known Member
- Joined
- Jan 5, 2008
- Messages
- 863
- Reaction score
- 13
:bow: :bow: :bow: That valve looks right at home on the steam ship I volunteer one !! WONDERFUL !!!
- Joined
- Jan 30, 2011
- Messages
- 365
- Reaction score
- 72
Hi guys, once again my thanks to all for your kind and appreciative comments.
Don, The handwheel was finished late in the evening but that was my thinking too - just a bit late in the day to get it done. This pic is of another valve I made for a double diagonal engine - which I think, definitely looks more in keeping so I shall make another and spoke it.

Now, having made a 'mistake' several years ago having put 6 bolts in a flange when I was duly informed it should only be 4 or eight - what would be correct - three, four or more spokes?
I have little to report save for one small part but I was pleased with the result.
The throttle arm support bearing on the original AM design is just a small slab of 1/8 bar stood vertically with the bearing hole drilled through. It was felt that this would have been a small casting on the fullsize so this is what transpired......
After considering a composite - three parts, silver soldering, JB Weld etc it was decided to mill and turn it from solid
Began with a small block 15 x 12 x 10mm
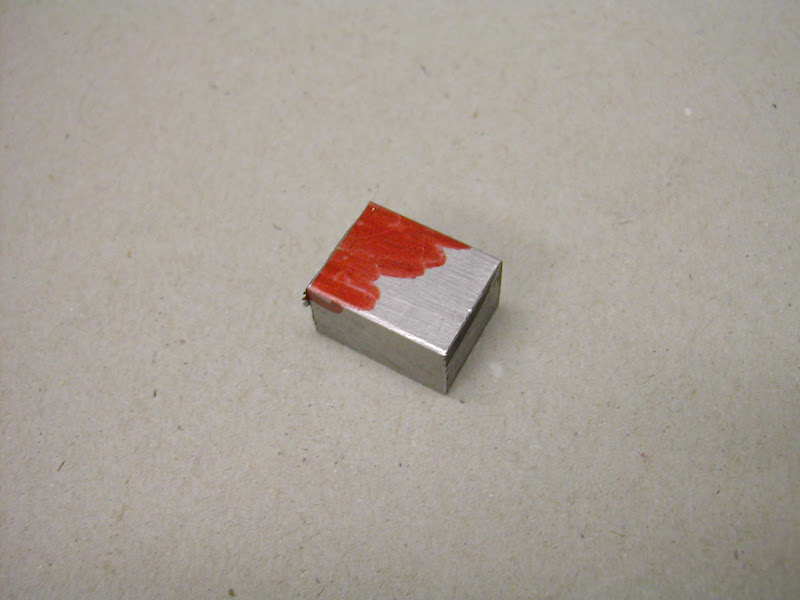
After squaring up it was set at a 2 degree angle to mill the feet with a 'draft angle' . The 5mm FC3 cutter has had the corners 'radiused' by hand on the offhand grinder
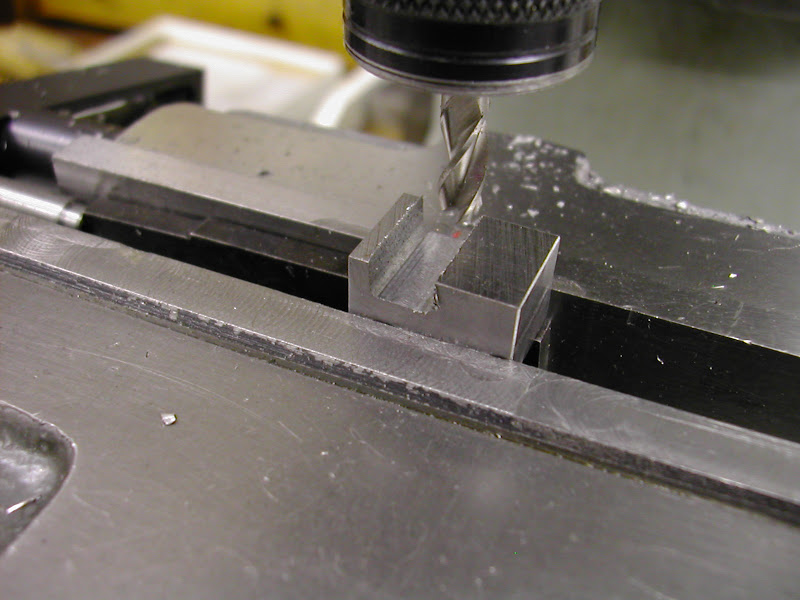
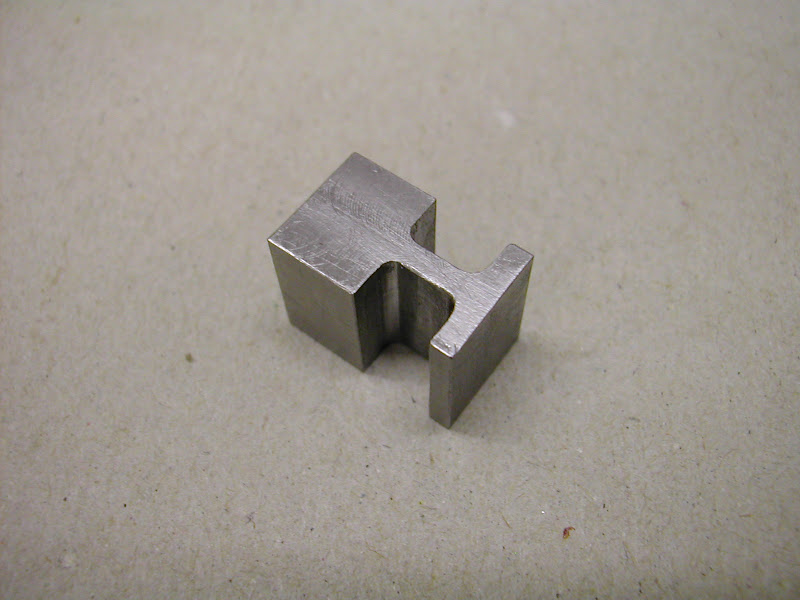
The cross hole was drilled after carefully measuring the distance from the entablature to the centreline of the throttle rod but less carefully adding the two dimensions together and missing a whole mil offoh:
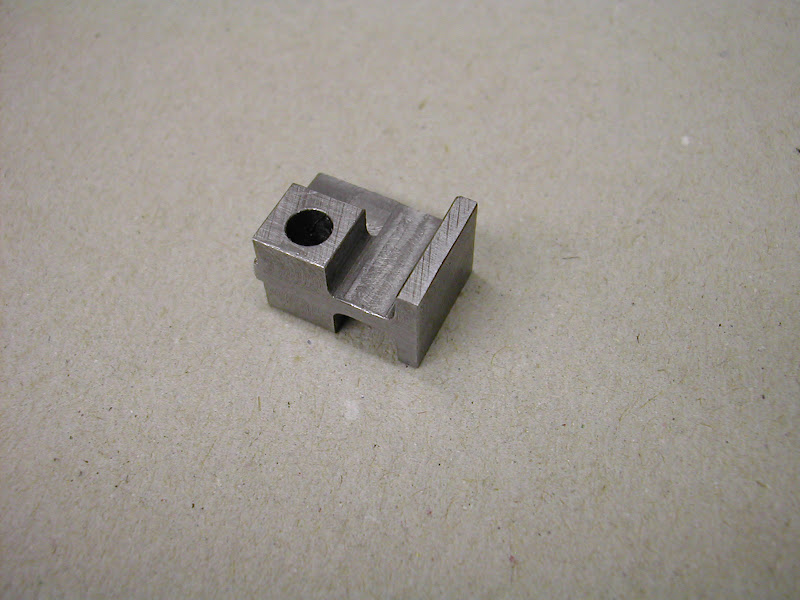
It was held on a small 4.0mm expanding mandrel and the housing each side turned, again at a 2 degree draft angle
then the surplus material was cut off on the bandsaw and the profile shaped by linishing and finally filing.

A 1.0mm shim was milled from the same material and bonded on with JB Weld then filed to flare in.

And a coat of primer brought it to life

Finally fitted with a bush there's a hint of shades to come. This looks much 'greener' than it actually is. It's 'Vauxhall Reed Green' and which is quite a pale shade. (Must be down to the lighting) Wife likes it though Thm:

It's going to take some very careful measuring - very careful given the last time :-[ - for drilling the bolt holes to position it correctly as theres very little room for opening the bolt holes to allow a degree of lateral movement.
It's a simple part and certainly easy to machine but one which has given a fair degree of satisfaction.
As usual hope thats of interest for someone.
Regards - Ramon
Don, The handwheel was finished late in the evening but that was my thinking too - just a bit late in the day to get it done. This pic is of another valve I made for a double diagonal engine - which I think, definitely looks more in keeping so I shall make another and spoke it.
Now, having made a 'mistake' several years ago having put 6 bolts in a flange when I was duly informed it should only be 4 or eight - what would be correct - three, four or more spokes?
I have little to report save for one small part but I was pleased with the result.
The throttle arm support bearing on the original AM design is just a small slab of 1/8 bar stood vertically with the bearing hole drilled through. It was felt that this would have been a small casting on the fullsize so this is what transpired......
After considering a composite - three parts, silver soldering, JB Weld etc it was decided to mill and turn it from solid
Began with a small block 15 x 12 x 10mm
After squaring up it was set at a 2 degree angle to mill the feet with a 'draft angle' . The 5mm FC3 cutter has had the corners 'radiused' by hand on the offhand grinder
The cross hole was drilled after carefully measuring the distance from the entablature to the centreline of the throttle rod but less carefully adding the two dimensions together and missing a whole mil off
oh:
It was held on a small 4.0mm expanding mandrel and the housing each side turned, again at a 2 degree draft angle
then the surplus material was cut off on the bandsaw and the profile shaped by linishing and finally filing.
A 1.0mm shim was milled from the same material and bonded on with JB Weld then filed to flare in.
And a coat of primer brought it to life
Finally fitted with a bush there's a hint of shades to come. This looks much 'greener' than it actually is. It's 'Vauxhall Reed Green' and which is quite a pale shade. (Must be down to the lighting) Wife likes it though Thm:
It's going to take some very careful measuring - very careful given the last time :-[ - for drilling the bolt holes to position it correctly as theres very little room for opening the bolt holes to allow a degree of lateral movement.
It's a simple part and certainly easy to machine but one which has given a fair degree of satisfaction.
As usual hope thats of interest for someone.
Regards - Ramon
Ramon said:As usual hope thats of interest for someone.
Hell yes ! - that's engineering artistry !
From a "block with a hole in it" - to that !
Your attention to detail continues to fascinate me and encourages me to do better.
Ken
- Joined
- Mar 1, 2010
- Messages
- 866
- Reaction score
- 82
I looked at this thread when it was first posted and to be frank the early references to "JB weld" put me off, thinking that it was going to be spread around liberally like modeling clay. How wrong can first impressions be? I now know what I've been missing, I'm sure we are all learning something through this thread.
Note to self - get some JB Weld...............
Pete
Note to self - get some JB Weld...............
Pete
peatoluser
Well-Known Member
- Joined
- Apr 19, 2010
- Messages
- 174
- Reaction score
- 2
That blocks almost a model in itself!
such attention to detail. I wouldn't have even thought of rounding the corners of a cutter or maching in the draft angles.
I guess like a lot of people here, can't wait to see the finished engine.
was the expanding mandrel shop made? love to see a photo
peter
such attention to detail. I wouldn't have even thought of rounding the corners of a cutter or maching in the draft angles.
I guess like a lot of people here, can't wait to see the finished engine.
was the expanding mandrel shop made? love to see a photo
peter
ref1ection
Well-Known Member
- Joined
- Nov 18, 2009
- Messages
- 83
- Reaction score
- 1
There hasn't been a post yet where I didn't learn something. I'm really looking forward to seeing the completed model.
Ray
Ray
AussieJimG
Well-Known Member
- Joined
- Oct 17, 2010
- Messages
- 890
- Reaction score
- 118
Like Pete, I am enjoying the journey. I am not sure that I am actually learning things that I could do but I am certainly learning what can be done. For me it is a regular dose of humility and wonderment.
Thanks a million
Jim
Thanks a million
Jim
Similar threads
- Replies
- 28
- Views
- 3K
- Replies
- 19
- Views
- 5K