- Joined
- Jan 30, 2011
- Messages
- 365
- Reaction score
- 72
Hi again guys - thought you would like to see the proof ;D
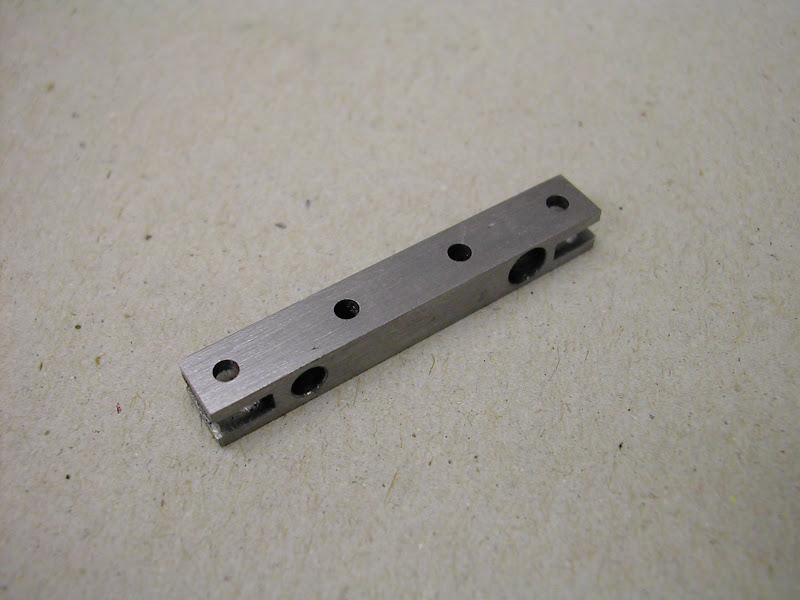
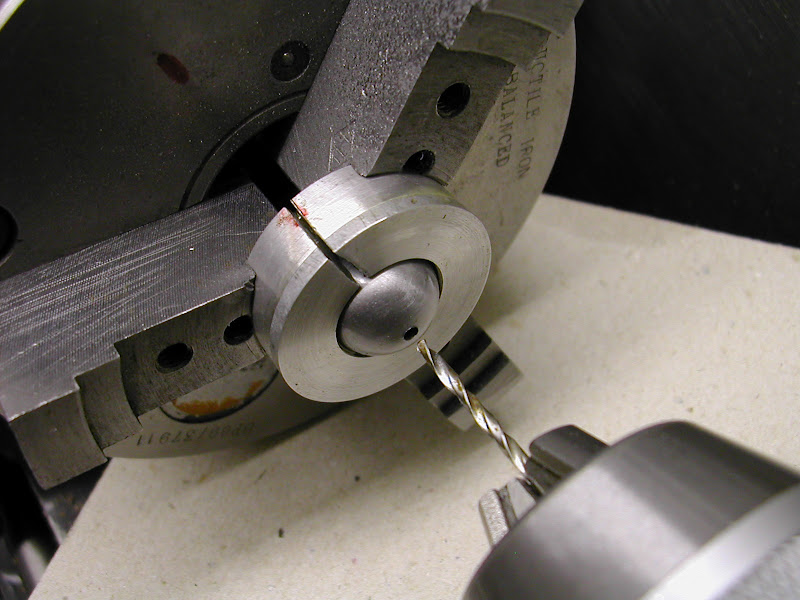
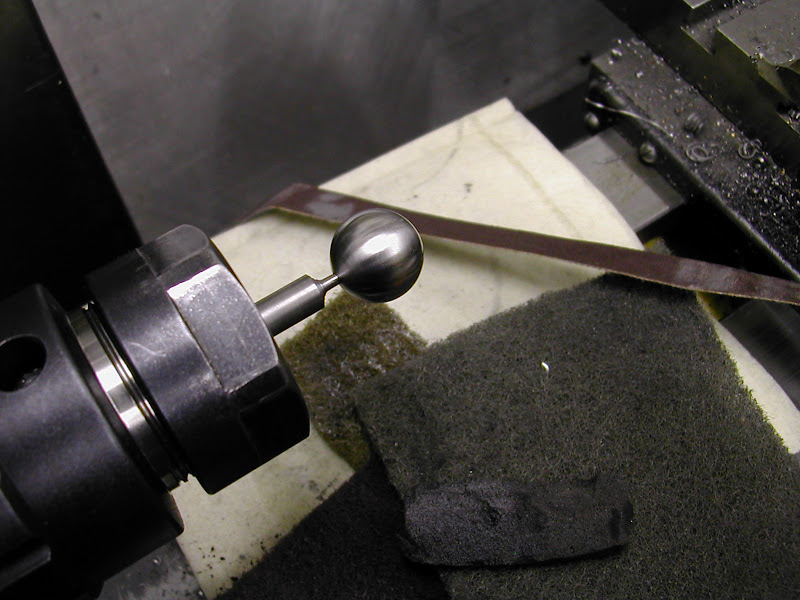
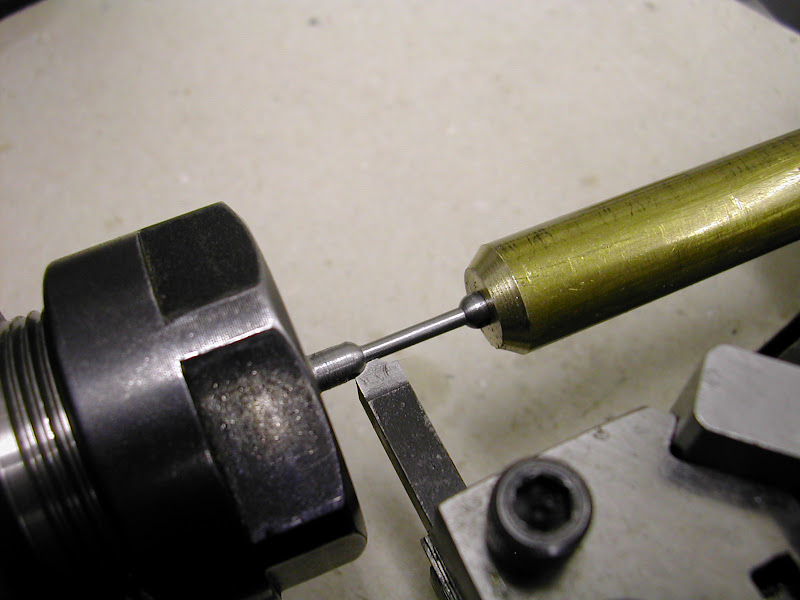
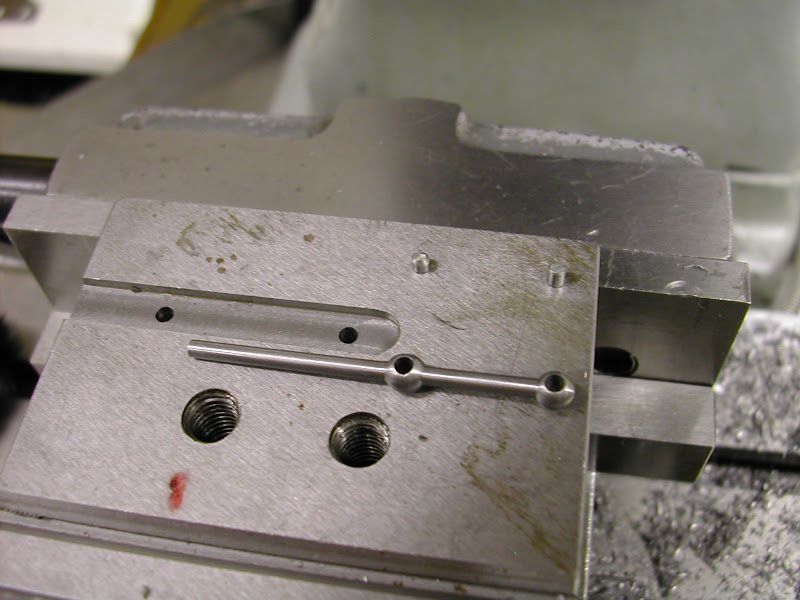
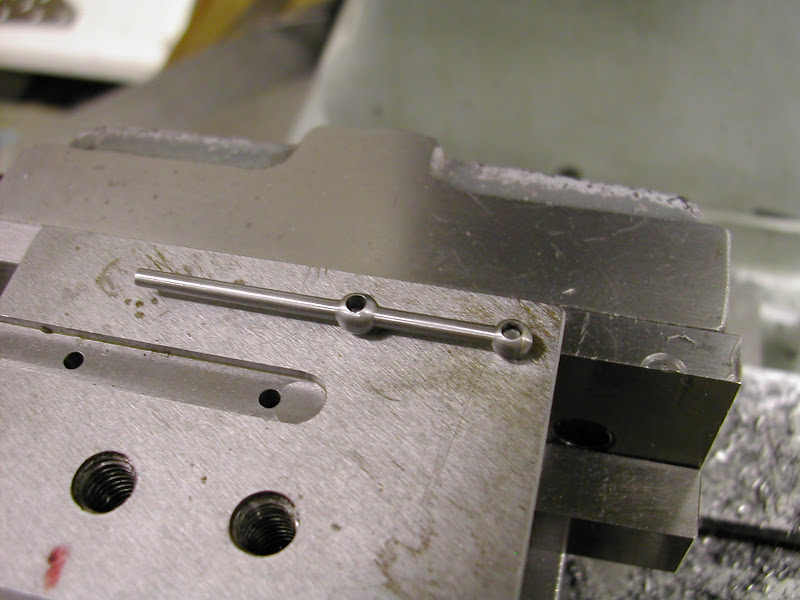
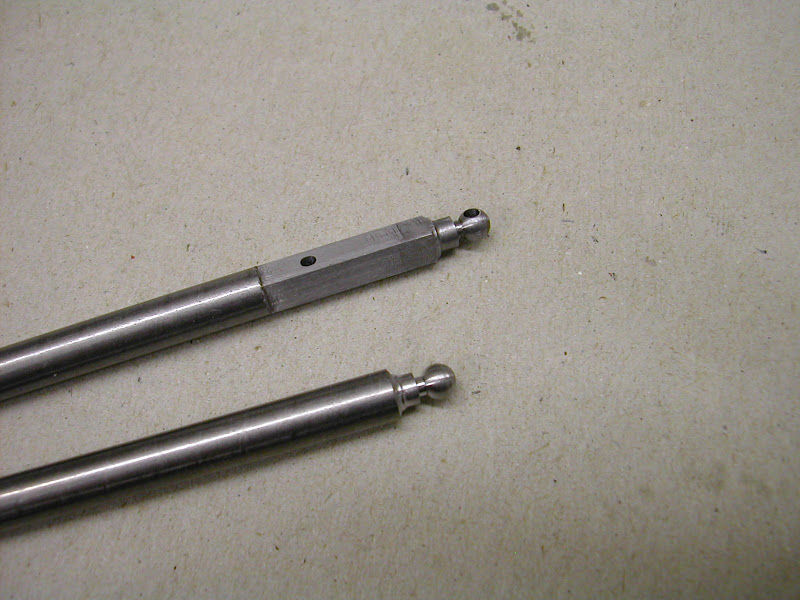
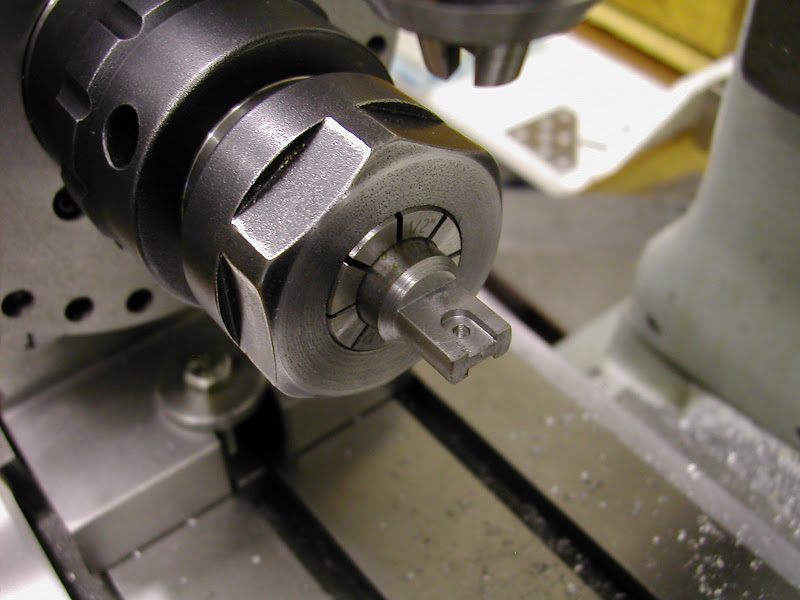
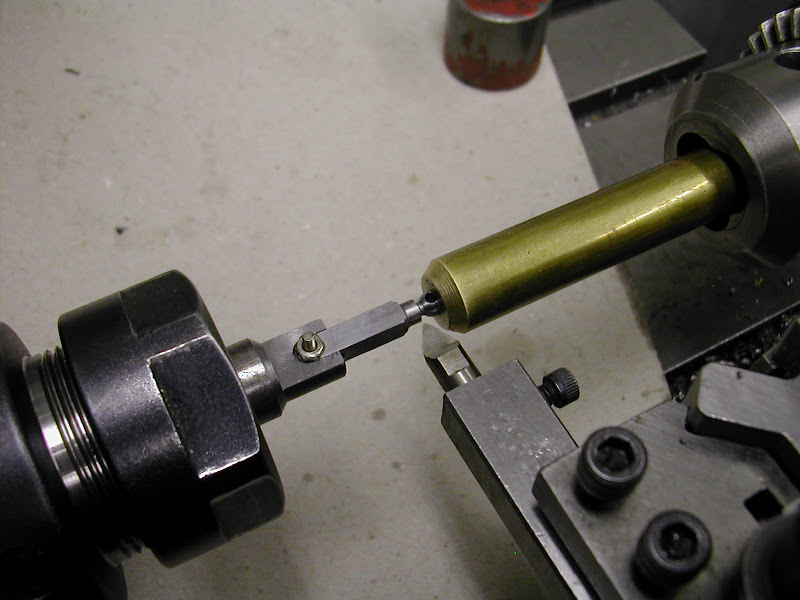
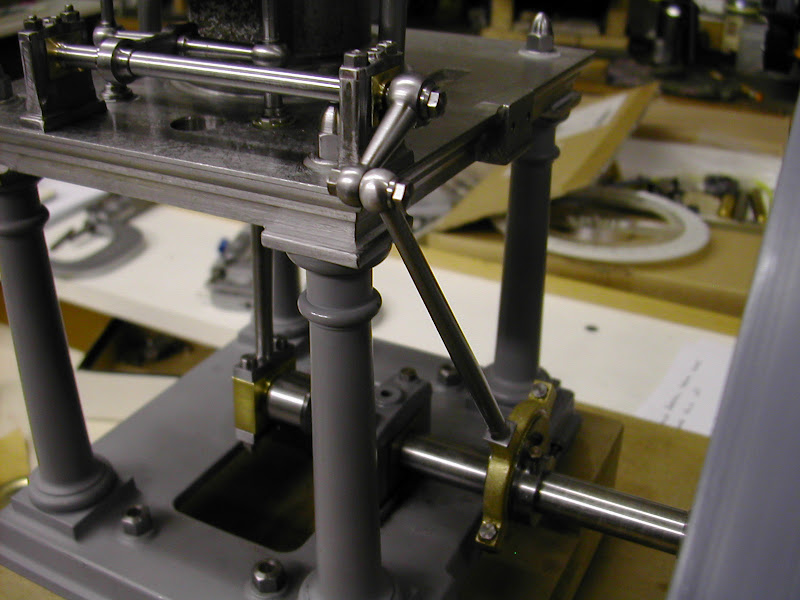
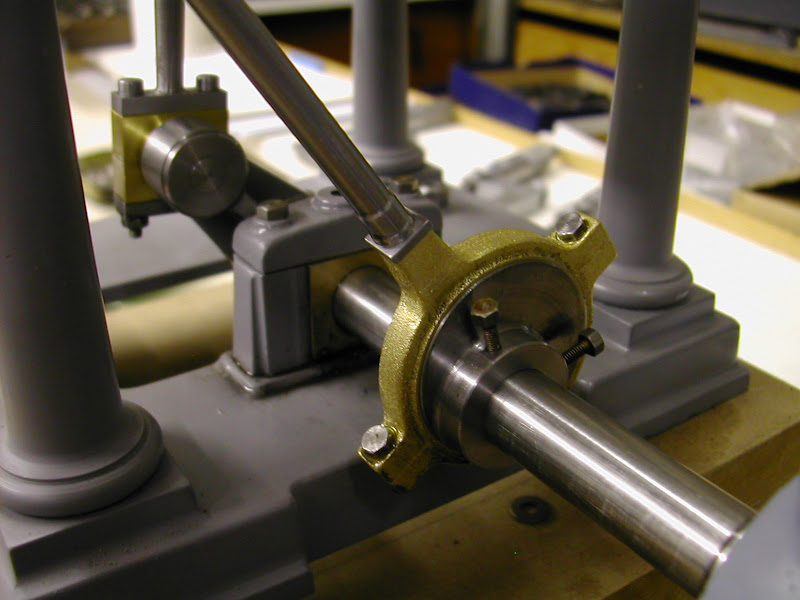
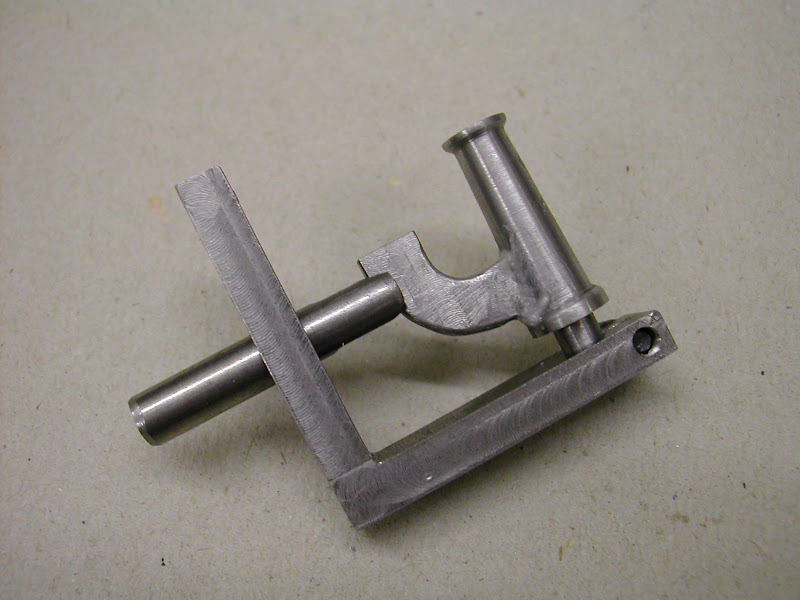
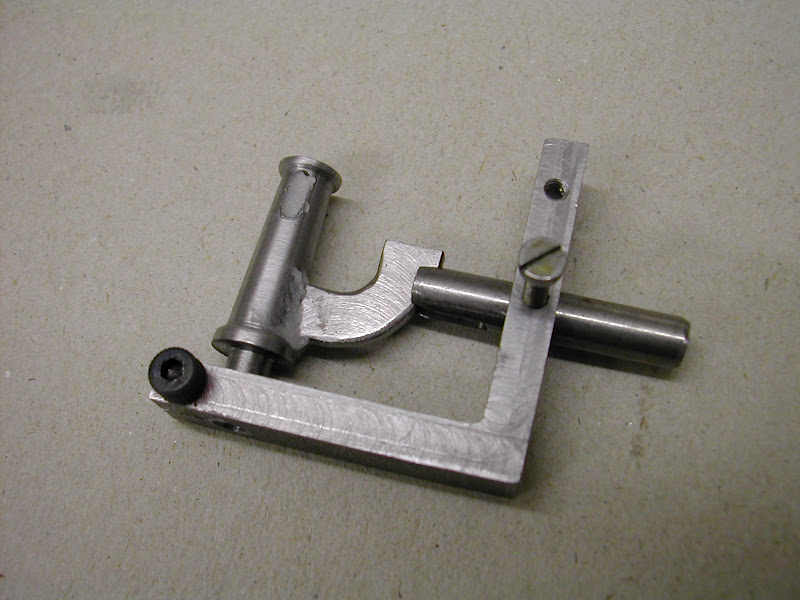
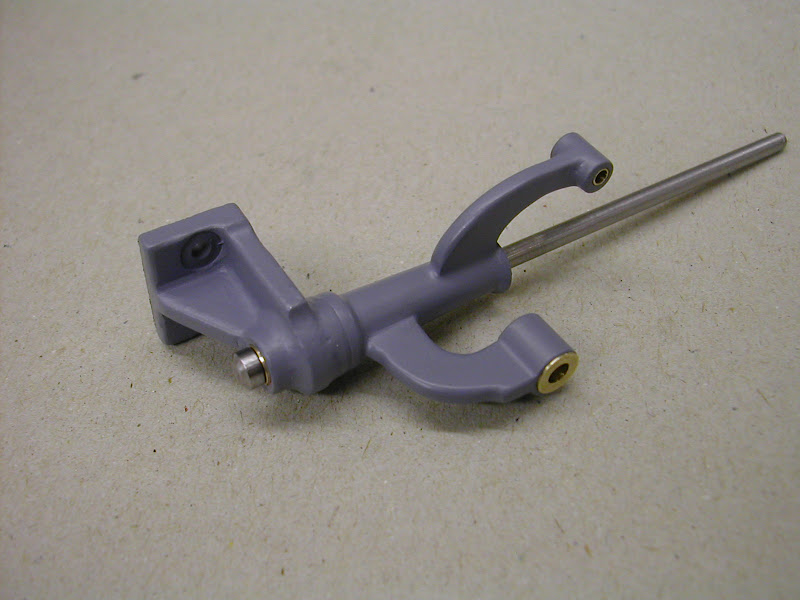
Made a proper rod today and a nice little bronze bushed pin and assembled it all up.
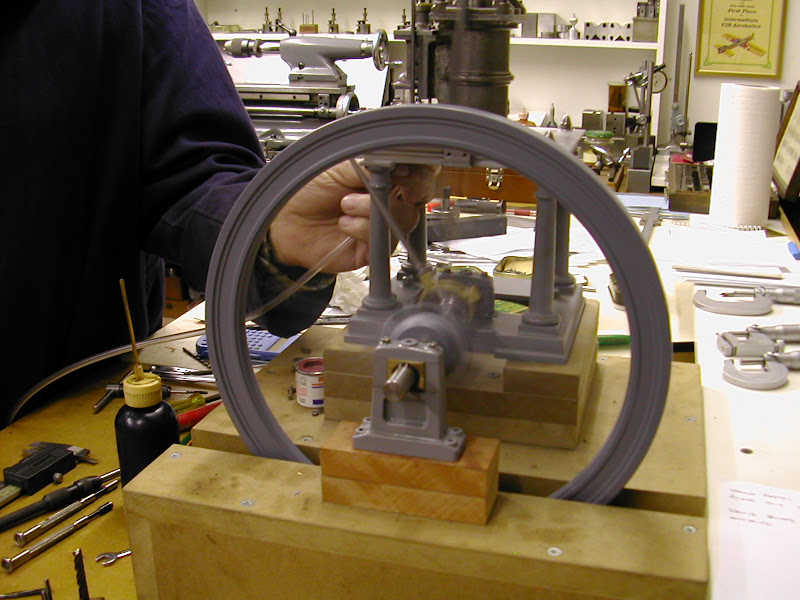
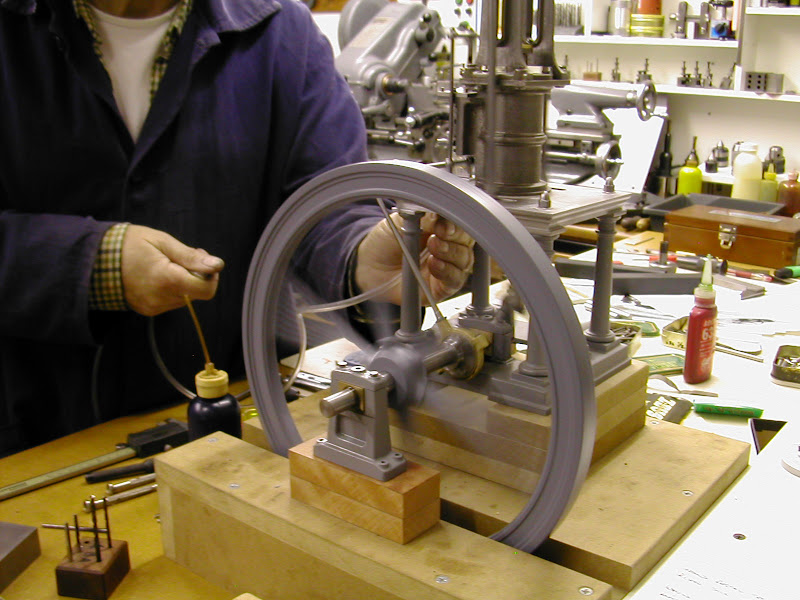
Enlisted the help of Sue (note the better quality pics :-[) and tried to get the flywheel in semi motion. It looks as if it's revving like an I/C motor but the airline is just stuffed into the steam chest hole, air escaping all round and pressure about 15psi. It's running at no more than a fast tick over.
I tried crimping off the tube to restrict what little flow there was further but the camera still couldn't capture it. No video as yet I'm afraid but a friend is due to visit next week who may just be able to help so in the meantime this is the best I can come up with. The exhaust gives a lovely soft 'chiiiffffff' 'chuuffffff' on each stroke so hope that doesn't disappear once the exhaust pipe is connected.
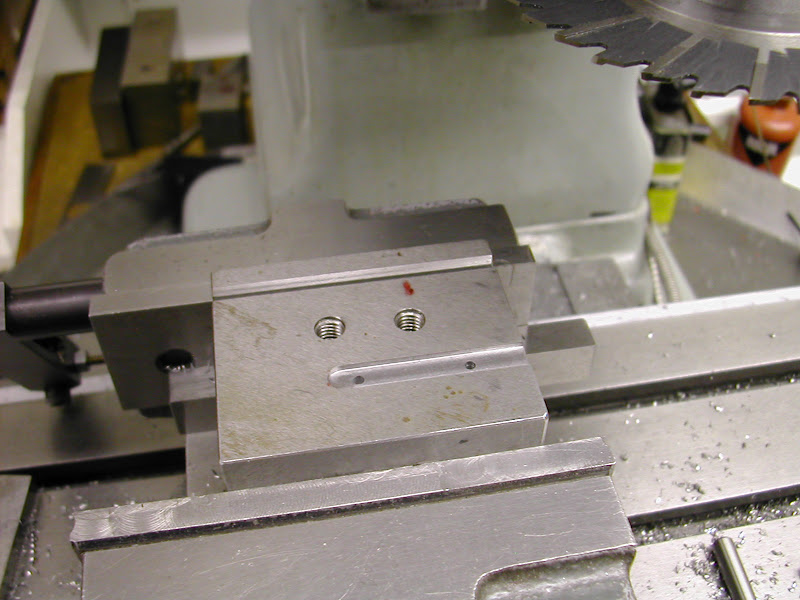
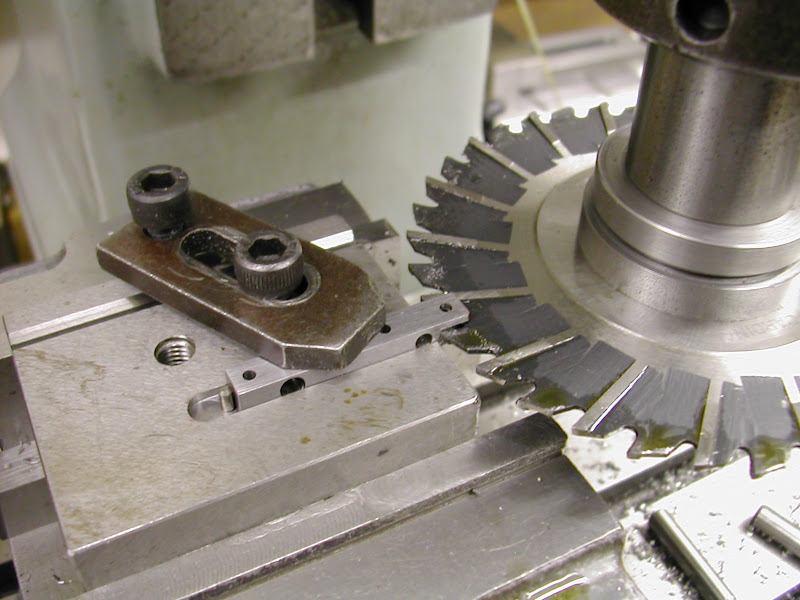
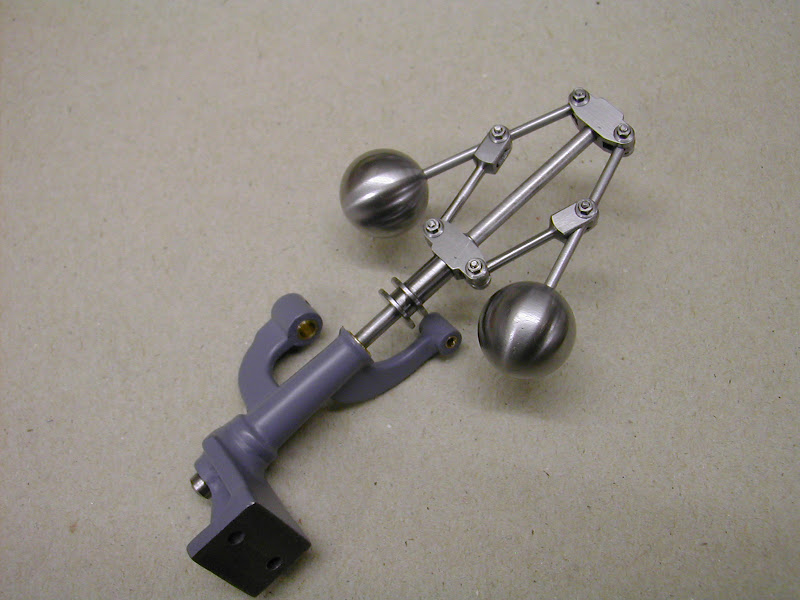
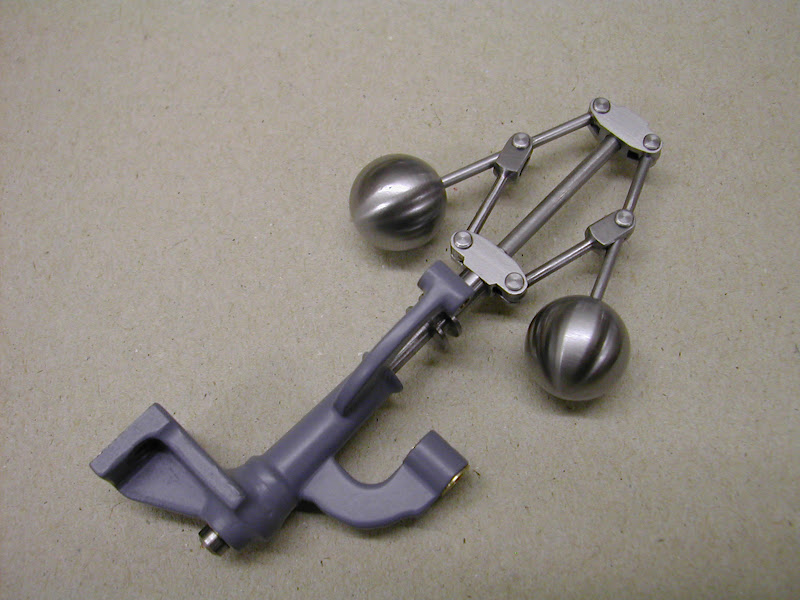
I've finally come to a decision to finish it off before starting another I/C engine so it's on with the governor parts next and a first attempt at gear cutting though it will be a week or two before I can get to grips with it as frequently as has been recently
Back sooner rather than later though I hope
Regards to you all - Ramon
Made a proper rod today and a nice little bronze bushed pin and assembled it all up.
Enlisted the help of Sue (note the better quality pics :-[) and tried to get the flywheel in semi motion. It looks as if it's revving like an I/C motor but the airline is just stuffed into the steam chest hole, air escaping all round and pressure about 15psi. It's running at no more than a fast tick over.
I tried crimping off the tube to restrict what little flow there was further but the camera still couldn't capture it. No video as yet I'm afraid but a friend is due to visit next week who may just be able to help so in the meantime this is the best I can come up with. The exhaust gives a lovely soft 'chiiiffffff' 'chuuffffff' on each stroke so hope that doesn't disappear once the exhaust pipe is connected.
I've finally come to a decision to finish it off before starting another I/C engine so it's on with the governor parts next and a first attempt at gear cutting though it will be a week or two before I can get to grips with it as frequently as has been recently
Back sooner rather than later though I hope
Regards to you all - Ramon
") but you'll have to wait a bit longer till my friend with the camera gets over - no, believe it or not I don't posess one.
but you'll have to wait a bit longer till my friend with the camera gets over - no, believe it or not I don't posess one.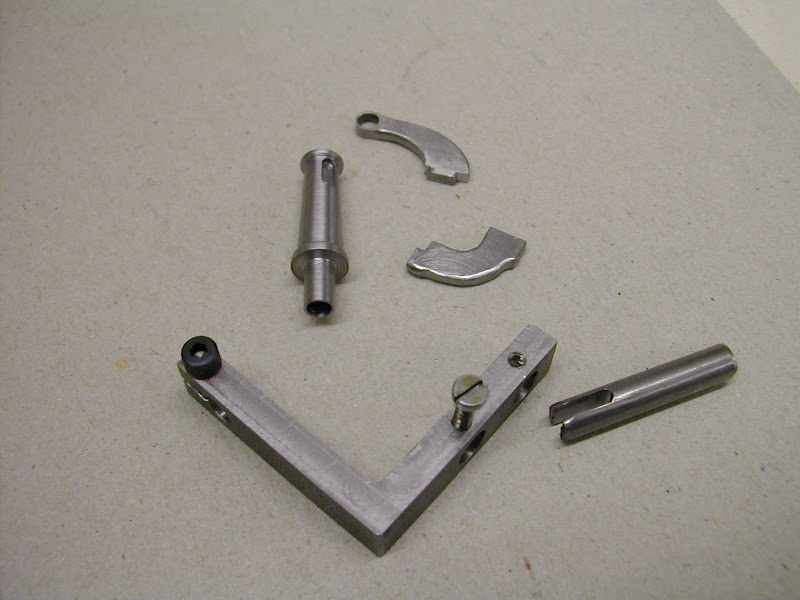



![DreamPlan Home Design and Landscaping Software Free for Windows [PC Download]](https://m.media-amazon.com/images/I/51kvZH2dVLL._SL500_.jpg)




















































![MeshMagic 3D Free 3D Modeling Software [Download]](https://m.media-amazon.com/images/I/B1U+p8ewjGS._SL500_.png)