Hi Guy's glad it's been of interest. The more I use clamping plates and expanding mandrels the more I like 'em. They really are an excellent work holding device. It's much easier for instance when doing a cylinder to just concentrate on getting the bore right(and one end faced if doing it in the chuck) then set it on an expanding mandrel to do the other end as well as to move it to the mill and bring all the faces to the bore. I'm convinced it's much easier to keep things under control this way than to try to get the bore in relative to external faces after they've been machined.
Had a really good session today and took quite a few pics of making the eccentric strap ......well you did say you like piccy's
")
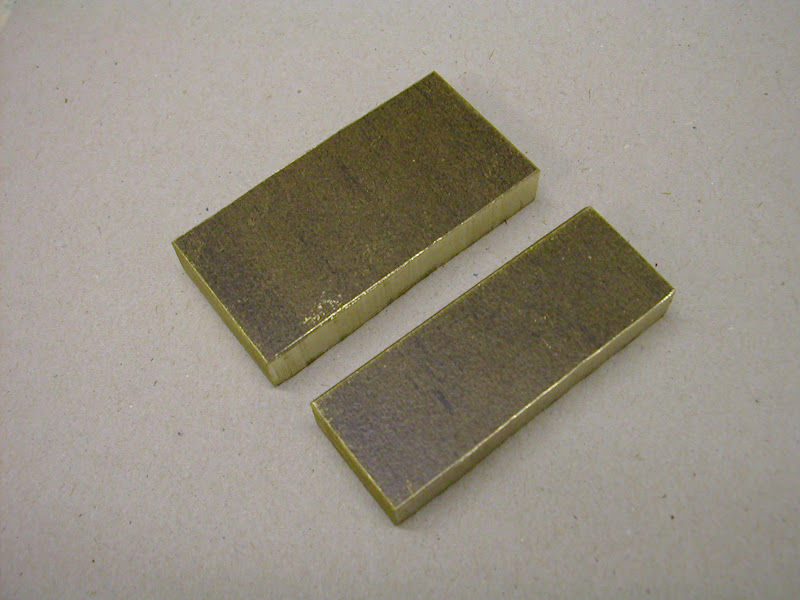
First up was a couple of pieces of brass - this is actually manganese bronze which machines well giving nice chips as opposed to spraying those razor sharp shards everywhere that you get off some brass.
The long edges and one face on each piece were milled then they were treated like the small bearings previously mentioned and soldered together in exactly the same fashion. (Size of this is 52 x 48 x 9 mm)
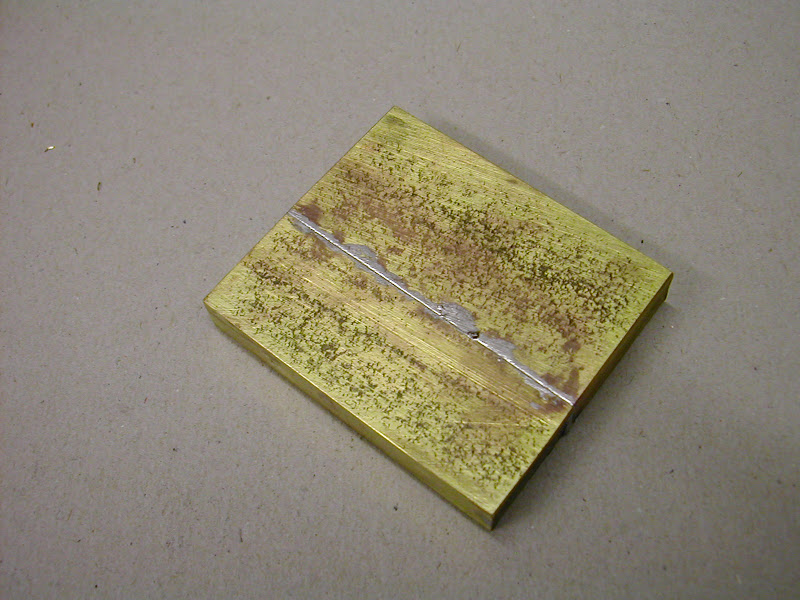
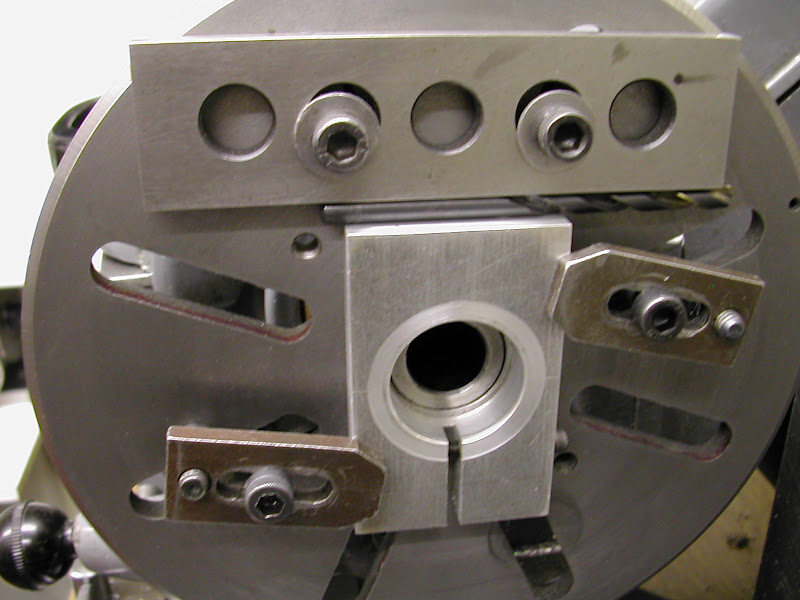
The block was then milled flat on both sides before drilling and reaming a .250 dia aligning hole on the break line and four fixing holes
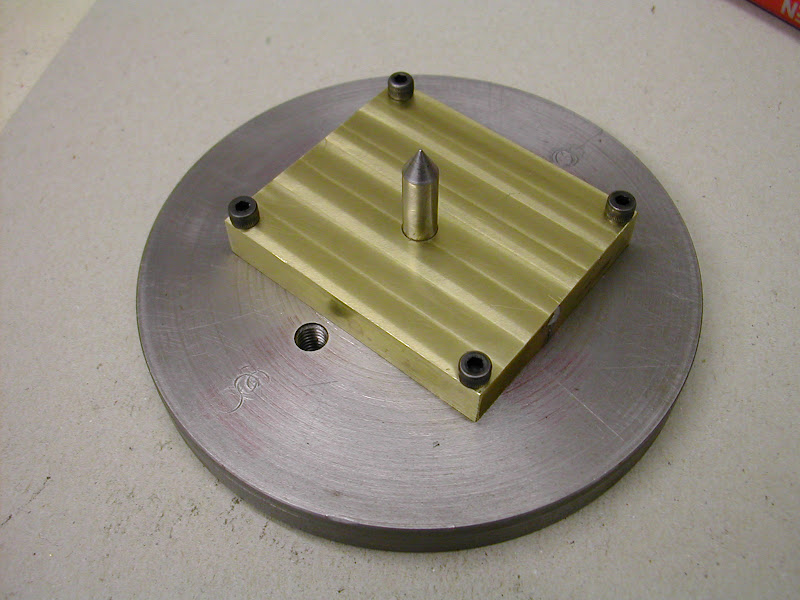
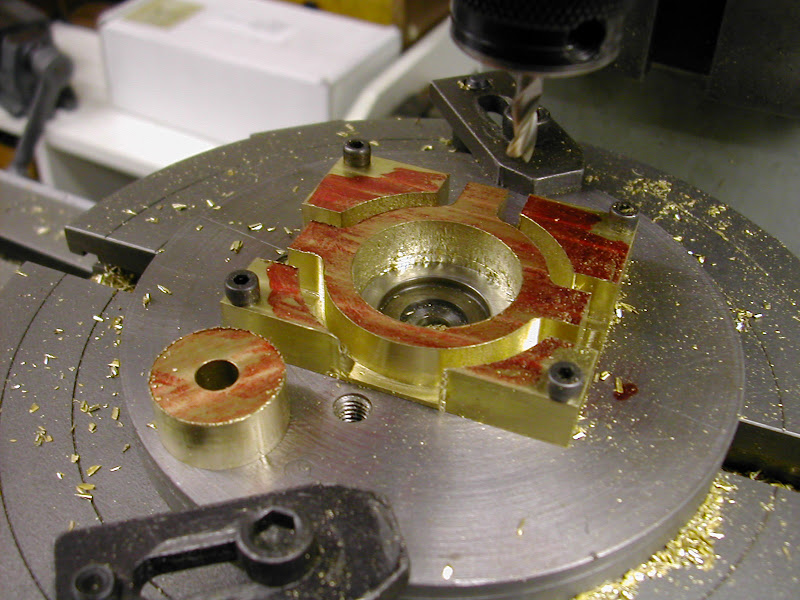
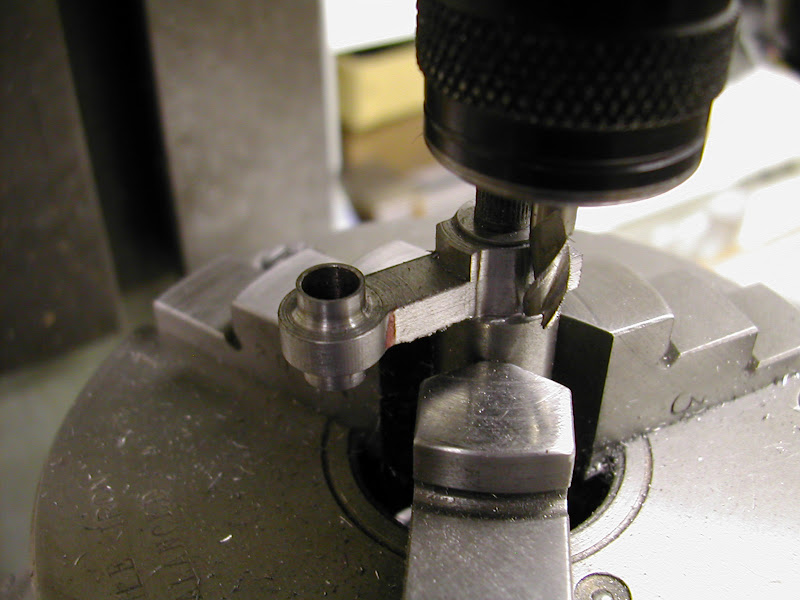
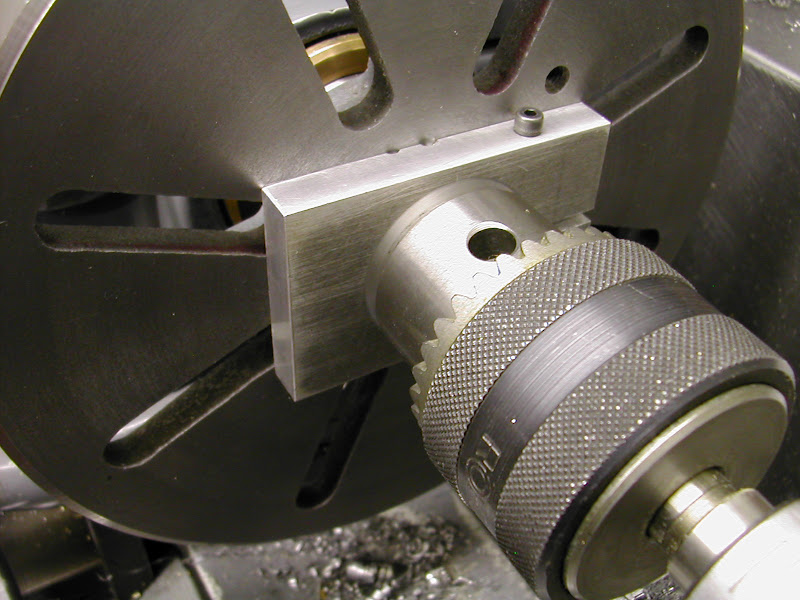
It was then bolted to that small 'faceplate' seen earlier. The spigot is aligning it in a central hole
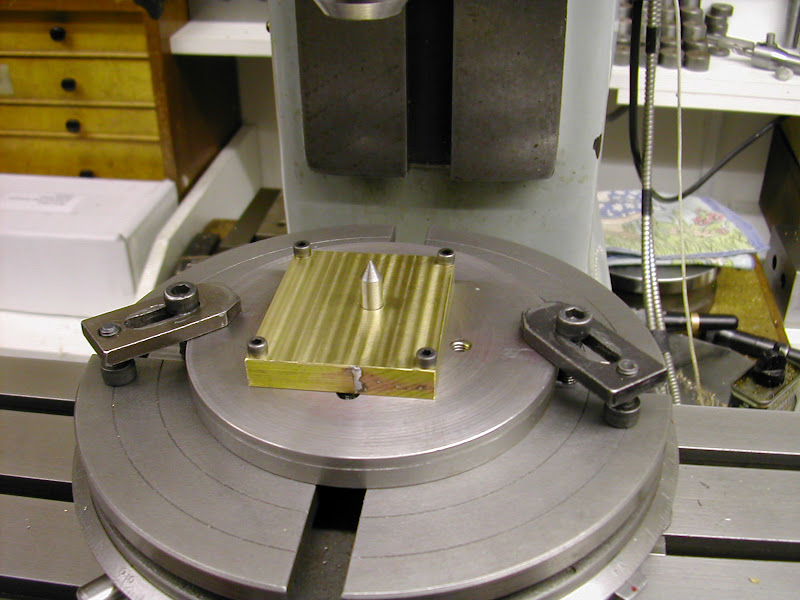
The rotary table was zeroed and the part set square to the mill the spigot now aligning the faceplate to the R/T
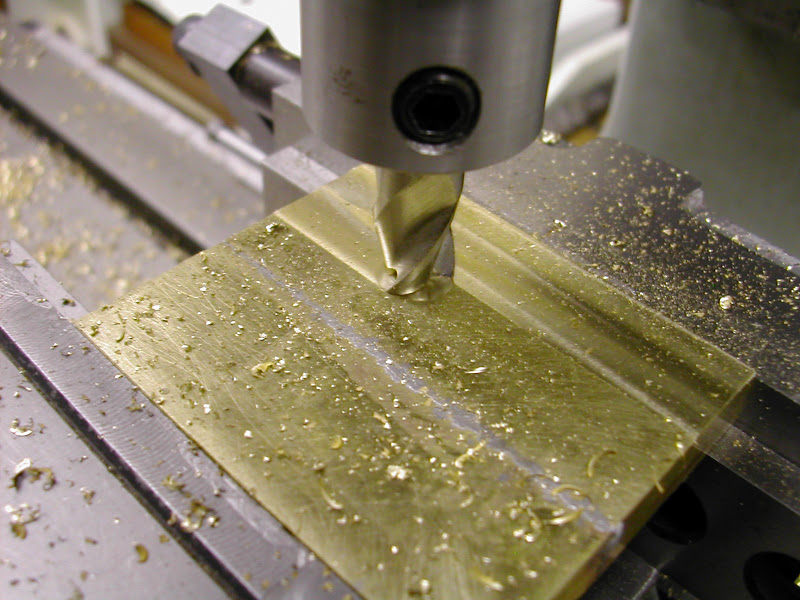
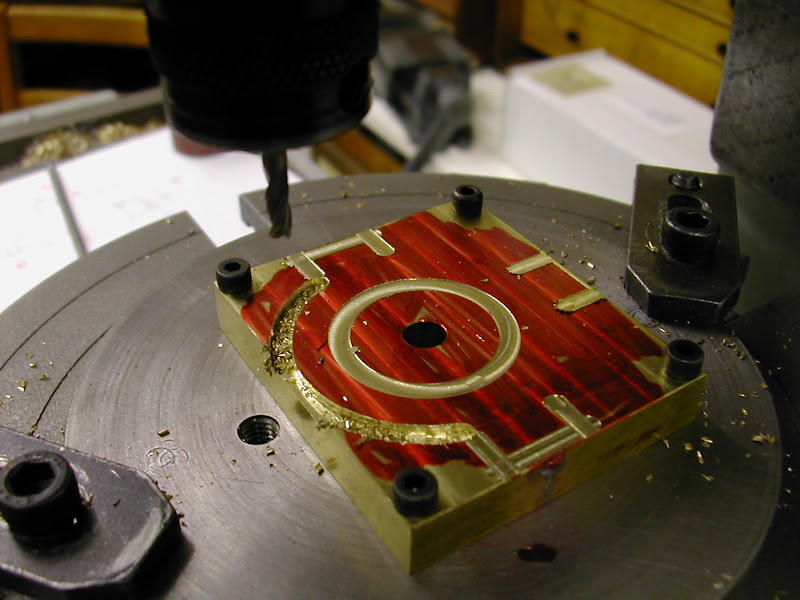
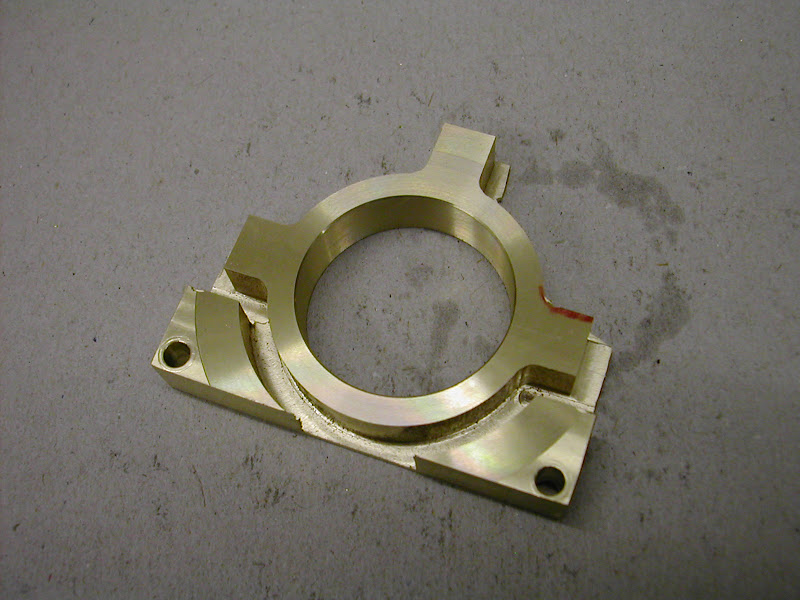
The coordinates were checked by cutting in a couple of thou then the lower form was cut first. The R/T has stops fitted which makes for much less anxiety about over shooting
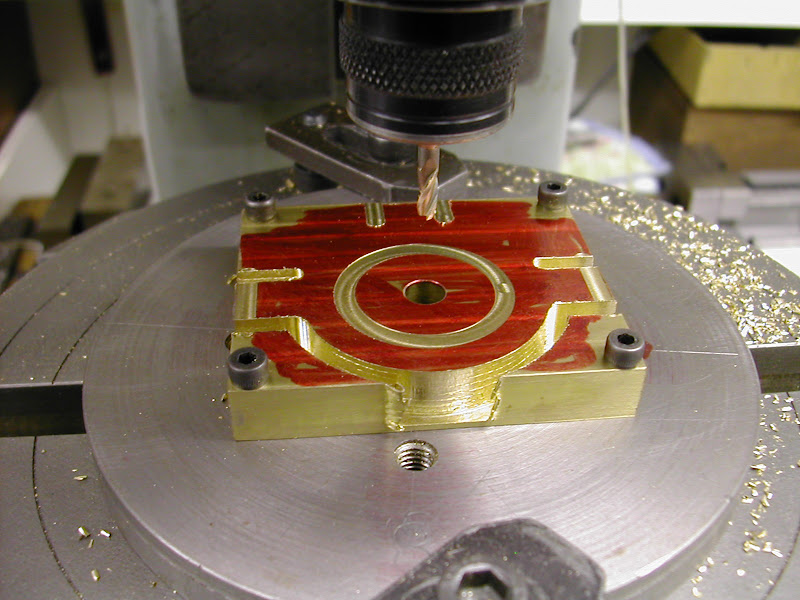
The cut line was done to finished dimensions but the roughing out was done using a 3mm cutter with the finishing done with a 4mm.
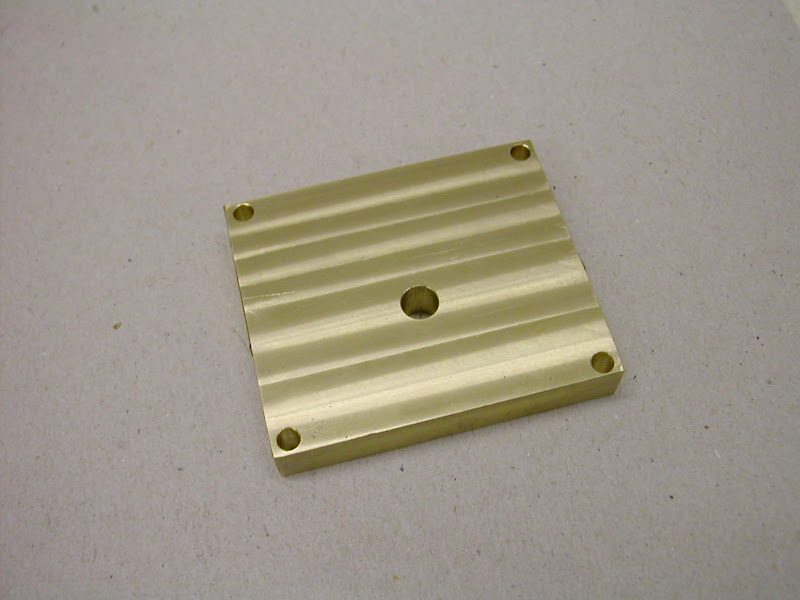
Finished milling ops ready for the lathe
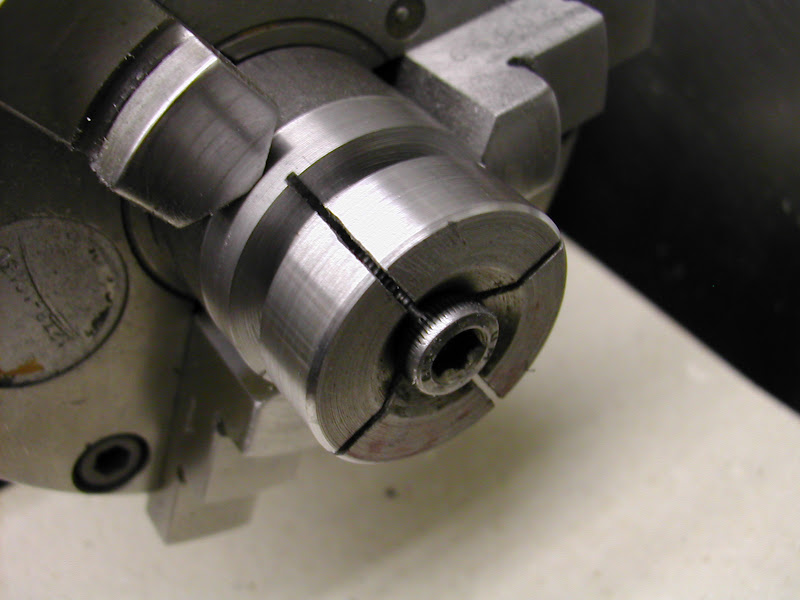
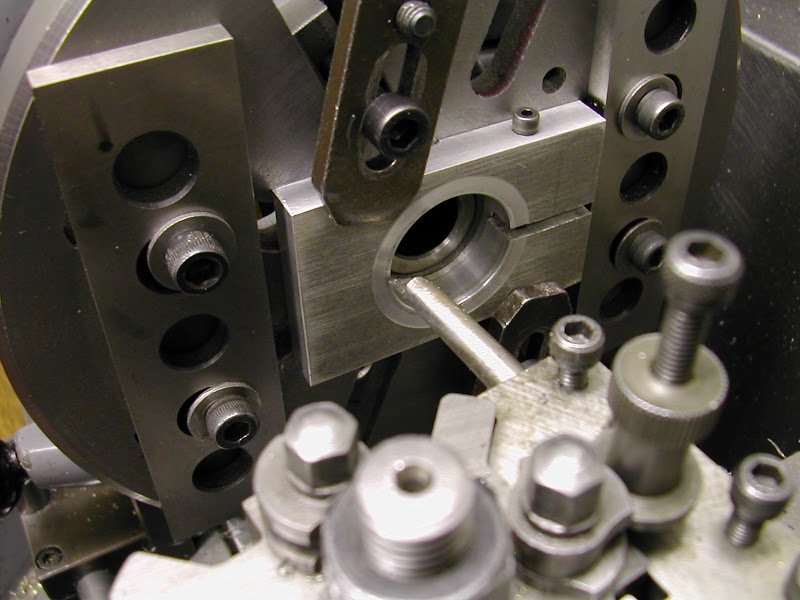
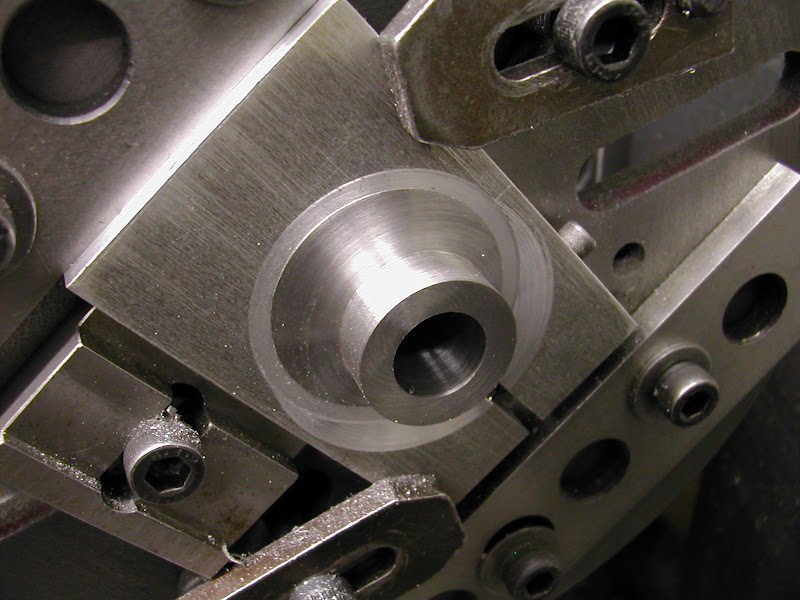
First though a plug gauge was required. Made from a scrap of FCMS it was turned .01mm larger than the eccentric sheave diameter.
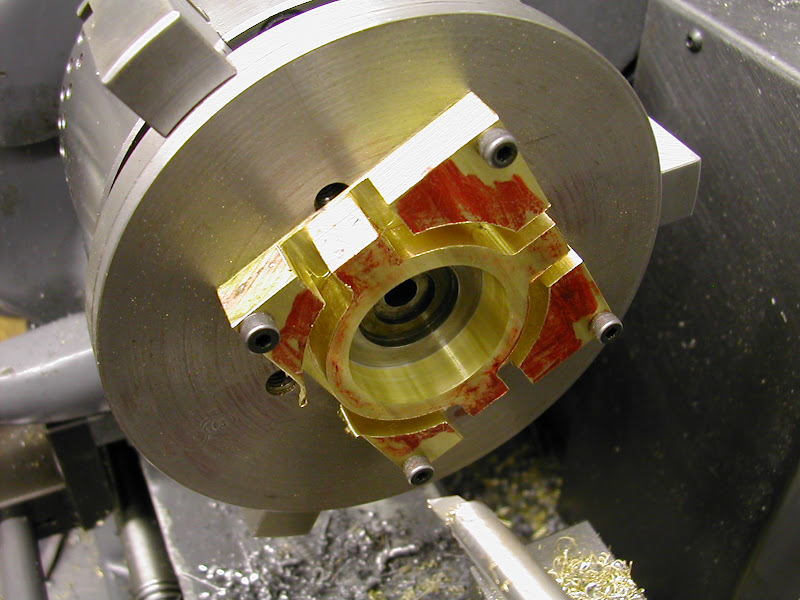
The bore was finish turned to just allow the gauge to push in easily
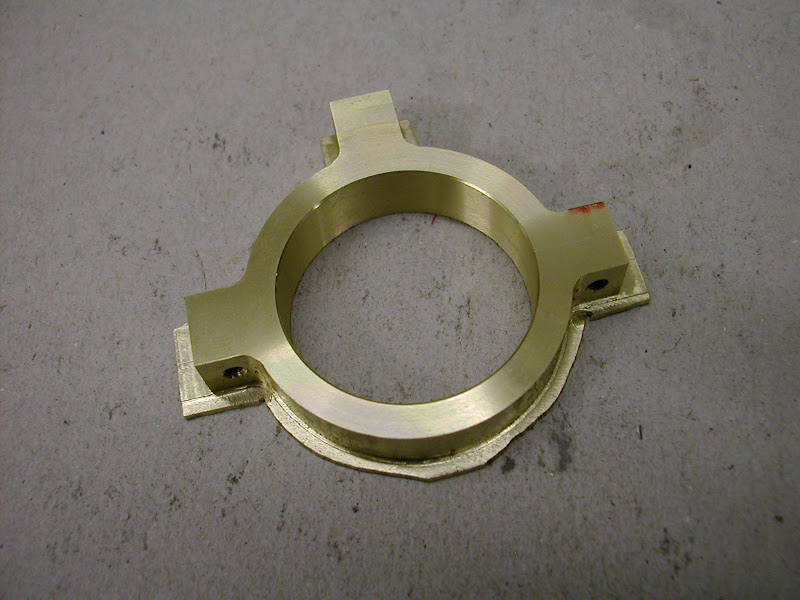
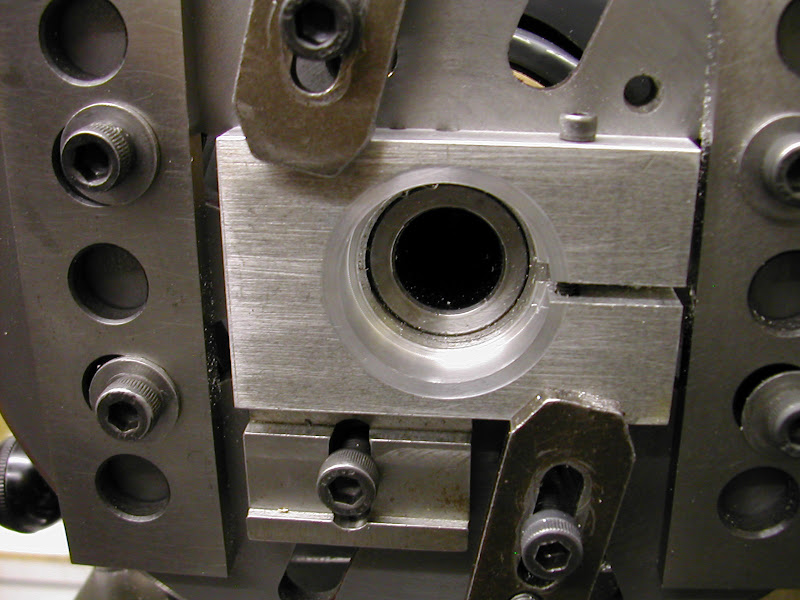
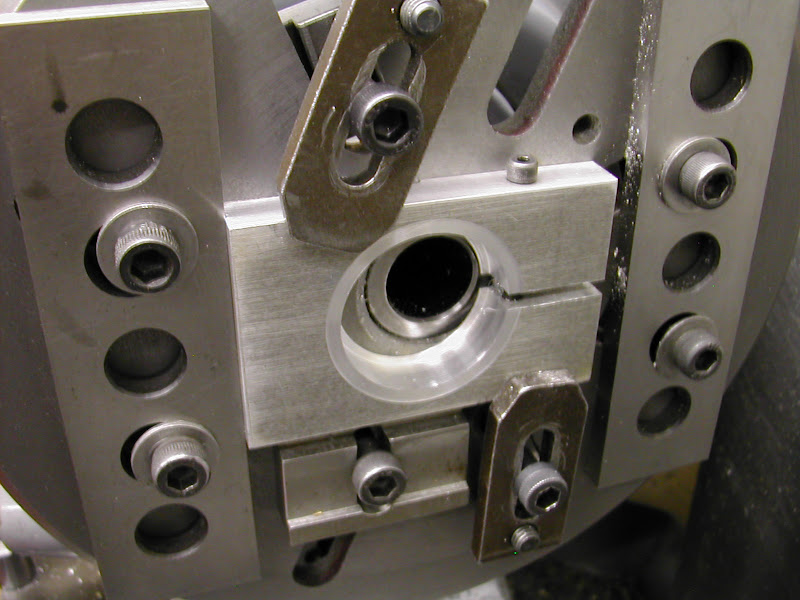
As taken off the lathe ready for the next stages.
First up was to cut away the top waste and trim the lower face with a file. This was then stood in the vice and the holes for the bolts and rod drilled and tapped before the lower waste was removed
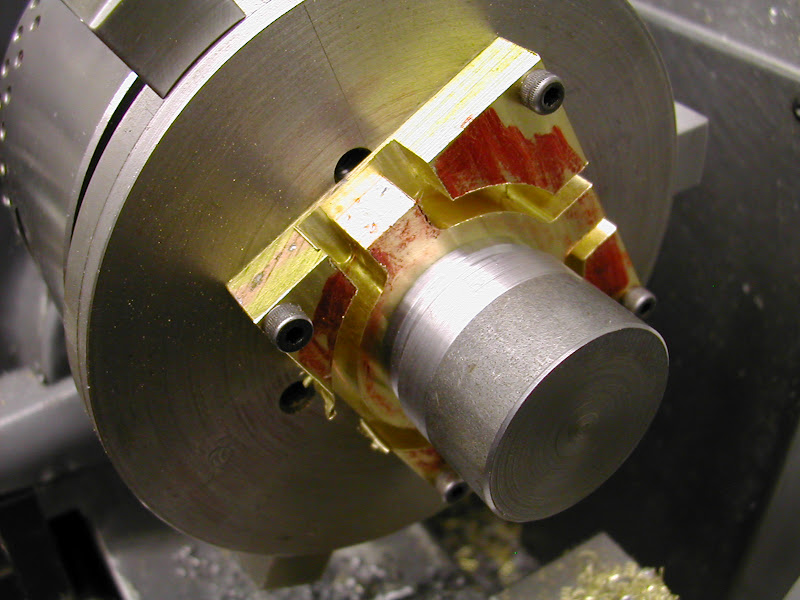
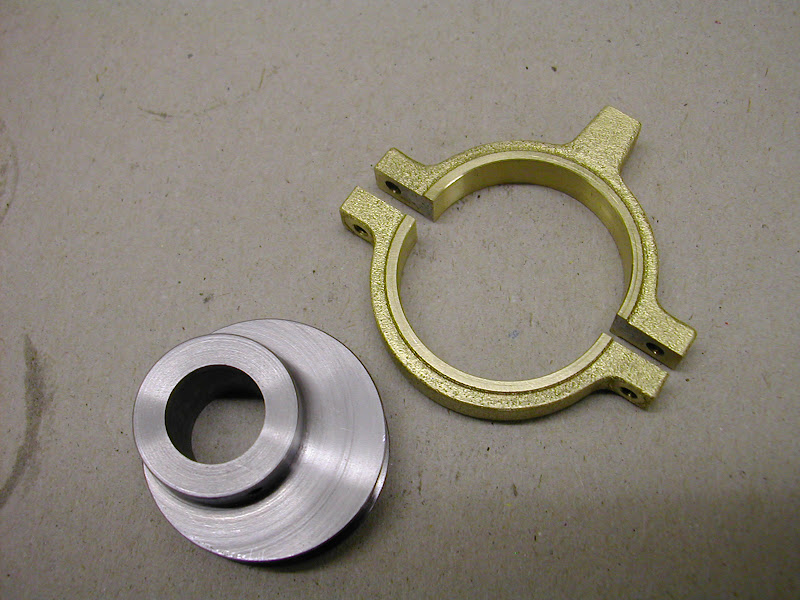
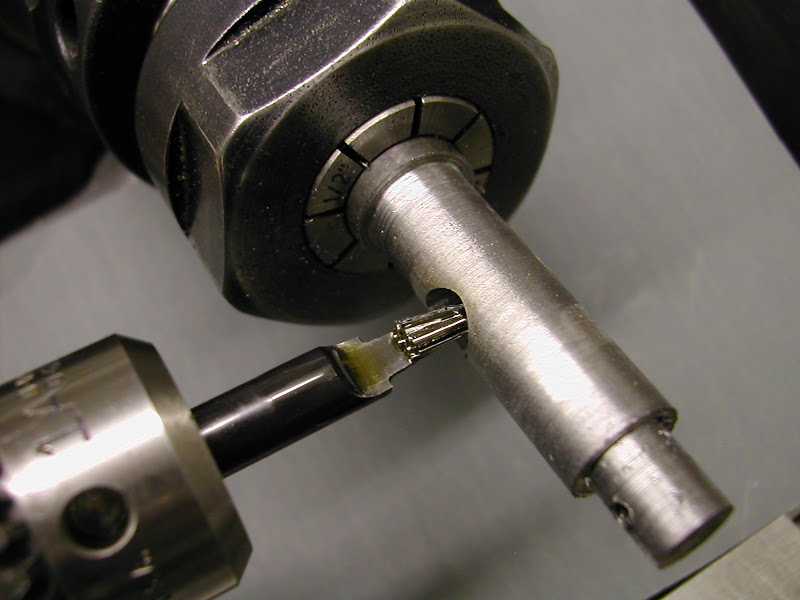
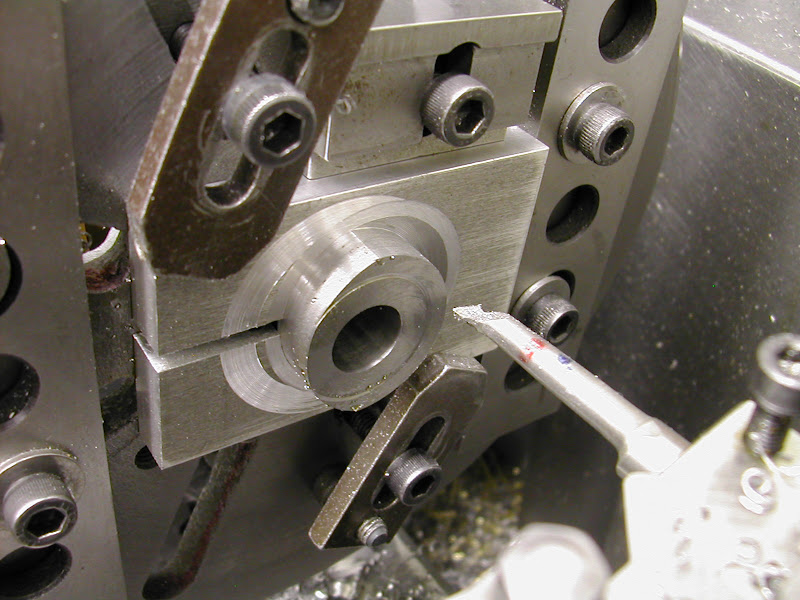
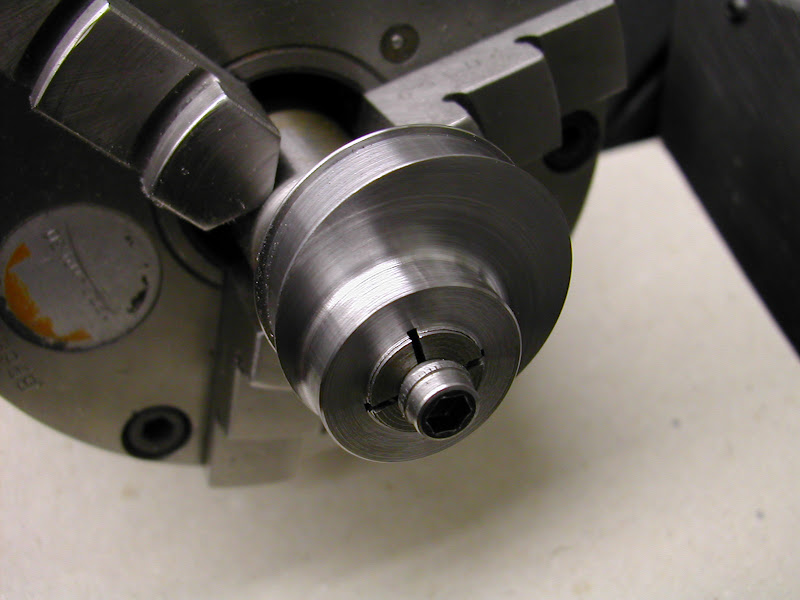
That plug gauge was converted into yet another exp. mandrel so that the surplus could be machined away
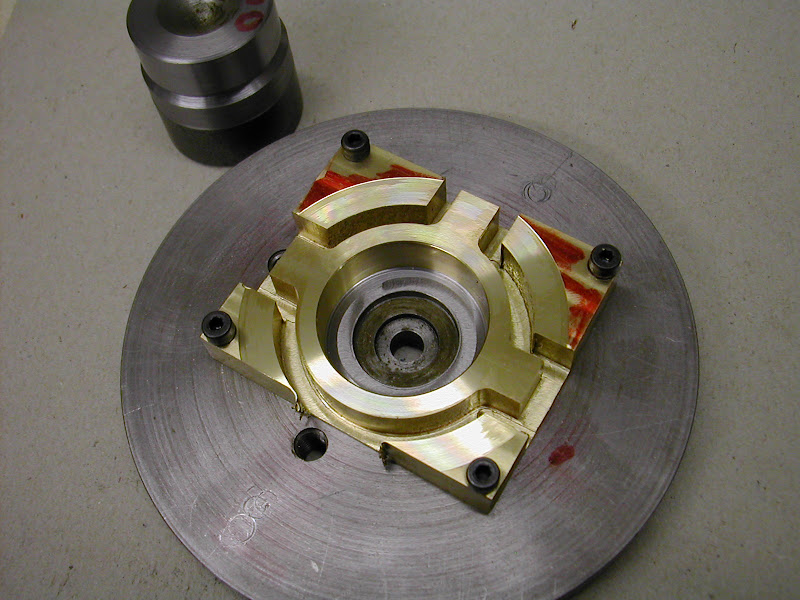
And finally an eccentric - but it's not finished yet :
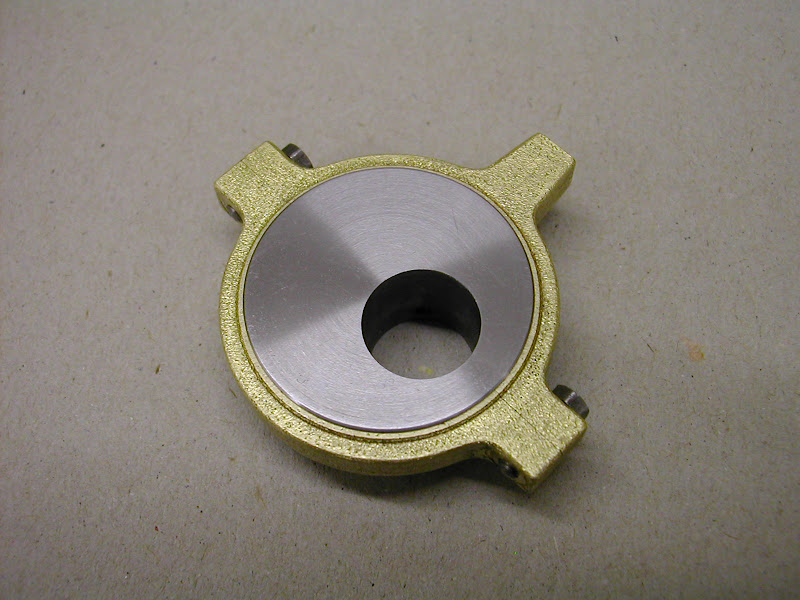
In order to simulate a cast finish first the corners are all well fettled
Then comes the worry bit - after all those ops will I bugger it up ???.
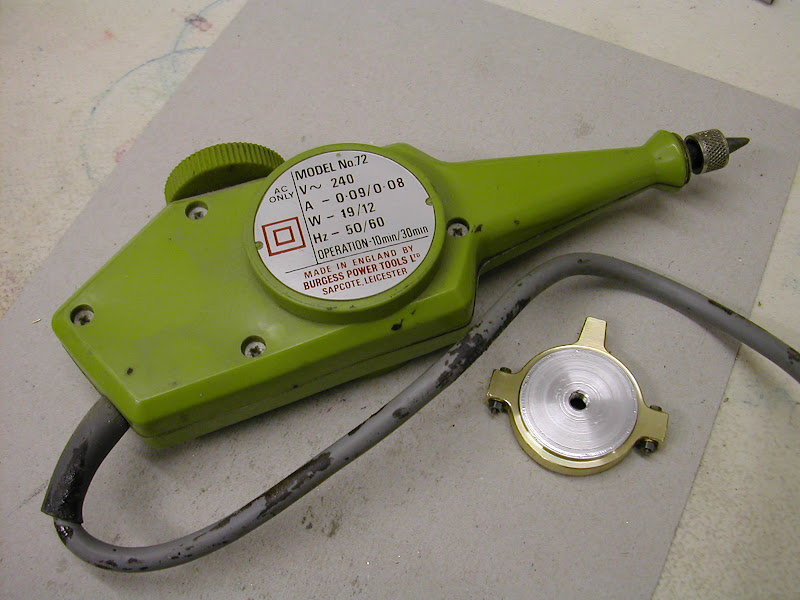
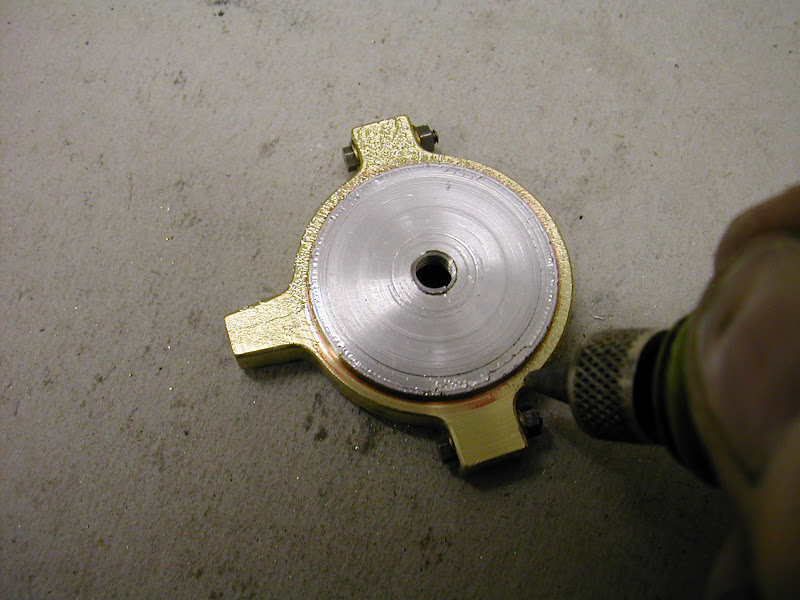
Using one of these engravers the surface is attacked - gently but with the engraver working on a 'heavy' setting at first.
The entire part is abraded at this setting before reducing the power of the 'hit' slightly and going all over it again, doing it all for a third time at a lower setting still. This produces a degree of varying surface. It's time consuming as the surface has to be constantly gone over to ensure even coverage but it does give a reasonable rendition. This is a posed shot - it's much better to hold the part in the hand as it's being engraved. Obviously the ali part is just a protector for the bore and running faces.
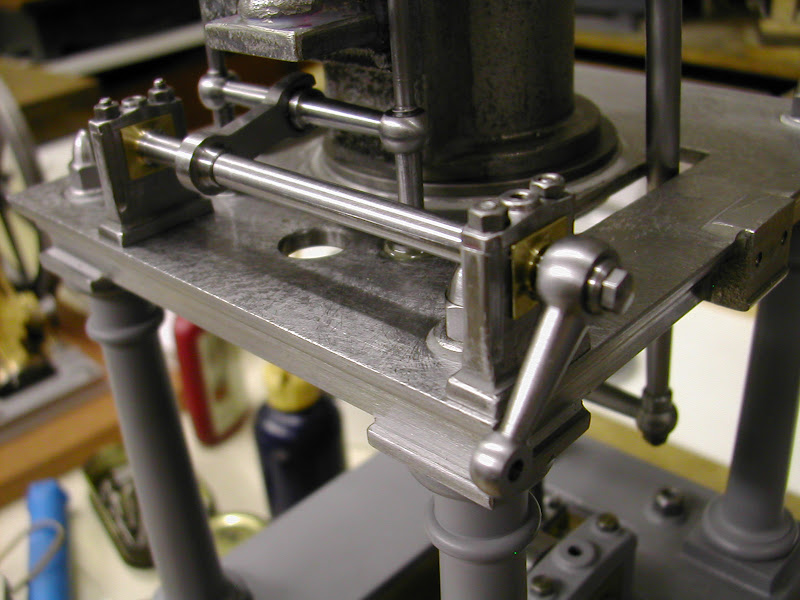
And finally, after mounting on the mandrel and facing both running faces to finished width it's there
I don't know who it was who said you all like piccy's on here but that should keep him happy if nothing else :
I've had a very enjoyable time making this today - I hope the coverage of doing so will be as enjoyable for you too
One bit to make now before it can run ;D
See you later
Regards - Ramon















































![MeshMagic 3D Free 3D Modeling Software [Download]](https://m.media-amazon.com/images/I/B1U+p8ewjGS._SL500_.png)




![DreamPlan Home Design and Landscaping Software Free for Windows [PC Download]](https://m.media-amazon.com/images/I/51kvZH2dVLL._SL500_.jpg)