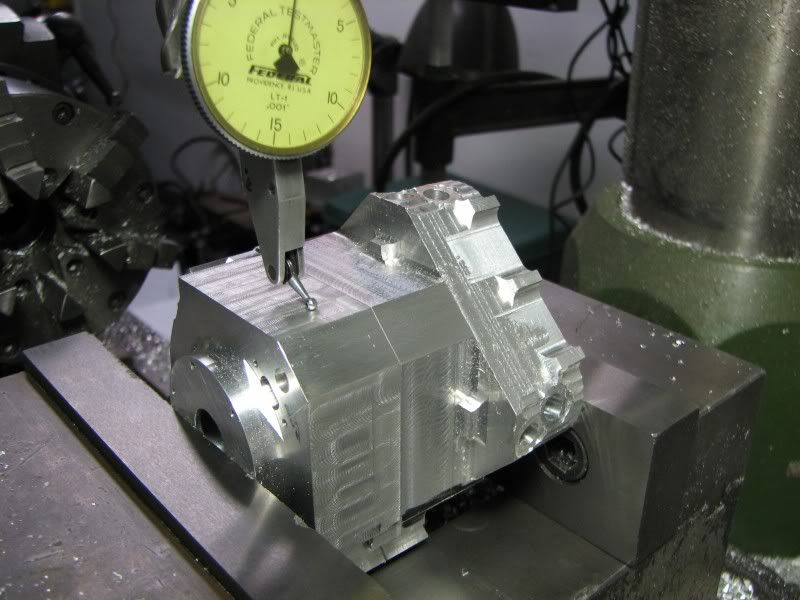
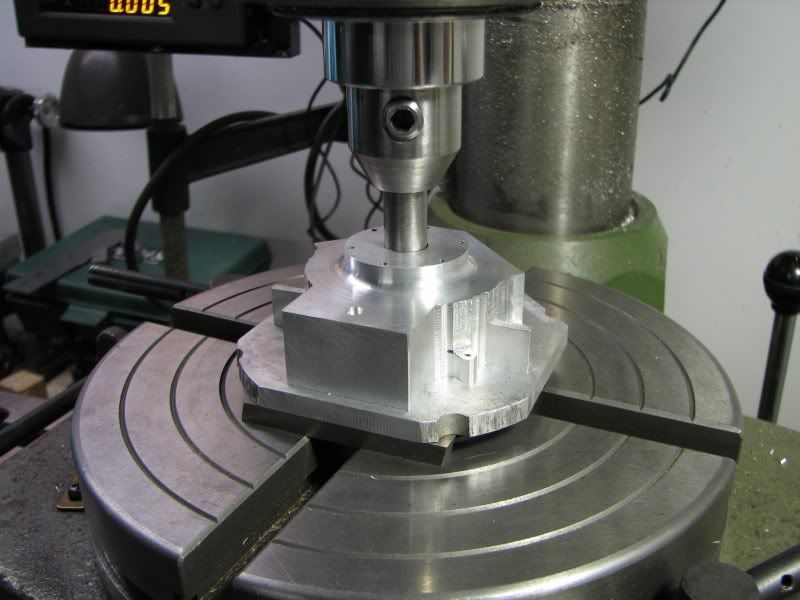
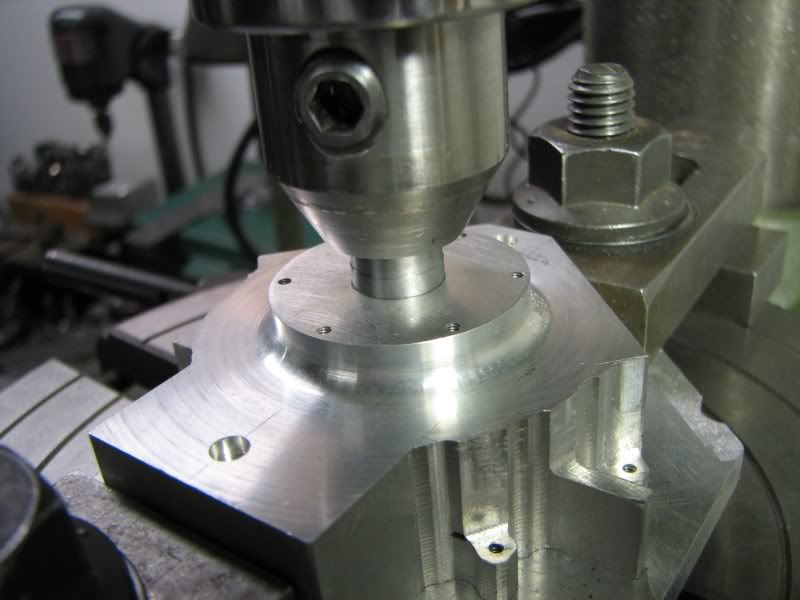
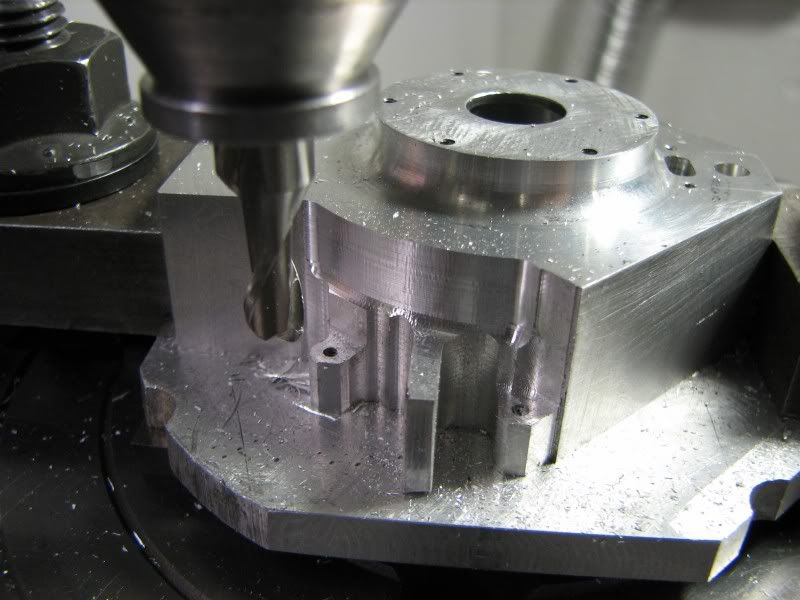
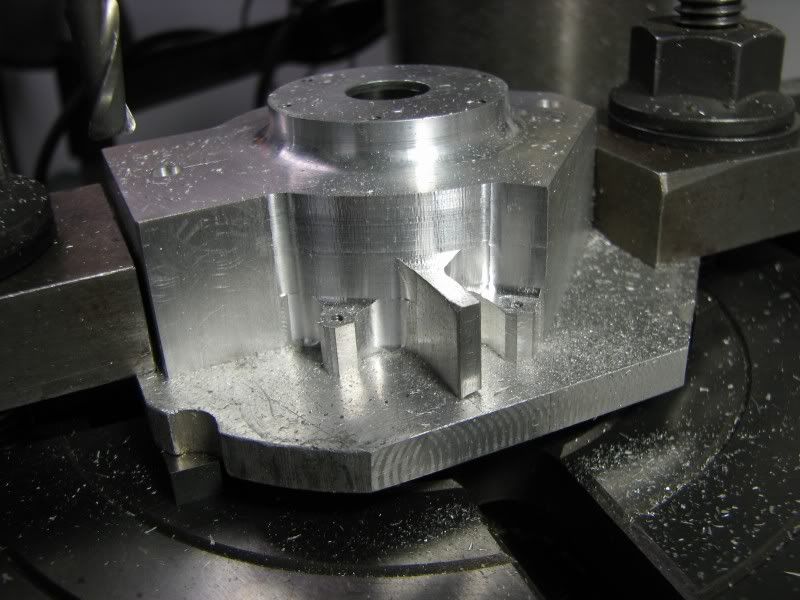
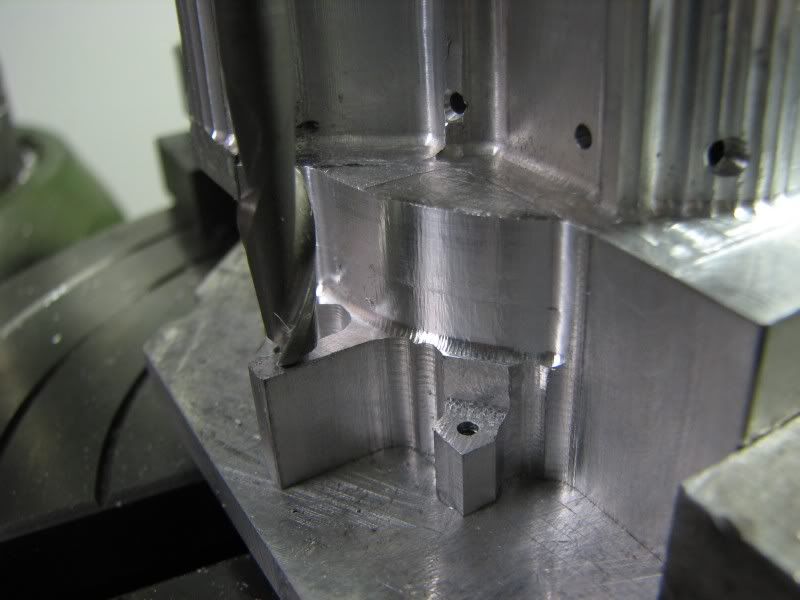
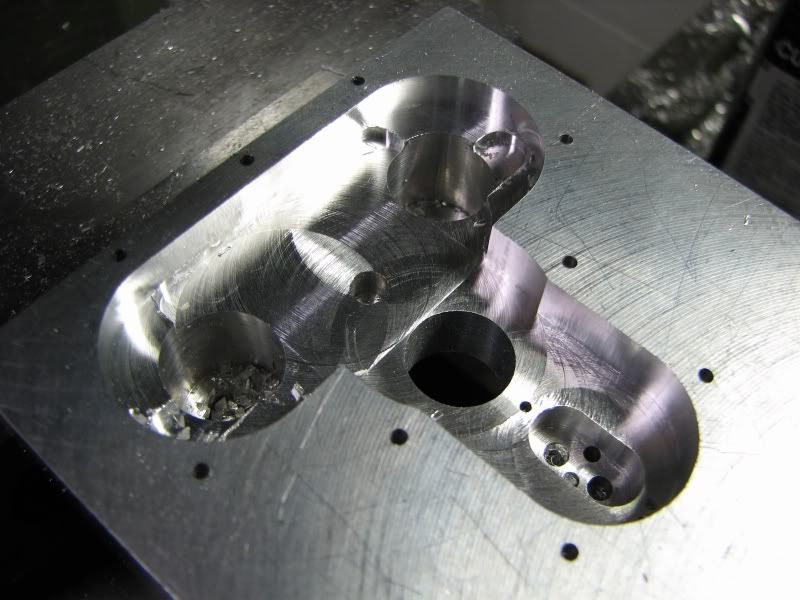
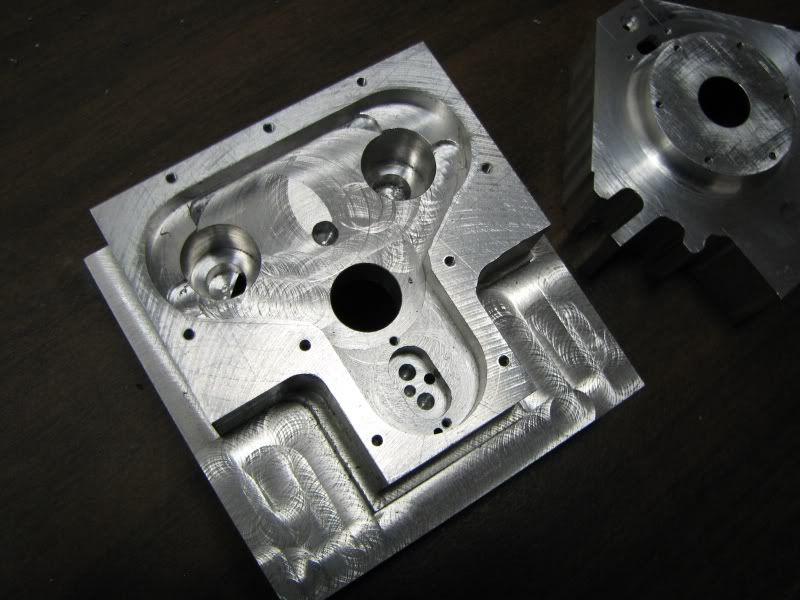
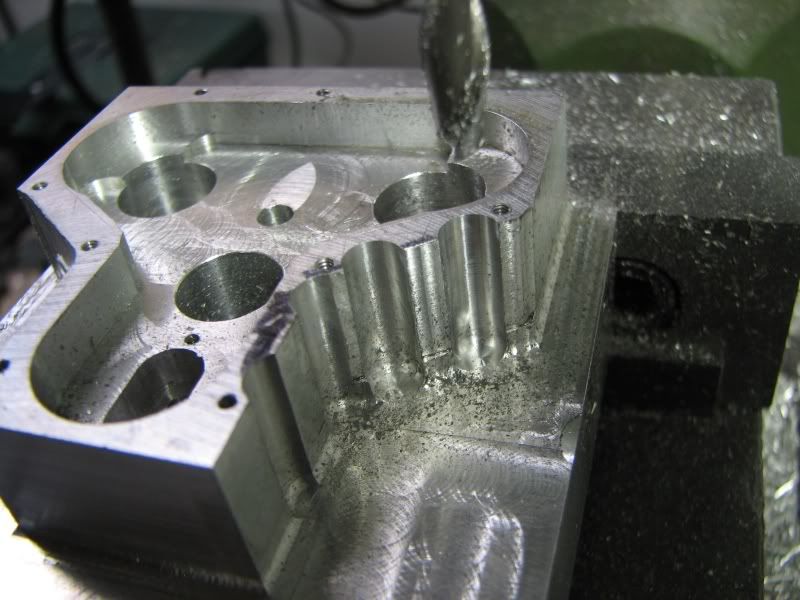
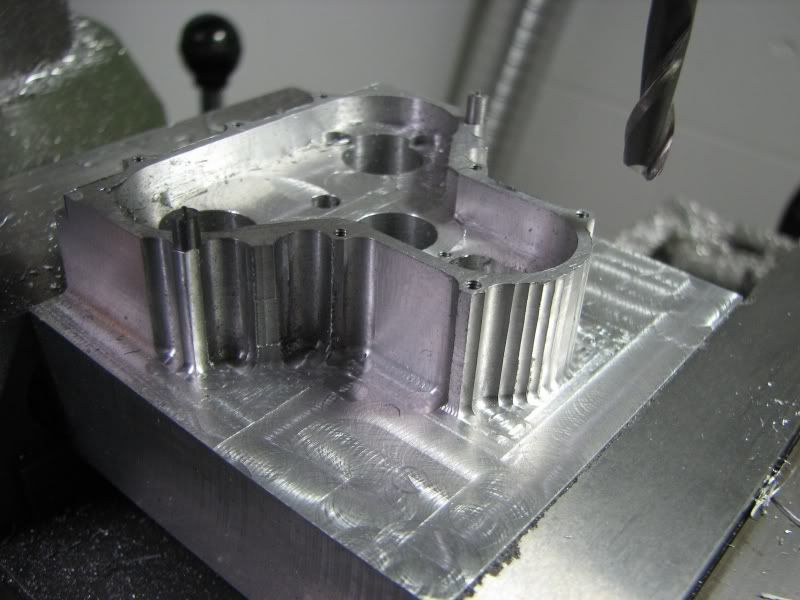
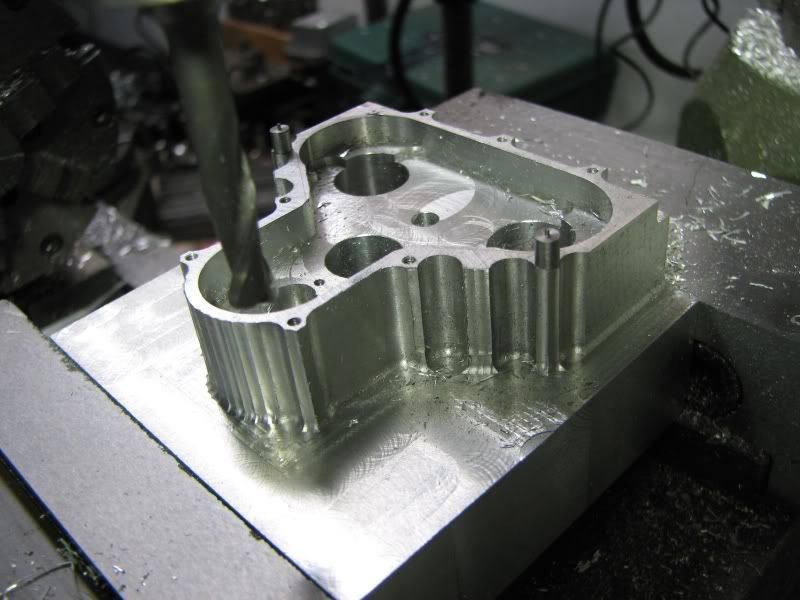
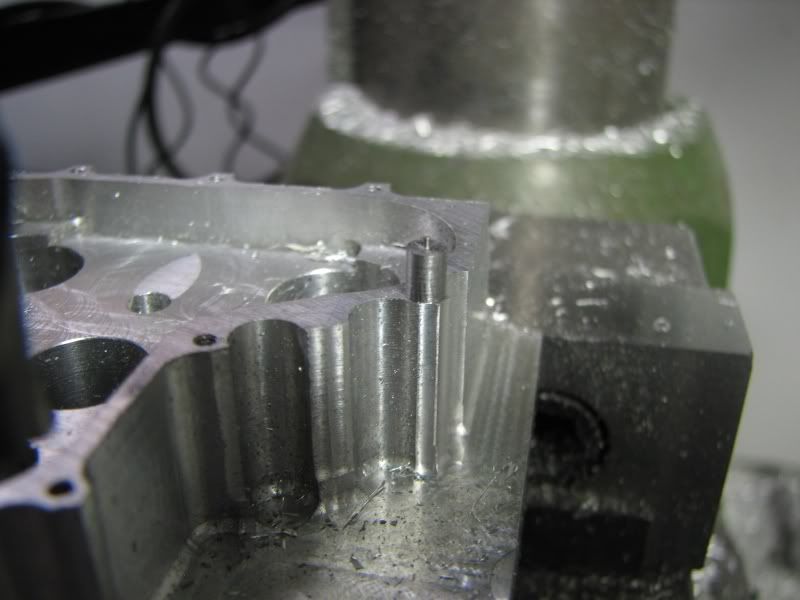
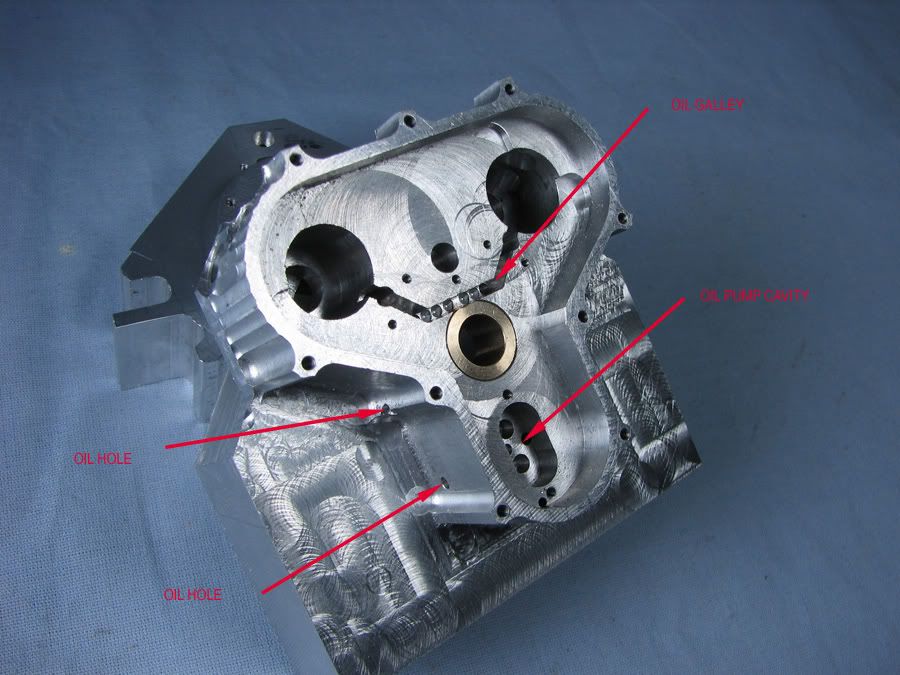
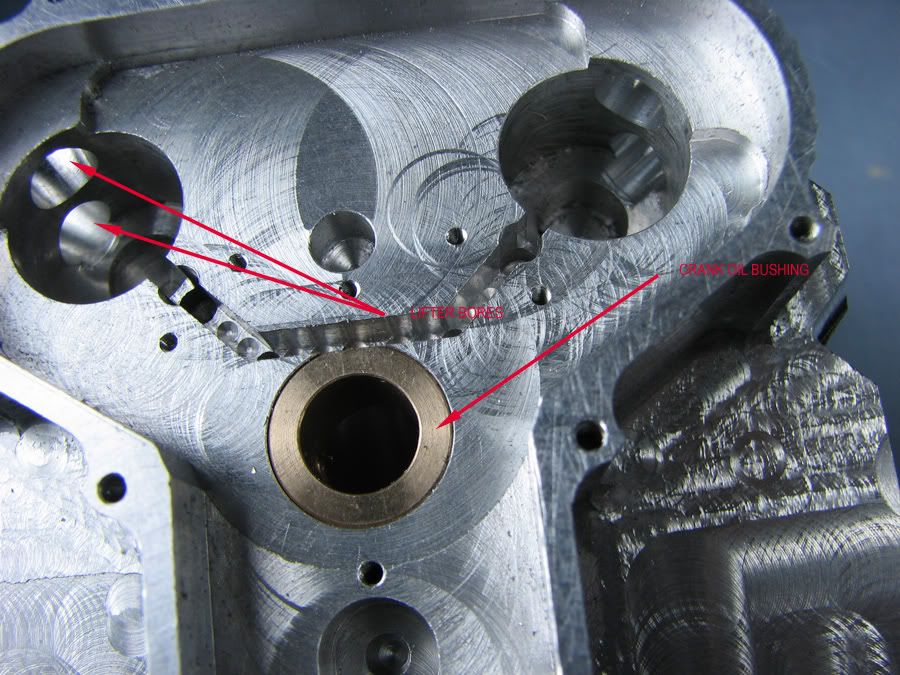
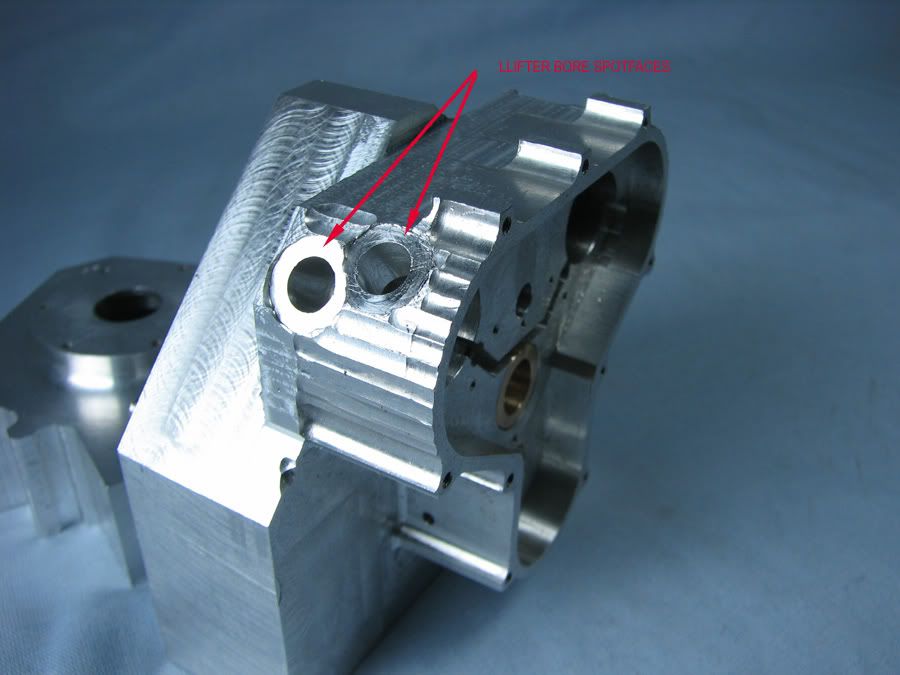
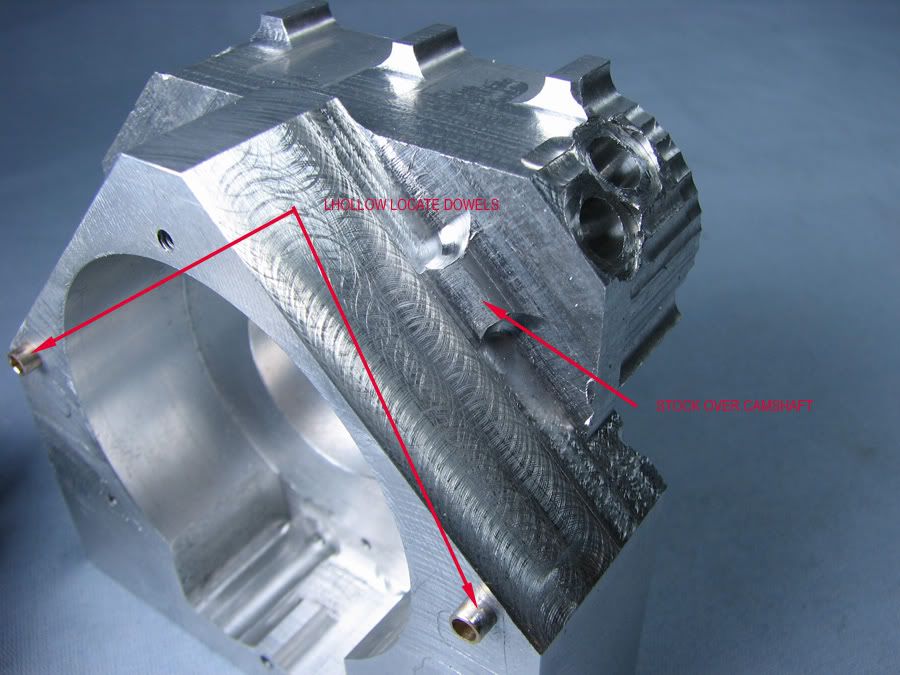
Kvom, yes, when I get finished machining this gear case I will start on the other half of the shape. Although I have a fixture to mount it on I wanted to get as much cut in the vise first. A rigid setup is always the best way to cut. I have to cut the two lower angled walls, drill the oil passages and bore the lifter holes and then I can cut the other half. I will also need to drill my fixture to hold the gear case side so that I can finish up the rotary milling on the other side. When both halves are machined they will be set up to do some ribbing on the bottom of the oil sump, much like the oil pan on the Whittle Aero v8. Other than the camshafts the remaining machining is quite straightforward. The gears are all 32 D.P. I have gear cutters for making the larger ones but will have to order the 2 small 8 tooth gears for the oil pump. I looked in the tool catalog for a cutter to cut these gears but they only list down to 12 teeth. I receive the iron for the cylinders the other day and also the main bearings which will be sealed ball bearings. The oil pump will lubricate the cams and the big end of the rods by way of the crank.
gbritnell












")