I've done a little research into ball valves so I thought I do a post on what I found.
For those who don't know ball type valves are found all over model locomotives. They're variously called 'check valves' or 'clack valves' and elsewhere 'one way valves' or 'non-return valves'. Here's a picture:
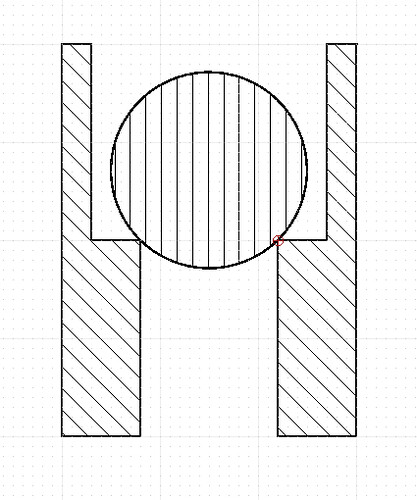 Ball and seat
Ball and seat by
DAVID BANER, on Flickr
Basically liquid comes in from the bottom,the ball lifts, liquid flows. If it tries to come back down the ball is pushed onto the seat and flow stops. This only works if the ball seats properly.
The traditional method for creating the ball seat is to drill the port, ream, drop the ball on top the hole and smack the ball with a hammer, the ball is thrown away and a new ball is used in service. The ball is typically made of Stainless Steel.
My own experience is fairly limited, but I vaguely knew that some people had problems with sealing. So looking about I found, (in typical internet fashion) that the traditional method works for about the same amount of people that it doesn't work for...Some problems are as follows:
-Not hitting the ball hard enough.
-Hitting the ball to hard.
-Not reaming the hole.
-Not hitting the ball square on.
-Not replacing the ball after hitting.
-Cheap, out of round balls.
And solutions:
-Press, rather than hit the balls.
-Ream the hole. The hole needs to be perfectly cylindrical to fully contact the ball. Also, the reamer helps debur the seat area.
-Use a close fitting drift. Machine something up that's a tight fit in the bore to make proper straight contact with the ball.
-There's a few options for balls to use. Good quality stainless will generally work but is a bit wasteful and there can be minor differences between hit ball and service ball. Some people use rubber balls,(O-ring material) but they can get stuck on the seat or sucked into the pipe. There is also ceramic balls, (silicon nitride being the most common) which have the advantage of being super hard. These can form the seat without having to be replaced. They are a little more expensive than stainless steel, however.
So what I took from all that, and what I plan to do myself, is use the vice to press in silicon nitride balls with a suitable drift.
Two other things to consider. One is ball/seat size. Fortunately this resource is available:
http://ibls.org/mediawiki/index.php?title=Design,_Care_and_Feeding_of_Check_Valves
Here is a table from the link:
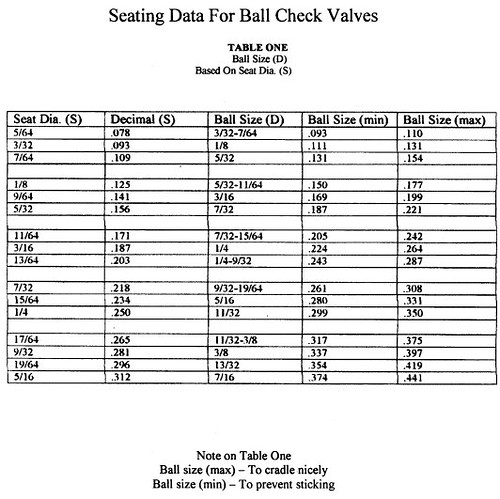 Everett Clem Ball Seat Table1
Everett Clem Ball Seat Table1 by
DAVID BANER, on Flickr
I'm unsure how the data was compiled but plenty of people claim it sound. So in the case of my axle pump, the seat is 4mm or 5/32 so I've got 7/32 balls on order.
The other consideration is the finishing of the seat area. A concave finish such as left by a drill is considered unsuitable. Flat is better, and some say convex is best, though I found nothing definitive other than don't drill finish. I made a D-bit style cutter for a convex finish.
That's about it for balls. There is also another type of 'T' valve sometimes used instead of balls, (think tap washers) but I think I've gone on enough. If you got this far well done. I'm not anywhere near an expert on this, I've just collected other peoples experiences into this post. If there is anything I've missed (or got wrong) please chime in.
Dave.





 Northumbrian by DAVID BANER, on Flickr
Northumbrian by DAVID BANER, on Flickr Northumbrian by DAVID BANER, on Flickr
Northumbrian by DAVID BANER, on Flickr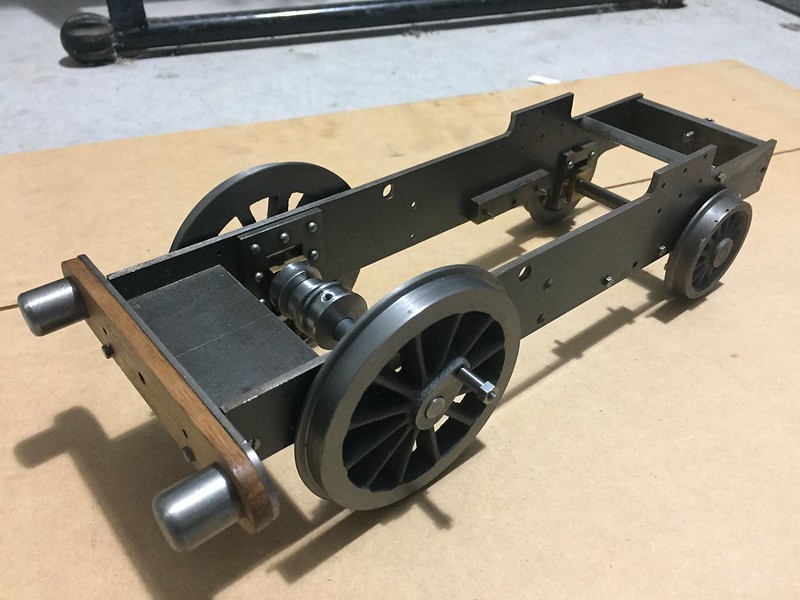 Northumbrian by DAVID BANER, on Flickr
Northumbrian by DAVID BANER, on Flickr Northumbrian by DAVID BANER, on Flickr
Northumbrian by DAVID BANER, on Flickr Northumbrian
Northumbrian Northumbrian
Northumbrian Northumbrian
Northumbrian Northumbrian
Northumbrian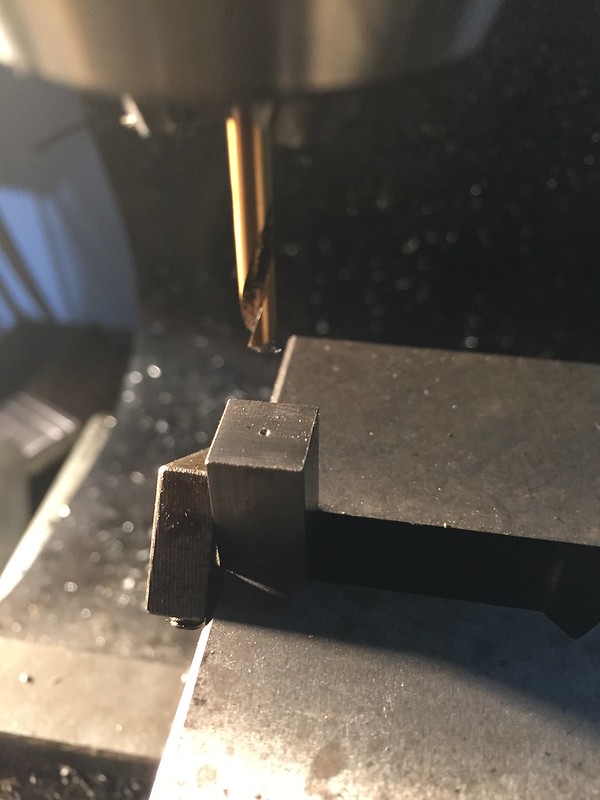 Northumbrian
Northumbrian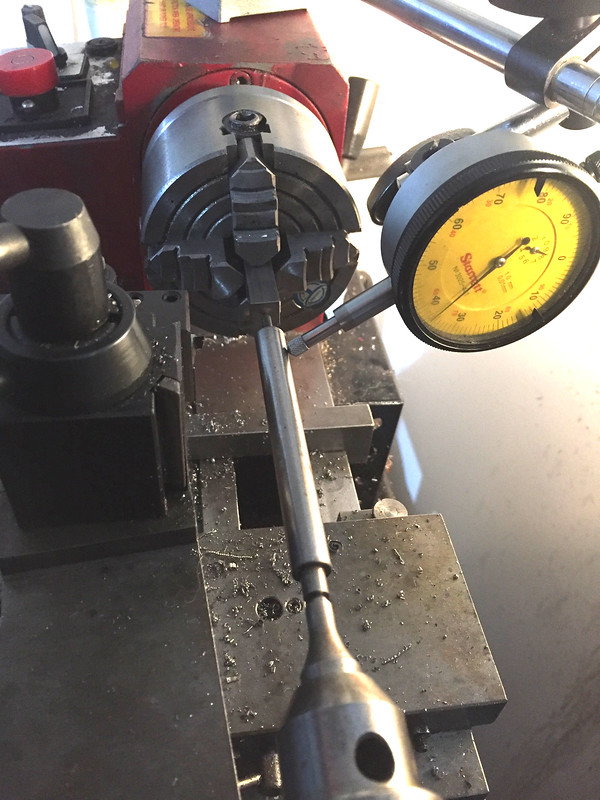 Northumbrian
Northumbrian Northumbrian
Northumbrian Northumbrian
Northumbrian Northumbrian
Northumbrian Grinding vice
Grinding vice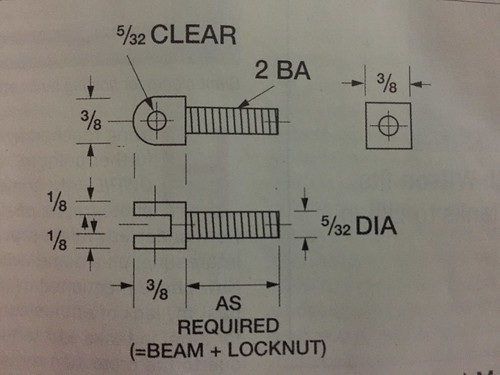 Northumbrian
Northumbrian Northumbrian
Northumbrian Northumbrian
Northumbrian Northumbrian
Northumbrian Northumbrian
Northumbrian Northumbrian
Northumbrian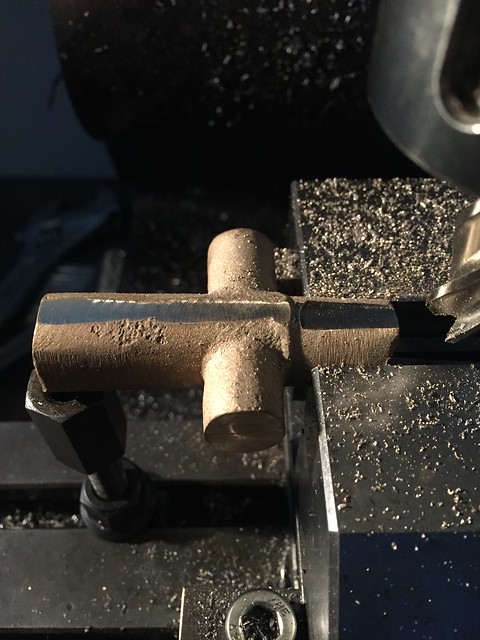 Northumbrian
Northumbrian Northumbrian
Northumbrian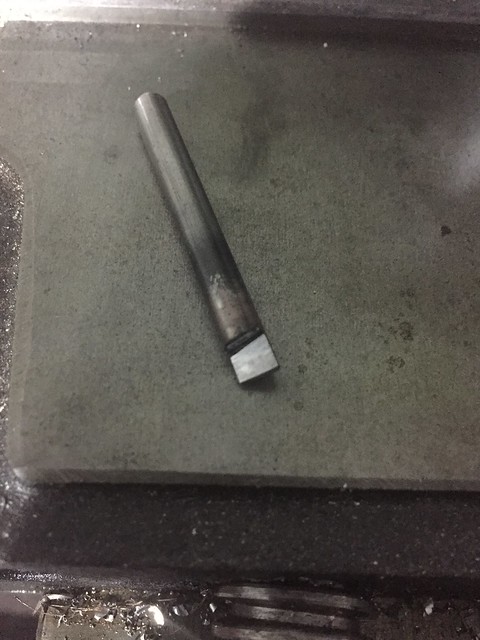 Northumbrian
Northumbrian Northumbrian
Northumbrian Northumbrian
Northumbrian











































![DreamPlan Home Design and Landscaping Software Free for Windows [PC Download]](https://m.media-amazon.com/images/I/51kvZH2dVLL._SL500_.jpg)
 Northumbrian
Northumbrian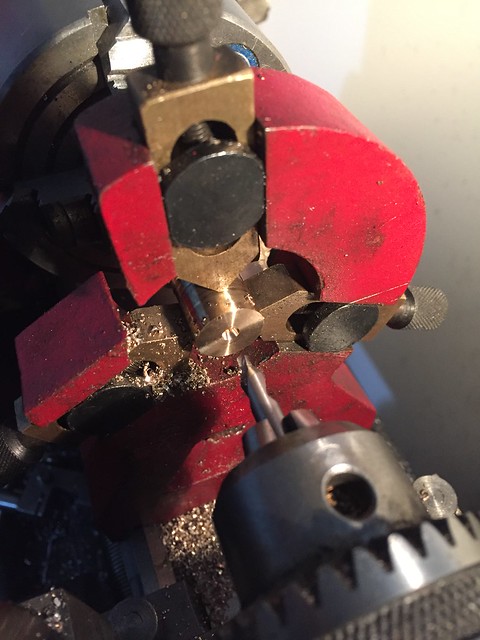 Northumbrian
Northumbrian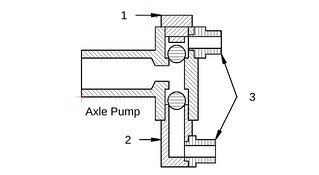 Axle Pump
Axle Pump Northumbrian
Northumbrian Northumbrian
Northumbrian Northumbrian
Northumbrian Northumbrian
Northumbrian Northumbrian
Northumbrian Northumbrian
Northumbrian Northumbrian
Northumbrian Northumbrian
Northumbrian Northumbrian
Northumbrian Northumbrian
Northumbrian Northumbrian
Northumbrian Northumbrian
Northumbrian Northumbrian
Northumbrian Lubricator
Lubricator Workshop
Workshop Ball seating
Ball seating Northumbrian
Northumbrian Northumbrian
Northumbrian Northumbrian
Northumbrian Northumbrian
Northumbrian Northumbrian
Northumbrian Northumbrian
Northumbrian