




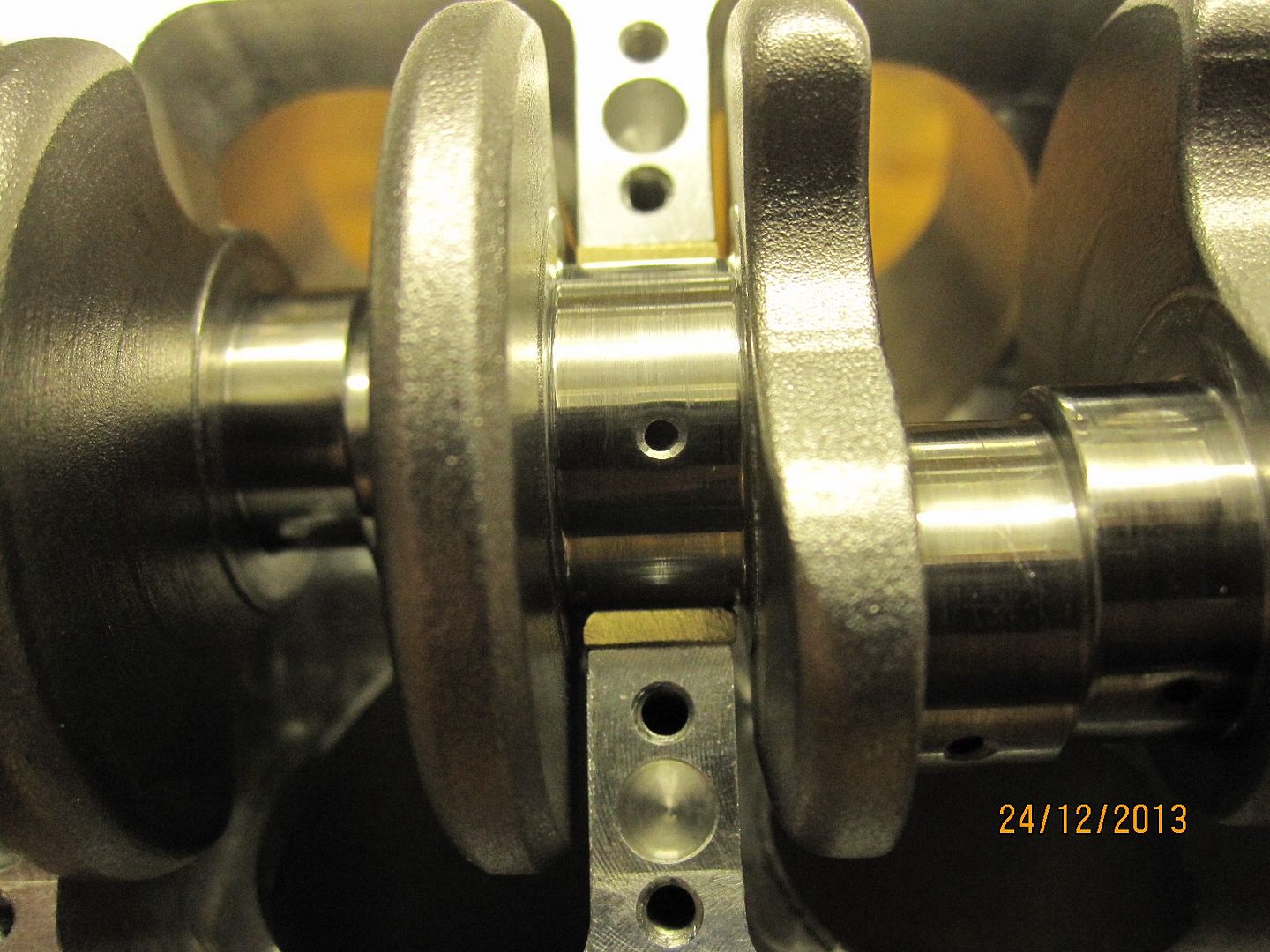
Thanks for the info, I have never seen split bearings made like that....
As far as pinning them goes, why not try something simple like a tang? It just keeps it from rotating while assembling... and if it does spin the bearing, it wont TOTALLY destroy the rod.
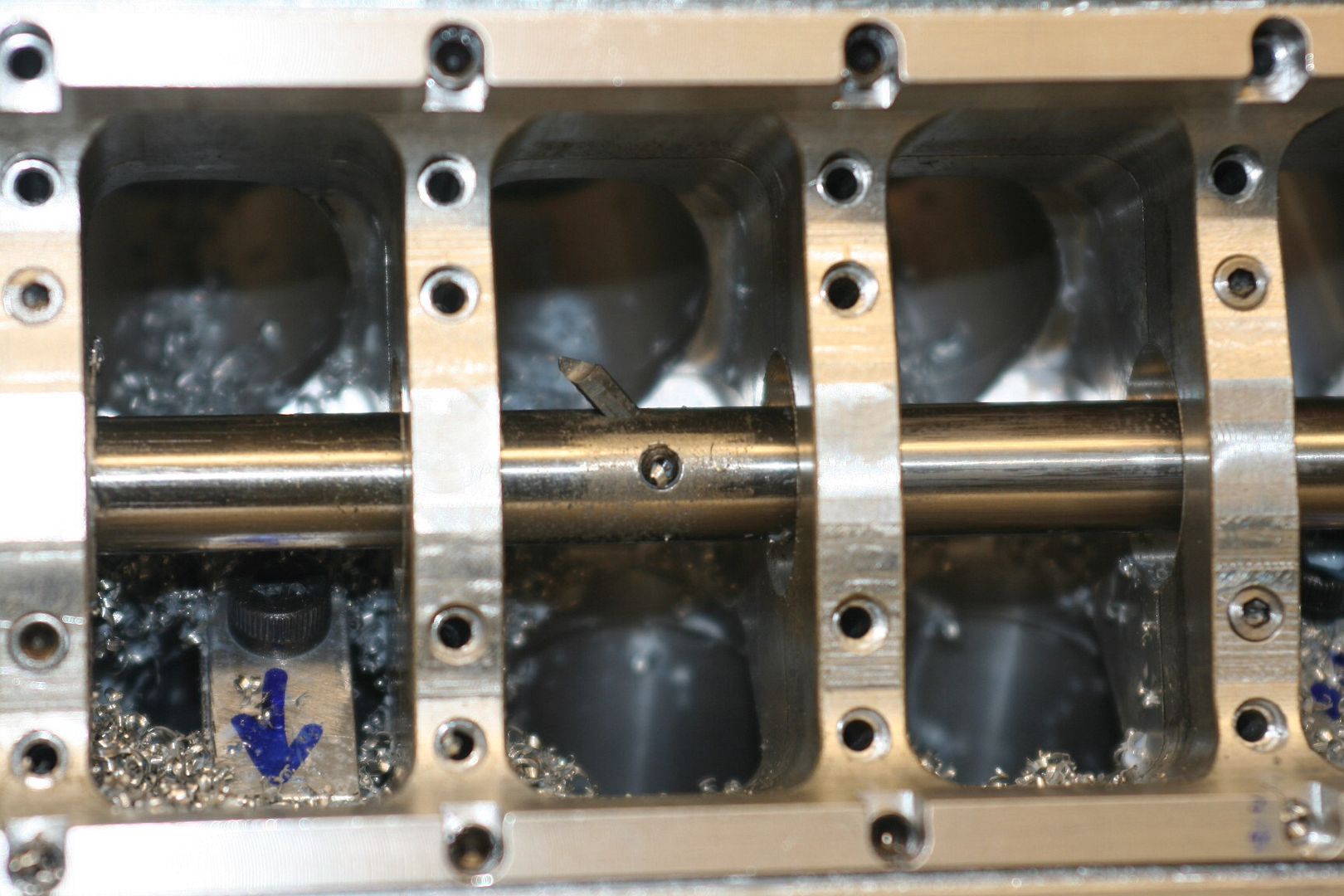
Heres a pic with the arrow pointing out the tang on a ford V8

As far as pinning them goes, why not try something simple like a tang? It just keeps it from rotating while assembling... and if it does spin the bearing, it wont TOTALLY destroy the rod.
Heres a pic with the arrow pointing out the tang on a ford V8


















































![DreamPlan Home Design and Landscaping Software Free for Windows [PC Download]](https://m.media-amazon.com/images/I/51kvZH2dVLL._SL500_.jpg)












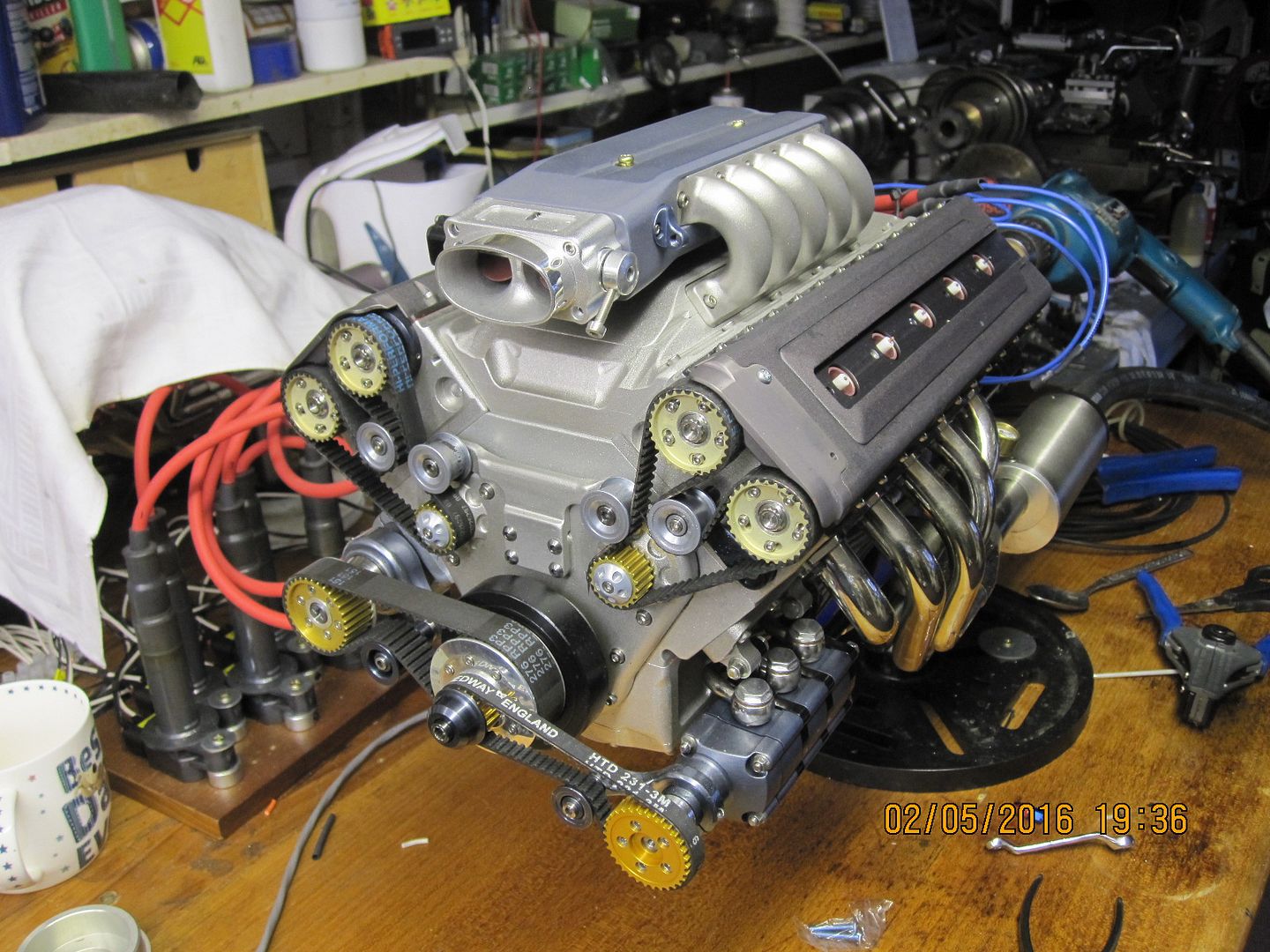

 . I am just wondering if you have the info on the cam grinding process you used for these 2 engines? any info would be a help
. I am just wondering if you have the info on the cam grinding process you used for these 2 engines? any info would be a help