- Joined
- Apr 3, 2011
- Messages
- 192
- Reaction score
- 305
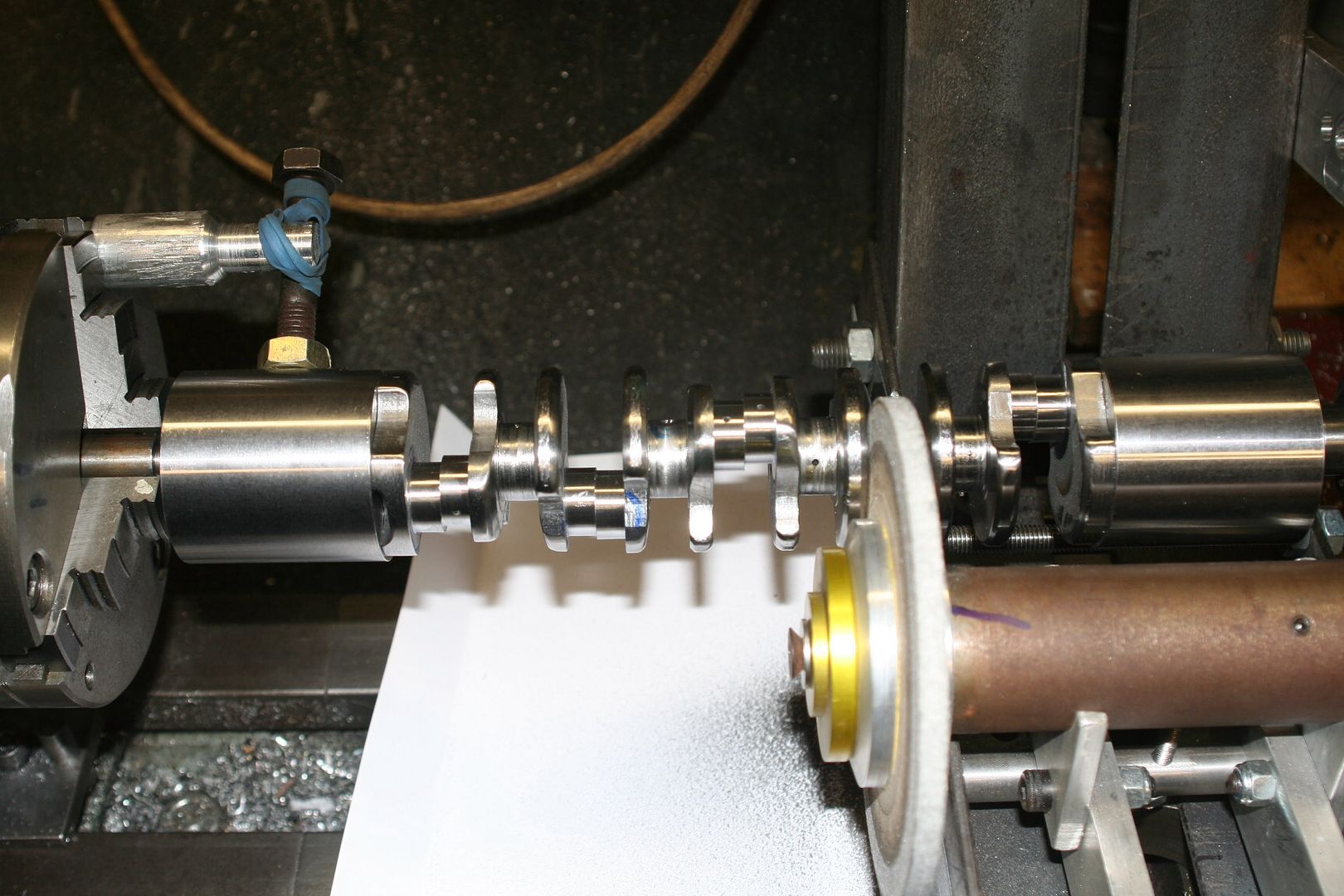
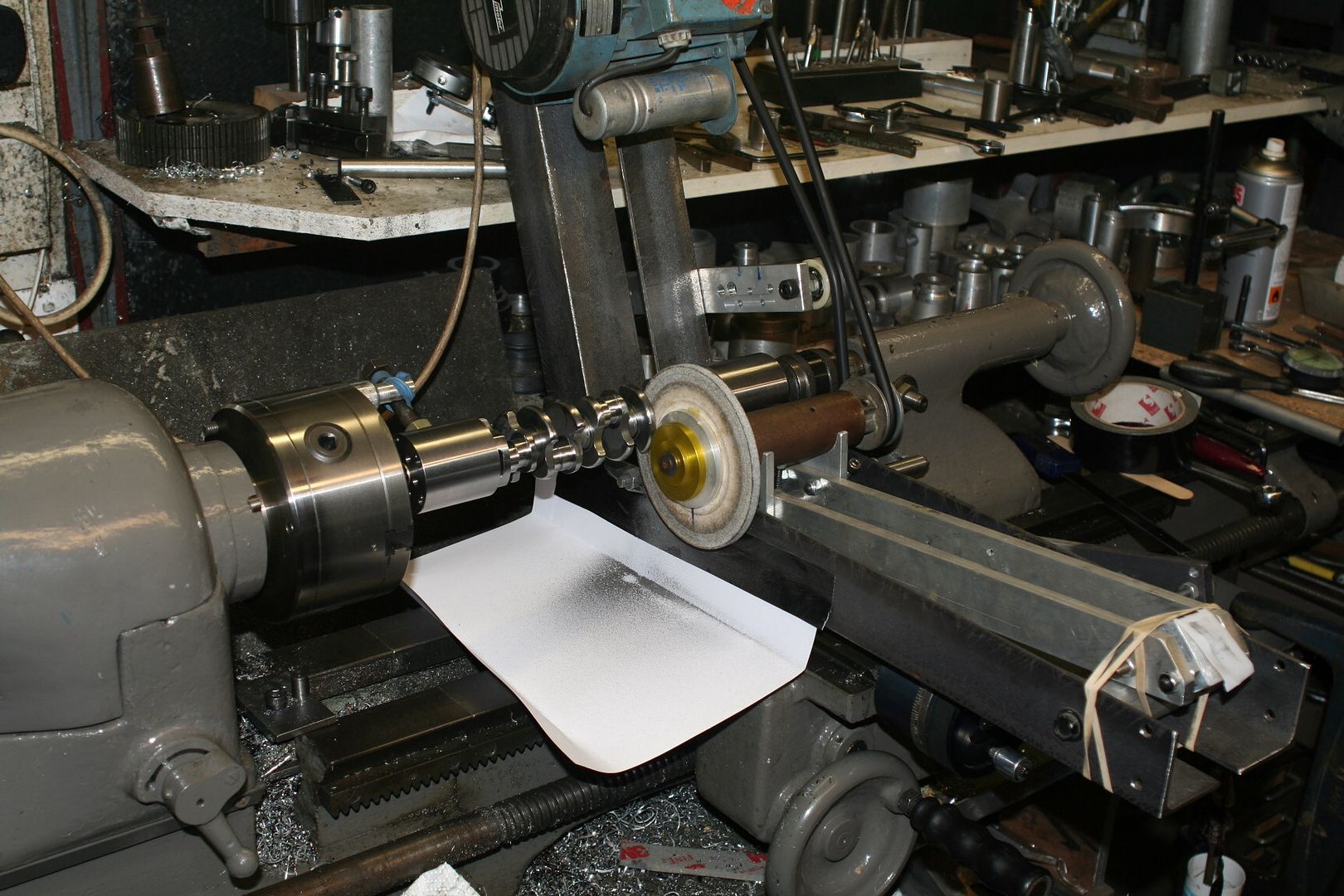
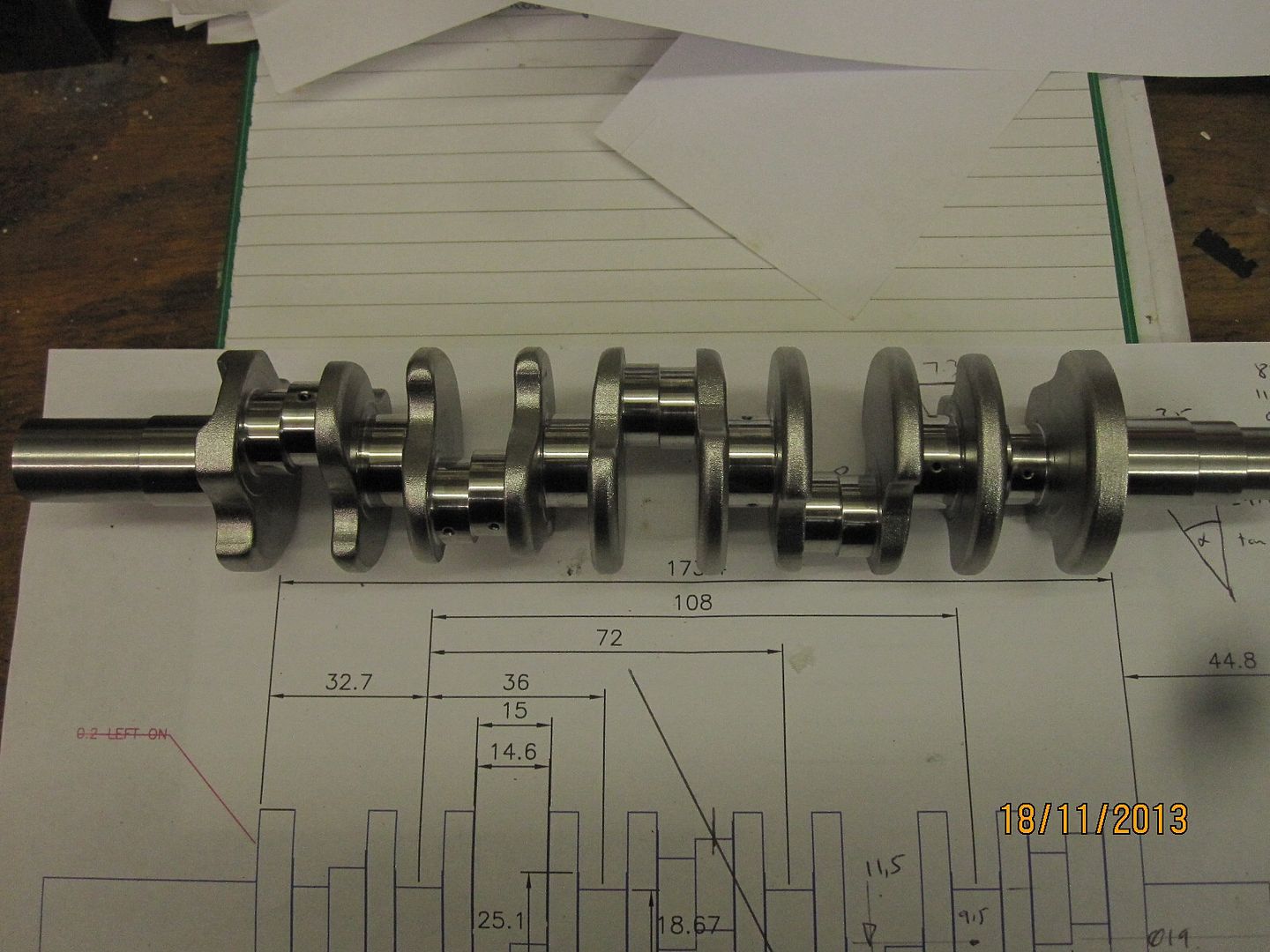
Started the crankshaft. I don't think the pics will be in order as I'm doing this on the ipad for the first time and it's all a bit weird at the moment. I made 2 ends first which have two sets of 5 locating pins. The big end journals will be split by 10 degrees as I want it to be even firing but don't want a 72 degree block, as that makes the top a bit too narrow to fit all the manifold bits.
With a 10 degree split journal I can have an 82 degree block vee angle.
Hope that makes sense
Hmmmm....sorry I can't figure out how to get the pics up on this ipad, I'll do it at work tomorrow.
With a 10 degree split journal I can have an 82 degree block vee angle.
Hope that makes sense
Hmmmm....sorry I can't figure out how to get the pics up on this ipad, I'll do it at work tomorrow.







 [/URhttp:/L]
[/URhttp:/L]







![DreamPlan Home Design and Landscaping Software Free for Windows [PC Download]](https://m.media-amazon.com/images/I/51kvZH2dVLL._SL500_.jpg)