Thank you Mark for your encouragement. Sometimes I think I may have bitten off more than I can chew!
At the conclusion of my last post I said that the next step for building the QCTP's Body would be to machine it's two dovetails. Thinking about it that evening I decided that it would be wiser to first make the matching dovetail of a Reference Tool Holder.
- Having a Reference Tool Holder would help me to ensure that the two dovetails on the Body were identical.
- I could choose the precise dimensions of the Tool Holder dovetail to make them easier to get right with the milling cutters I will be using. This is important because, sooner or later, I will be making at least ten further Tool Holders which must come out quickly(!) all with the same sized dovetail.
- I would get my first experience with machining a dovetail on a Tool Holder rather than on the bigger and more complex Body. Less tears if it should have to redo it!
TOOL HOLDER MATERIAL
Following the discussions about materials in earlier posts of this thread, I decided that most of the Tool Holders will be made in the steel known in Italy as AVP ie a low carbon mild steel with a dose of lead to facilitate machining. So I sallied forth to buy some square stock of two sizes 30mm X 30mm for full sized Holders and 20mm X 20mm for the mini Holders.
MAKING THE REFERENCE TOOLHOLDER DOVETAIL
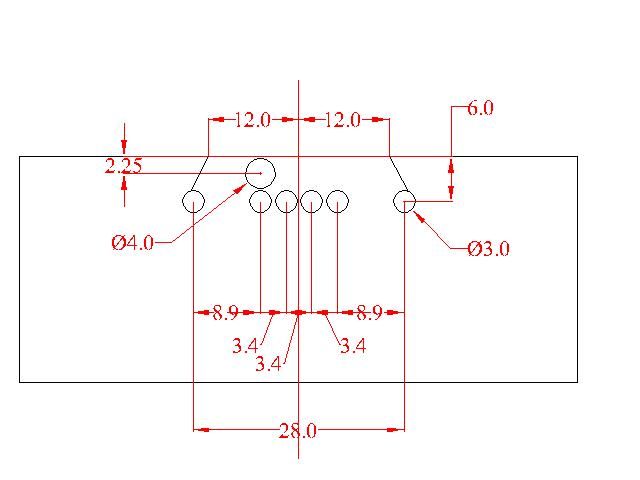
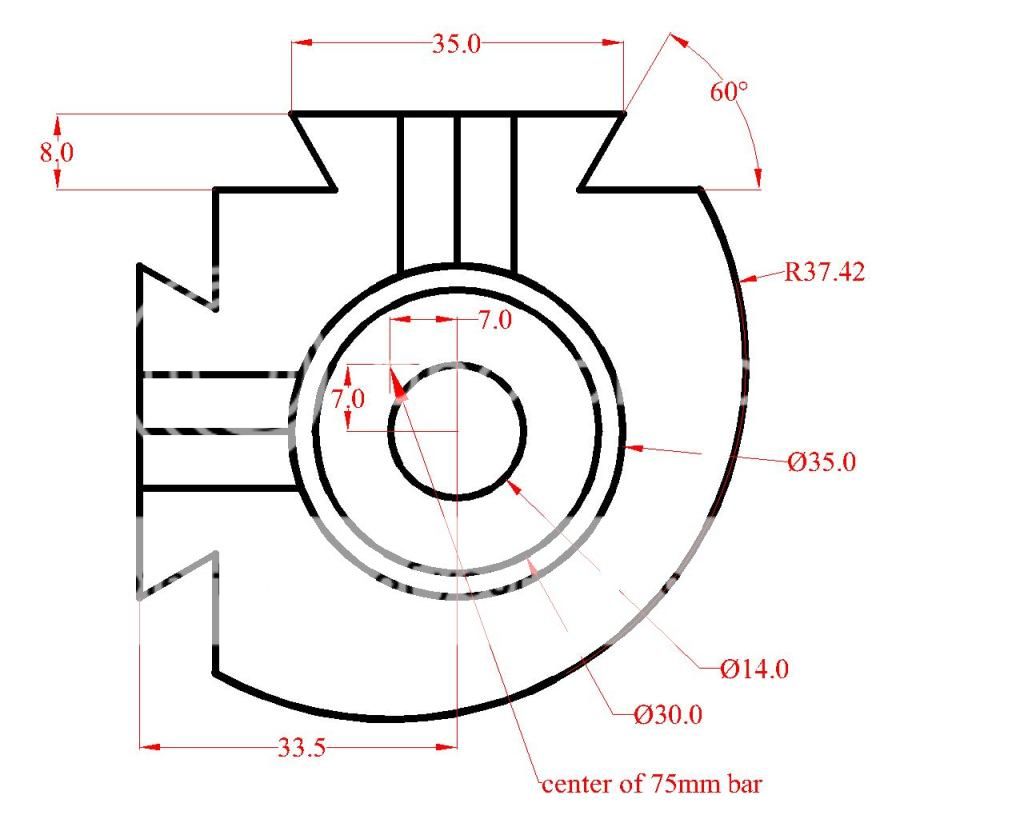
The Reference Toolholder was machined from a 72mm length sawed off this 30X30 AVP stock. The following text refers to dimensions shown on the drawings which are in the Download section of the forum site.
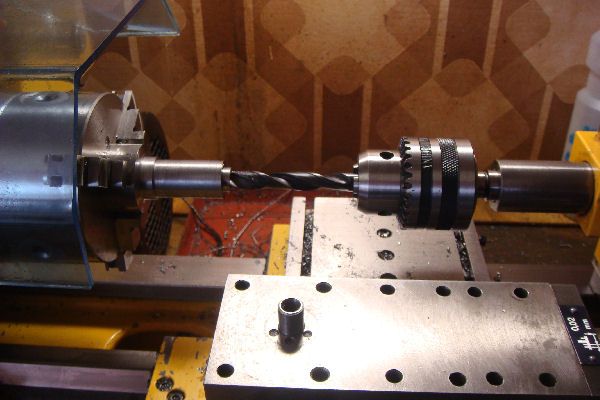
Step 1. Fly cutting the 6 faces
The first step was simply to fly cut all six faces in the following order Bottom, Top, Front, End1, End2 and, for last, the Back face (i.e. the one which would become the dovetail), ending up with a rectangular chunk of size 29 X 29 X 71. The lathe setup and the technique for ensuring that the Ends were square with the Front face were as described in my previous post.
Following this last fly cut of the Back face, the Holder setup was not altered but was left in position in the machine vice ready for machining the dovetail.
Step 2. Dig the rectangular trough of the dovetail
The trough is 8mm deep (the exact nominal depth of the dovetails) and 25.4mm wide (leaving 0.36mm to be removed from the mouth of the dovetail in the next step).
I used a 19mm diameter end mill with the spindle turning at 400rpm, and made eight vertical cuts (Z axis) of 1mm for each of two horizontal positions: cutter set to offset 3.2mm to the back and 3.2mm to the front. (19 + 3.2 + 3.2 = 25.4).
Step 3. Carve the dovetail 60 deg angles
For me this step was where the risk was. It was the first time I made a dovetail and I was a bit nervous about the rigidity of the setup and the resistance of the mill cutter. To remove the metal in reasonably sized cuts I made the plan illustrated diagramatically below.
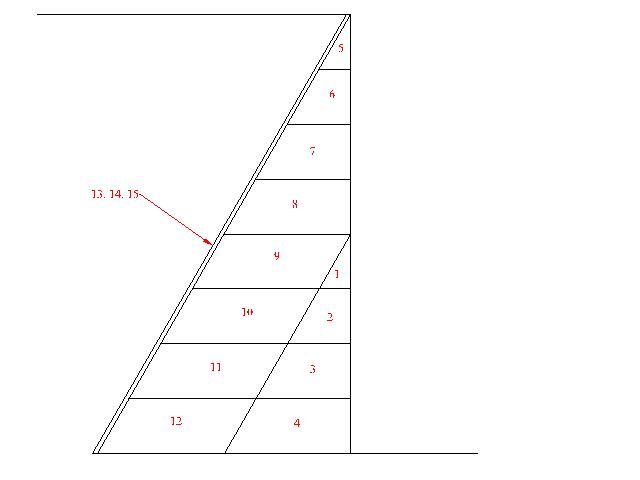
The red numbers indicate the sequence of cuts. Each cut is 1mm deep (X axis) and is therefore wider (Y axis) than the previous cut by cot(60degrees) = 0.57735mm (which is the reciprocal of the square root of 3). The four deepest cuts were tackled in two passes each. Since my 60 degree milling cutter has a diameter of 20mm at the widest, and the width at the bottom of the dovetail must be 35mm, it follows that, at the bottom of the dovetail the Y position of the axis of the cutter must be 7.5mm from the vertical center line of the dovetail. The following table shows the X (carriage) and Y (cross slide) positions of the cutter for the 12 roughing cuts and the three finishing cuts needed for each side of the dovetail. The position X=0 Y=0 means that the center of the widest part of the cutter is aligned with the Front Face of the Holder (X=0) and the horizontal center of the dovetail (Y=0).
Cut Number X(mm) Y(mm)
01 5.00 3.16
02 6.00 3.74
03 7.00 4.31
04 7.95 4.90
05 1.00 3.16
06 2.00 3.74
07 3.00 4.31
08 4.00 4.90
09 5.00 5.47
10 6.00 6.05
11 7.00 6.62
12 7.95 7.20
13 8.00 7.30
14 8.00 7.40
15 8.00 7.50
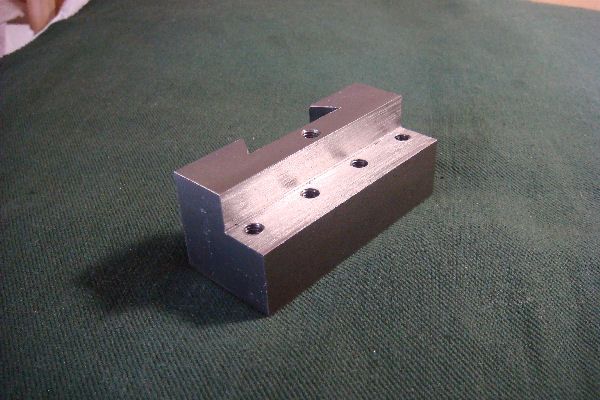
The images below show the progress.
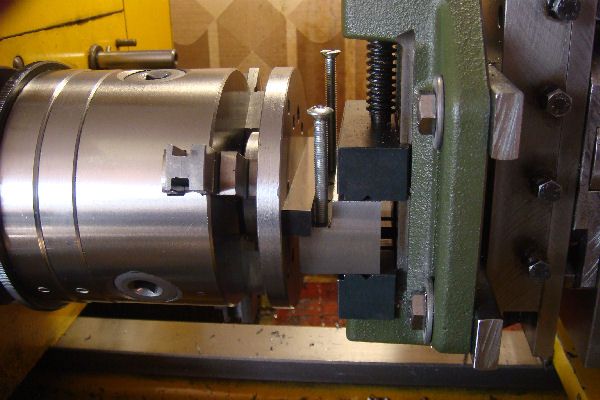
The first edge of the dovetail has been machined.
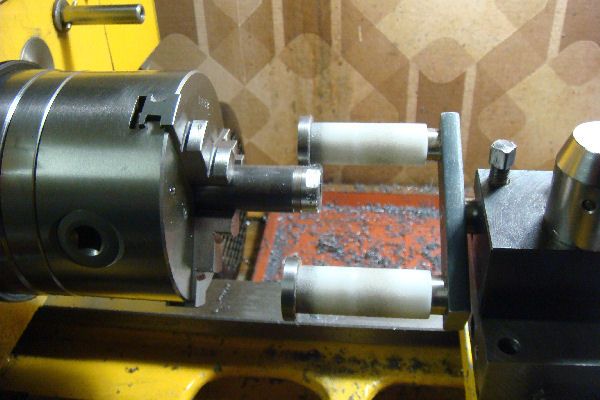
The first 5 cuts of the second edge of the dovetail have been machined.
The first 8 cuts of the second edge of the dovetail have been machined.
Step 4. Slightly deepen the center part of the dovetail trough. This was done using the 19mm diameter mill cutter, so that only the outer 8mm of the bottom of the dovetail will make contact with the dovetail on the Base. I choose to do this because of a vague fear that tapping the hole for the Height Adjustment Screw would slightly deform the surface, bearing in mind that these surfaces are not subject to stress since the piston pushes the holder away from the Base and so it is the edges of the dovetails which are the real working surfaces.
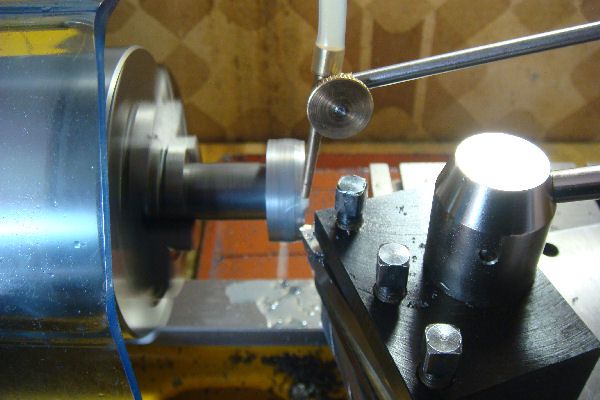
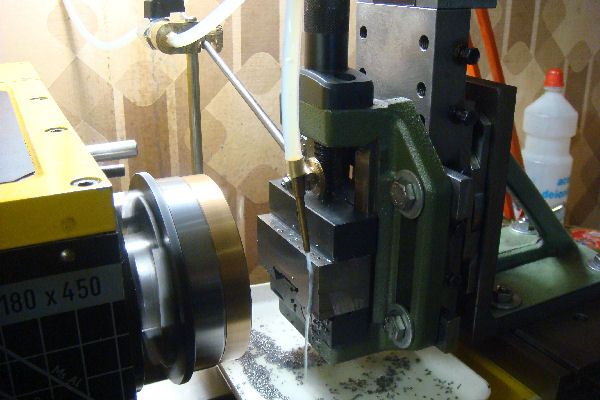
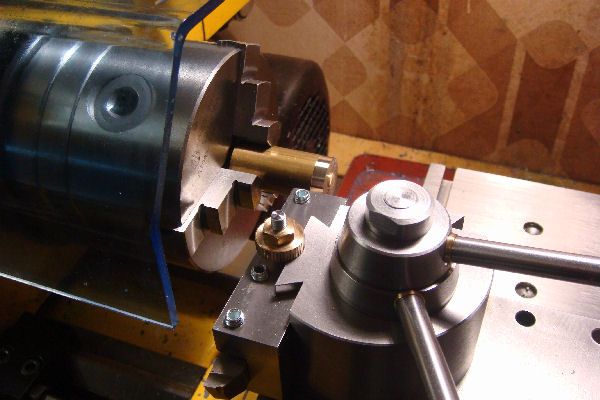
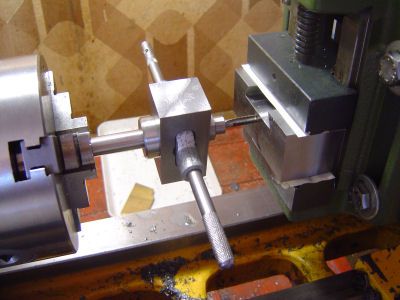
Step 5. Threading the hole for the Height Adjustment Screw.
This home made tapping jig keeps the tap axis aligned during the tapping.
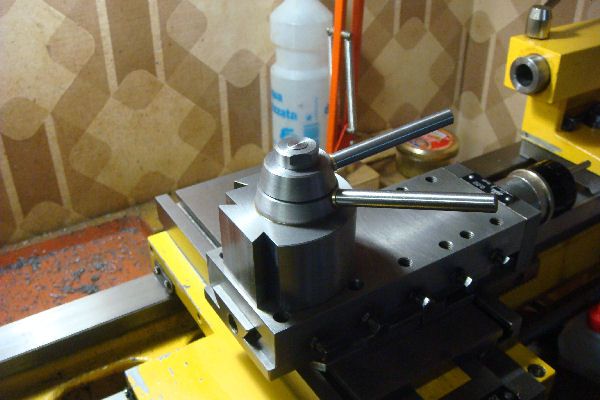
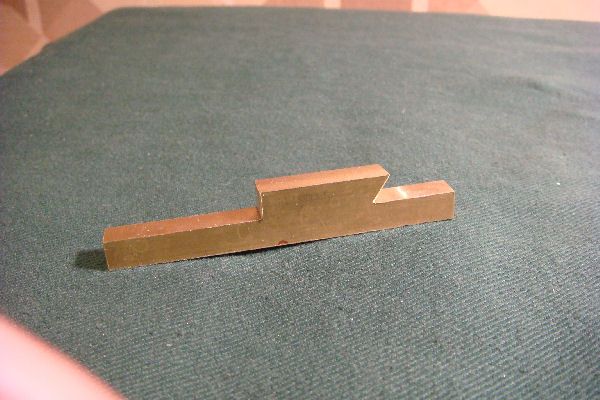
The final image shows the Reference Tool Holder. Now I can proceed to make the dovetails on the Body. Tomorrow is another day...

































![Learning AutoCAD Civil 3D 2014 [Online Code]](https://m.media-amazon.com/images/I/51F3yi9fokL._SL500_.jpg)




![DreamPlan Home Design and Landscaping Software Free for Windows [PC Download]](https://m.media-amazon.com/images/I/51kvZH2dVLL._SL500_.jpg)