Generatorgus
Senior Member
- Joined
- Feb 25, 2010
- Messages
- 362
- Reaction score
- 167
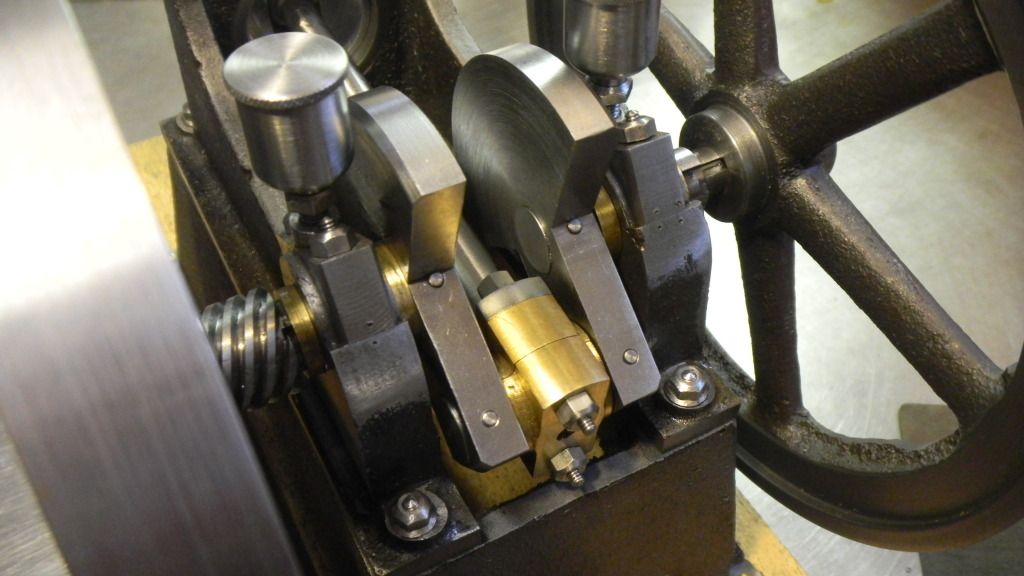
I really enjoyed the local engine show this weekend, got things all put away and just barely got enough time to get a post in.
 
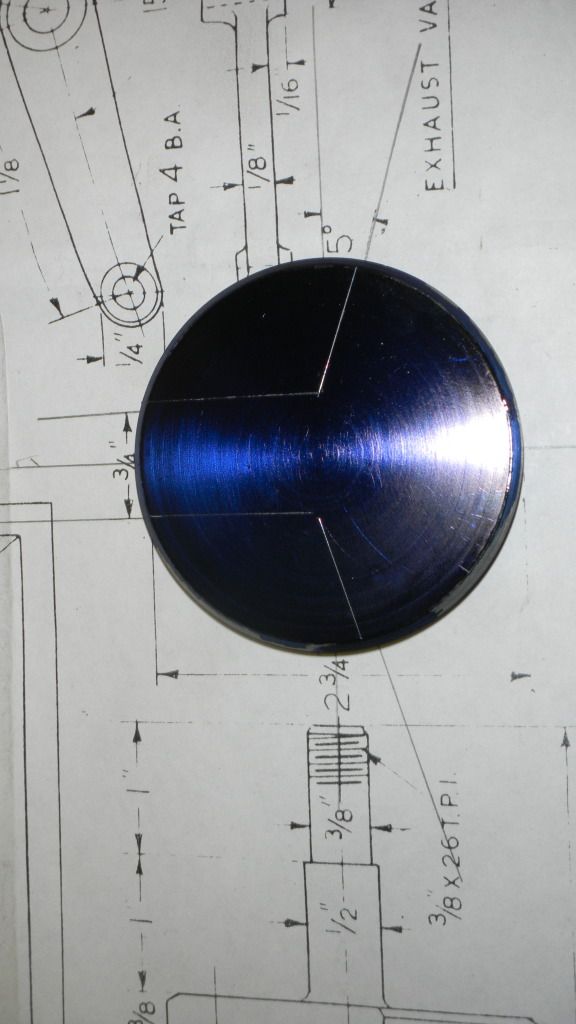
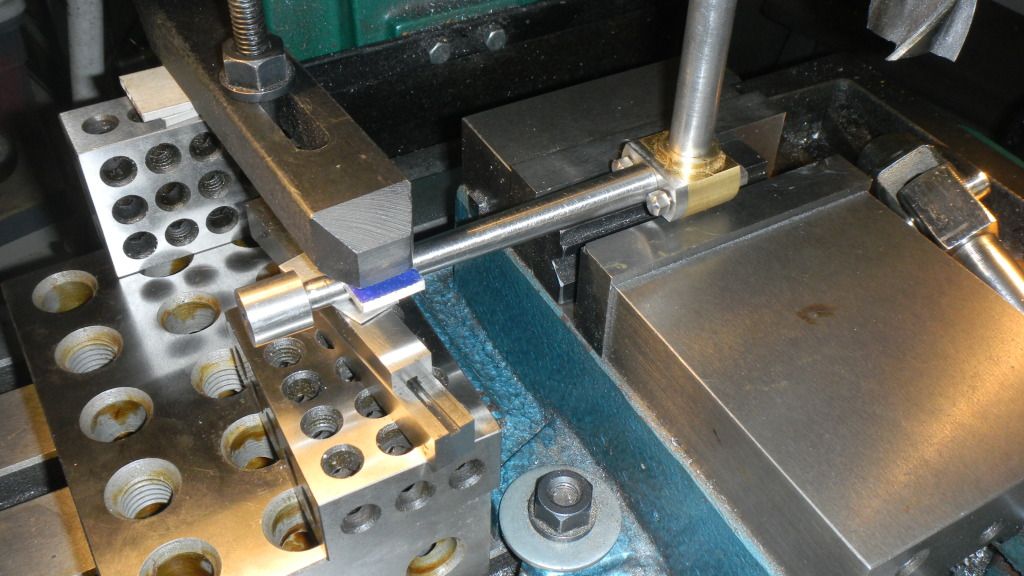
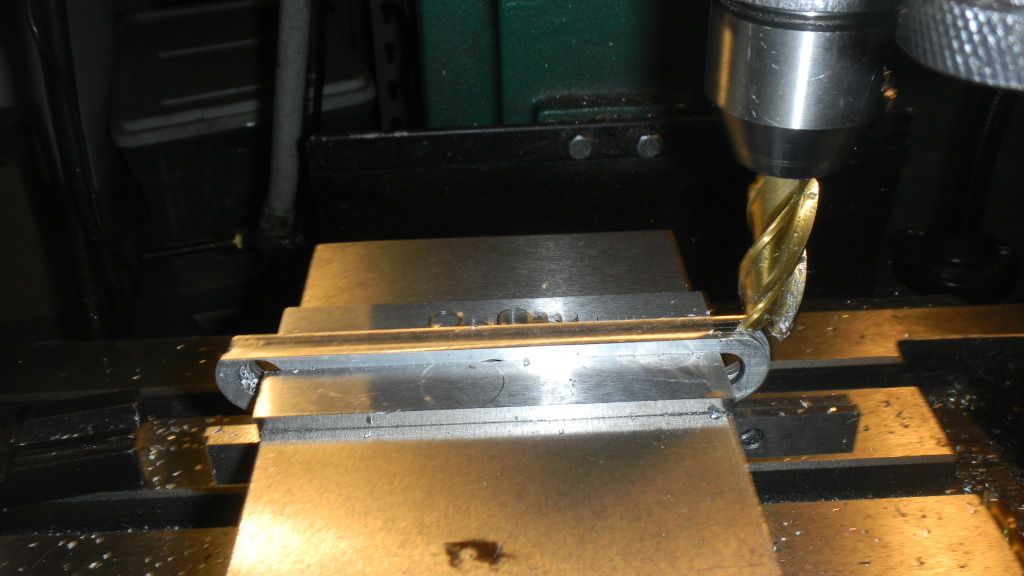
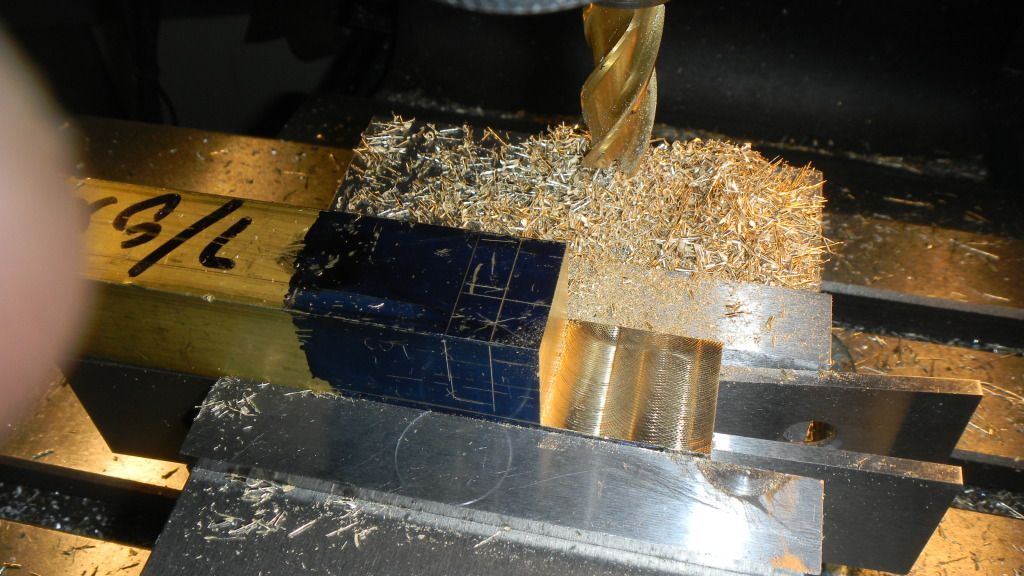
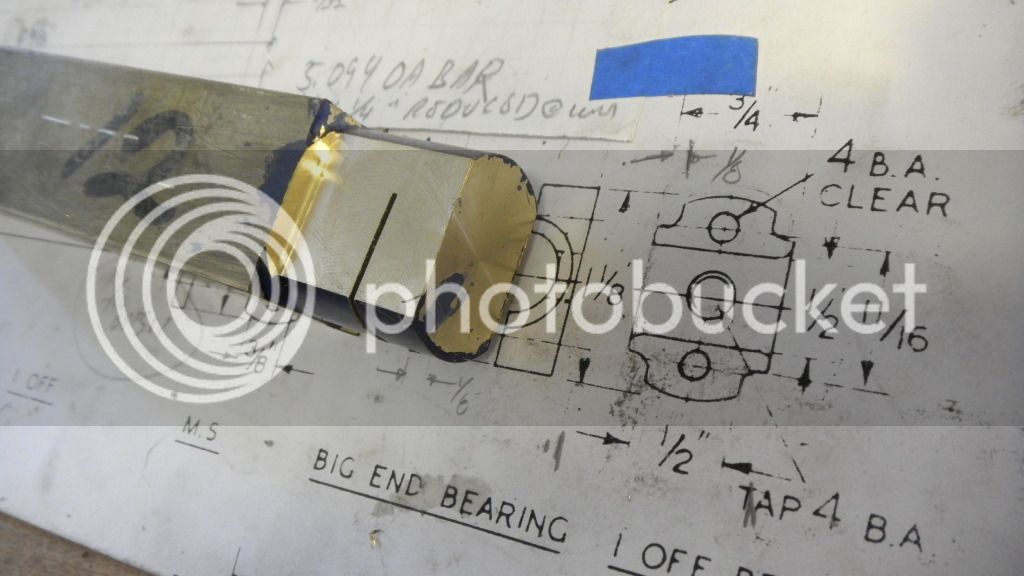
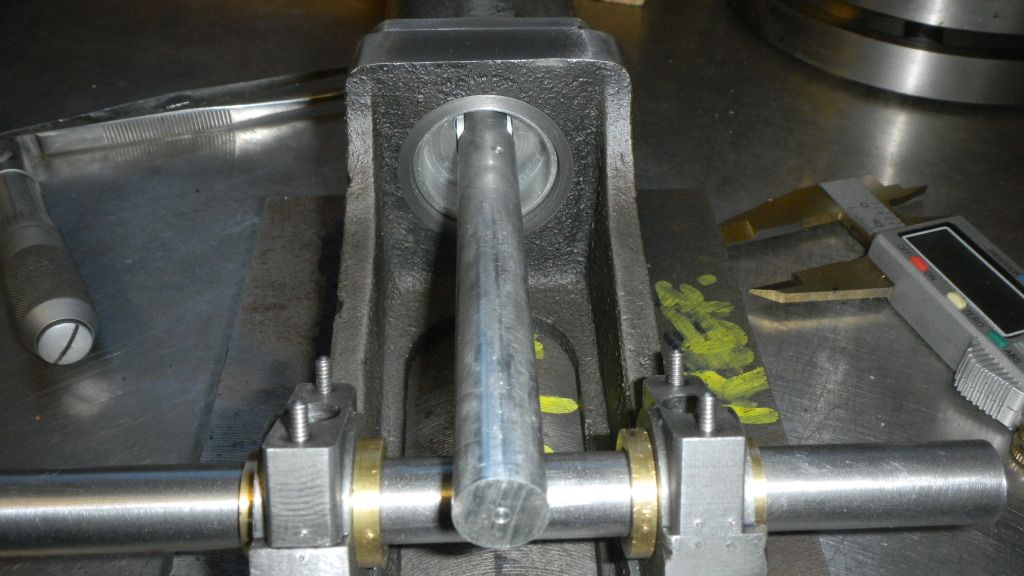
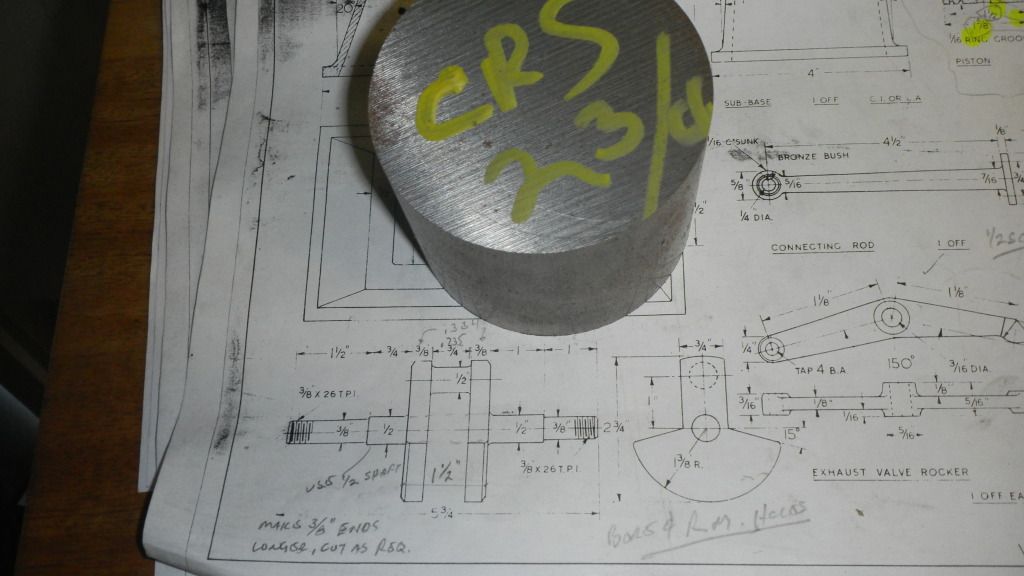
Still waiting for the material I ordered for the crankshaft, I decided to try my hand at the tapered connecting rod.
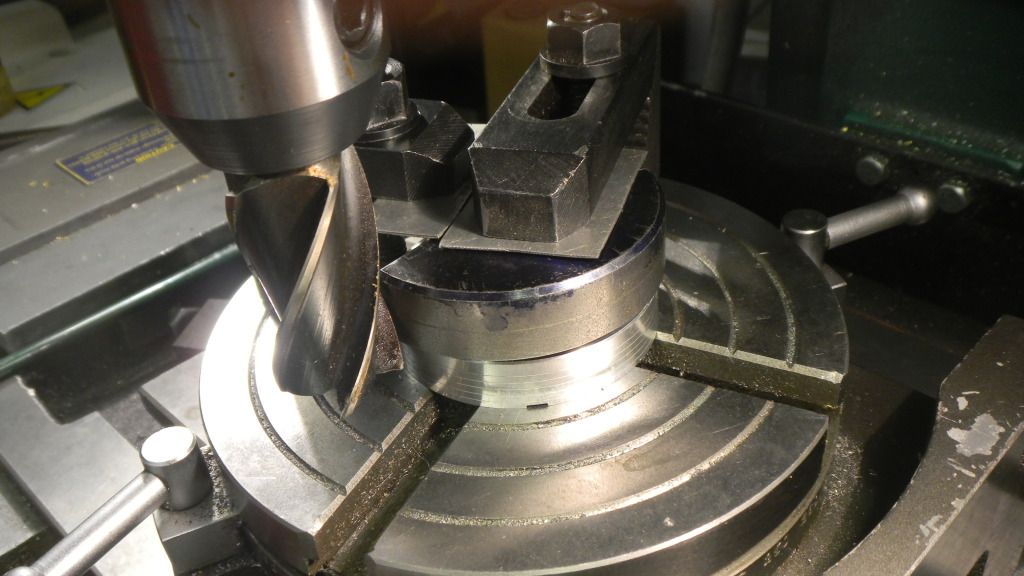
Having never done either a faceplate or offset tailpiece operation, I figured that some minor disaster was waiting in the wings.
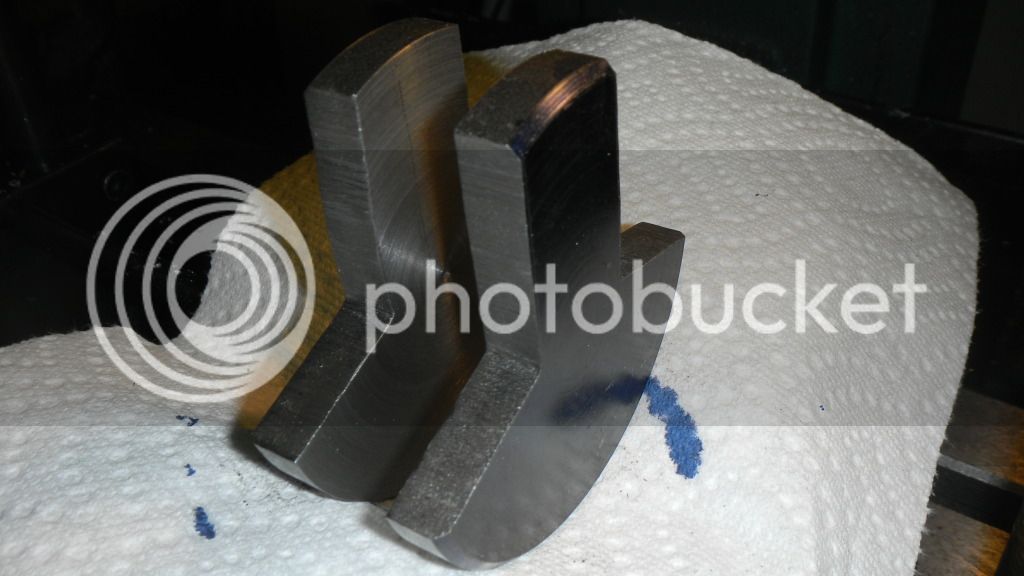
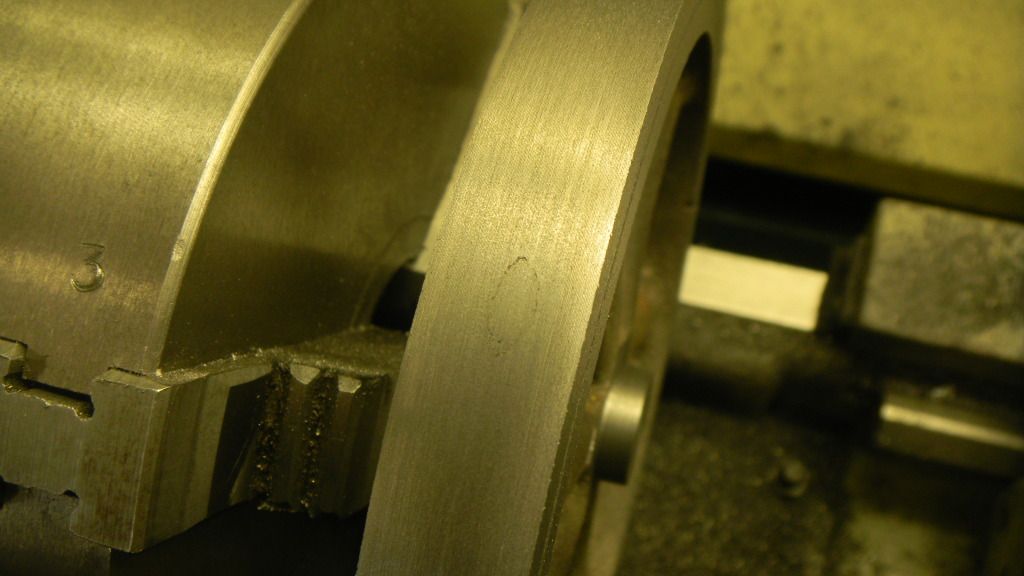
I countered bored both ends of the SS bar I had previously cut to length. Then unwrapped the never used and somewhat larger than I remembered faceplate from the plastic and Chinese cow grease protective wrap, I cleaned it up and installed it on my lathe.

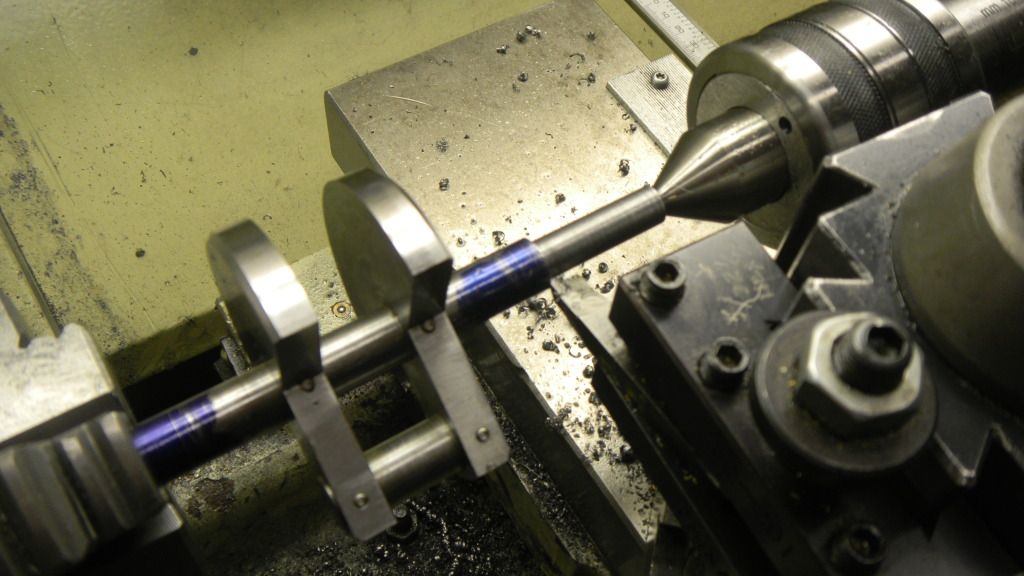
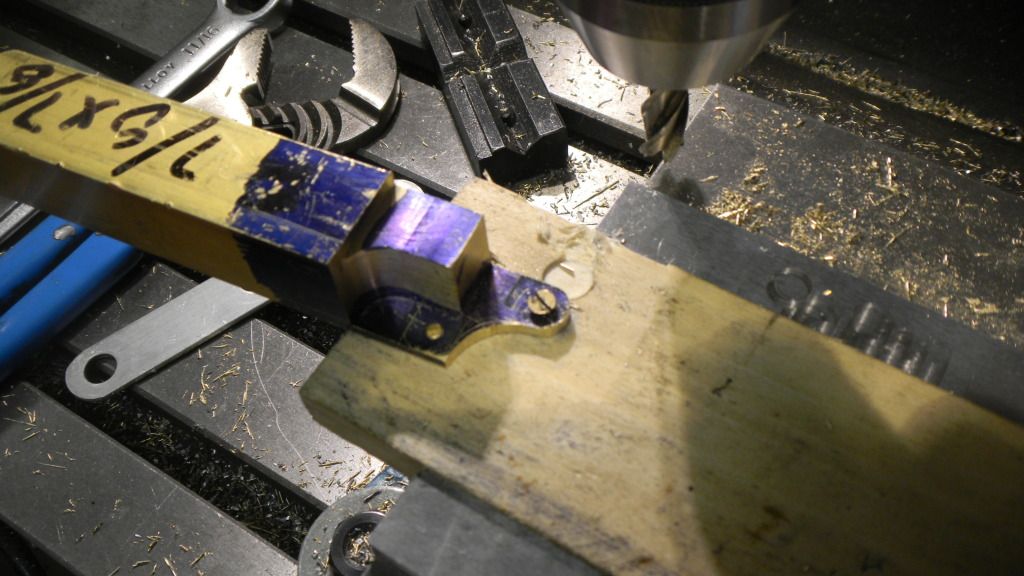
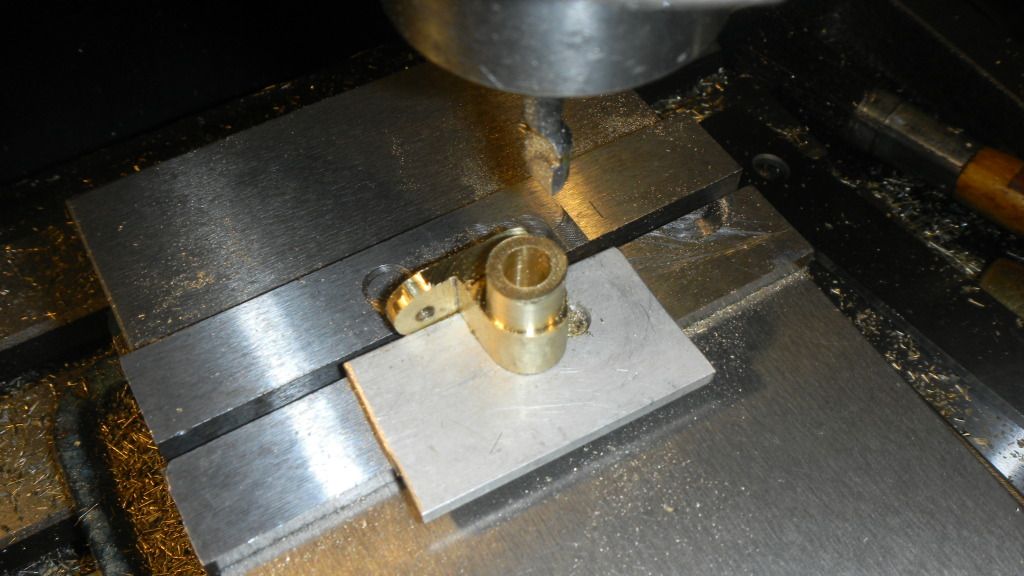
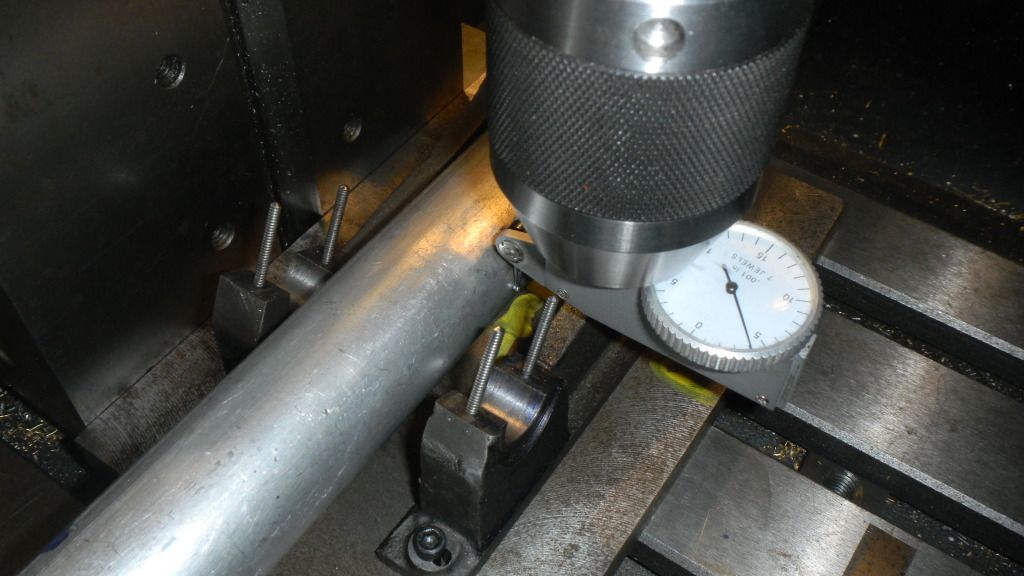
Did some complex calculations and ended up with what I thought was the proper offset for the tailpiece. About halfway into the turning I figured out I forgot to divide by 2, but the thought came in time to adjust accordingly and salvage the procedure.
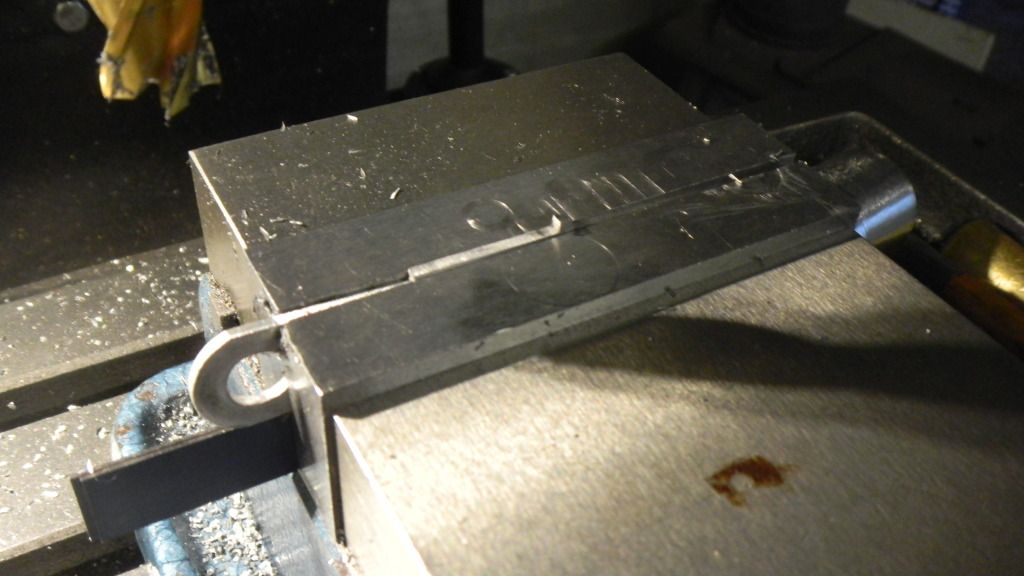
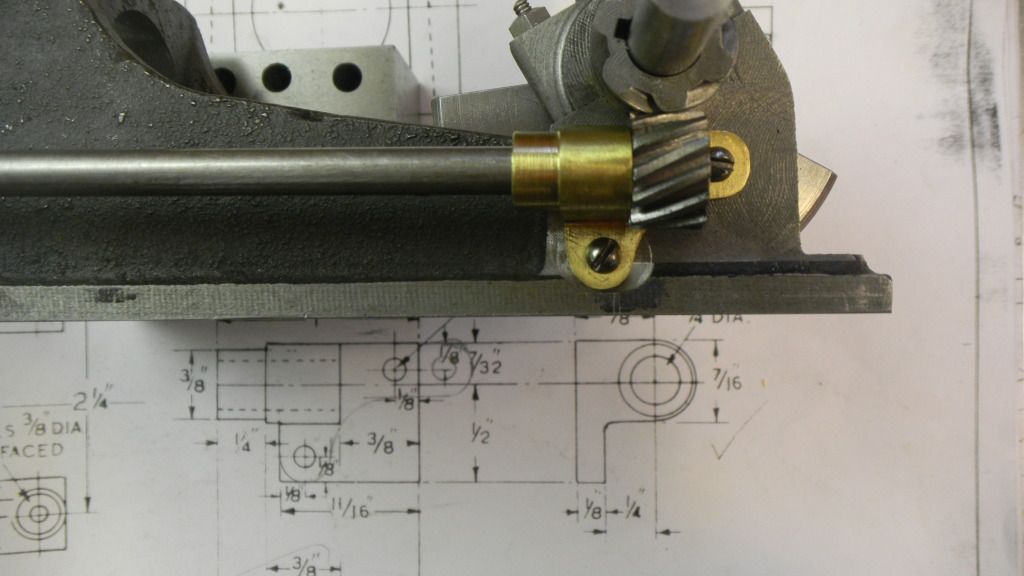
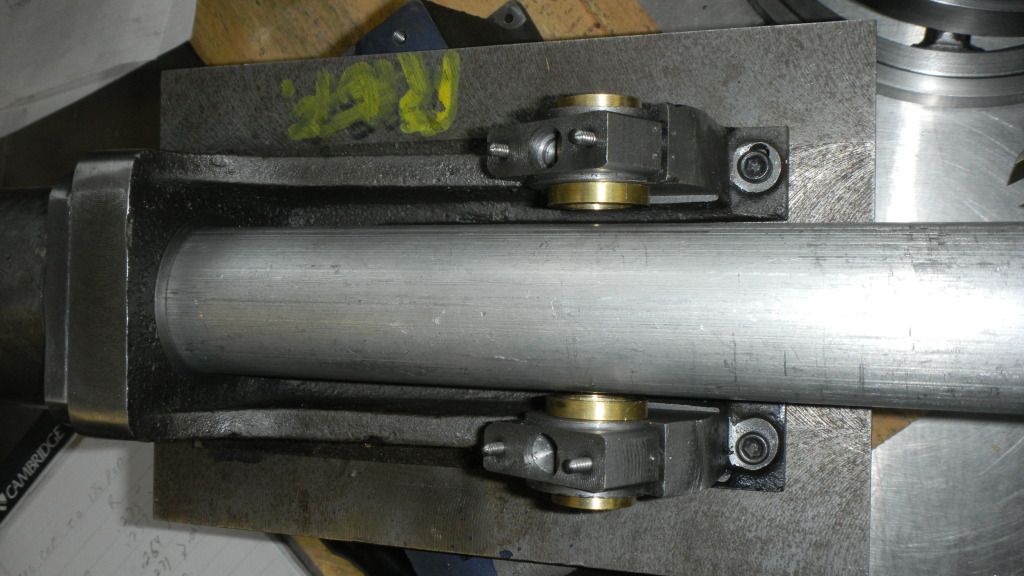
Came out looking like it should.


 
Still waiting for the material I ordered for the crankshaft, I decided to try my hand at the tapered connecting rod.
Having never done either a faceplate or offset tailpiece operation, I figured that some minor disaster was waiting in the wings.
I countered bored both ends of the SS bar I had previously cut to length. Then unwrapped the never used and somewhat larger than I remembered faceplate from the plastic and Chinese cow grease protective wrap, I cleaned it up and installed it on my lathe.
Did some complex calculations and ended up with what I thought was the proper offset for the tailpiece. About halfway into the turning I figured out I forgot to divide by 2, but the thought came in time to adjust accordingly and salvage the procedure.
Came out looking like it should.













































![DreamPlan Home Design and Landscaping Software Free for Windows [PC Download]](https://m.media-amazon.com/images/I/51kvZH2dVLL._SL500_.jpg)







![MeshMagic 3D Free 3D Modeling Software [Download]](https://m.media-amazon.com/images/I/B1U+p8ewjGS._SL500_.png)