Its time for another post.
I've been working out how to build the core for the engine block.
A bit of a challenge because there is a crank bearing seat across the middle of the block separating the two lower halves of the block. each of these separate cavities is connected to the water jacket cavity by a thin length of cylinder. I was a little concerned that this core may not support its own weight in the mould. I think its sorted now.
Here is the core supported by the core prints at the top and bottom of the block. {after baking}
here is the sequence of events that shape the core in the corebox.
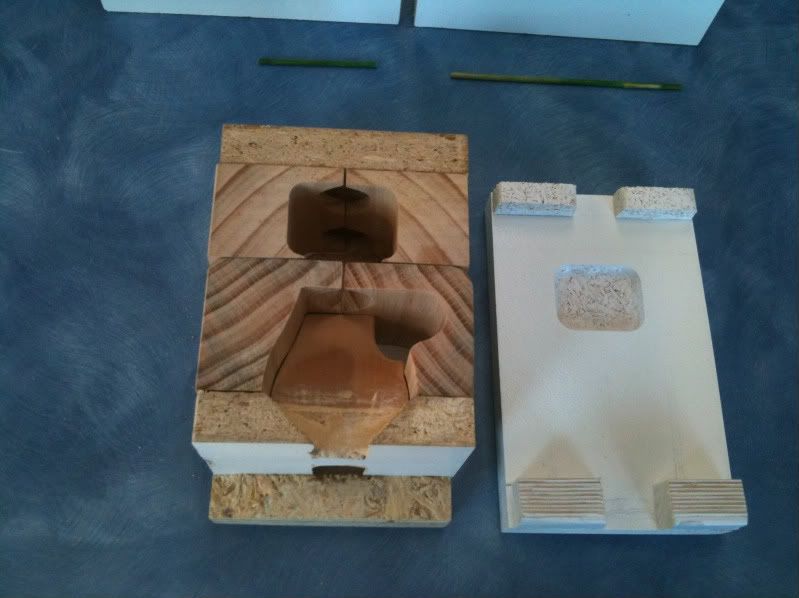
The core box is made up of 4 shaping blocks 2 core prints and the 4 outer boards that hold every thing together.
The top core prints and water jacket former are placed in the box first.
Next the two formers for the lower half of the block and the bottom core prints are added to the box.
Then two of the sides are clamped into place to line everything up.
The camshaft cavity can't be accessed after the box is closed so it is rammed up while the box is still open on one side. a small wooden reinforcing stick is added during ramming to give some green strength to the core before baking.
The box is fully enclosed and the core sand rammed up with a 9" nail
when its all rammed up the clamps are removed and the sides taken off.
The top core print former is rapped free and removed followed by
the water jacket formers.
Next the lower formers are removed.
The bottom core print former also contains the former for the center crank bearing seat. so when that's off - its ready for baking.
This is my first baked core so I followed Tel's already proven formula for core sand - with flour and molasses.
Thanks Tel, that stuff is GoooooooD - I think a few bricks of that will be going into the next dunny I build - That aught to stop the emus kicking it over :big:





















![MeshMagic 3D Free 3D Modeling Software [Download]](https://m.media-amazon.com/images/I/B1U+p8ewjGS._SL500_.png)











![DreamPlan Home Design and Landscaping Software Free for Windows [PC Download]](https://m.media-amazon.com/images/I/51kvZH2dVLL._SL500_.jpg)