Hi to everybody!
It's been a long time I do not post anything here.
My last project was the Bob Shore V4.
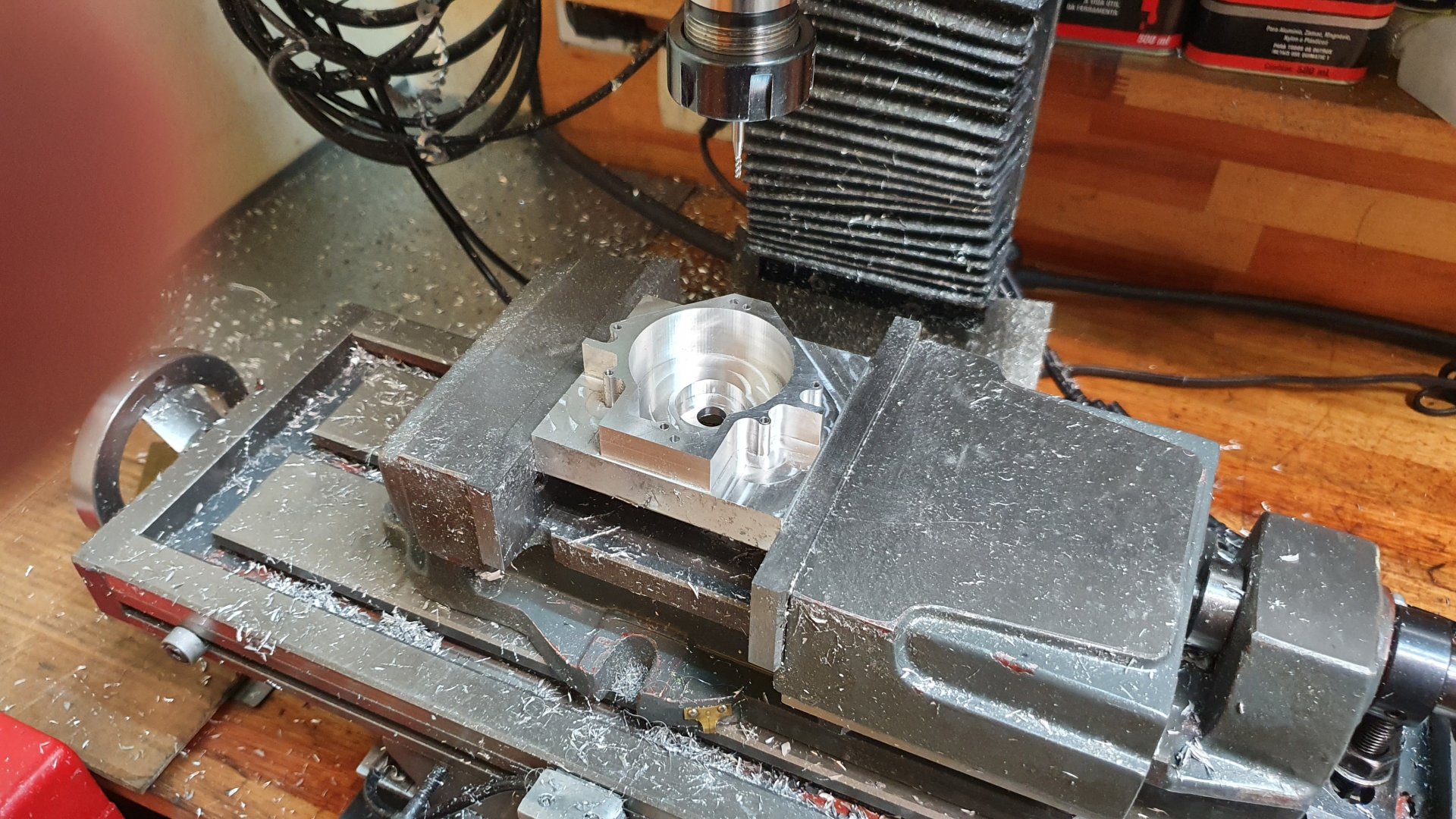
I'm currently building the V Twin from George Britnell. This project has been a very challenging one for me because it is a very detailed design. Very nice project.
I have almost 85% of the parts finished. I will try to post them in the sequence I machined them.
I would like to thank George for the hints and information he gave me. He was very kind and patiently with me.
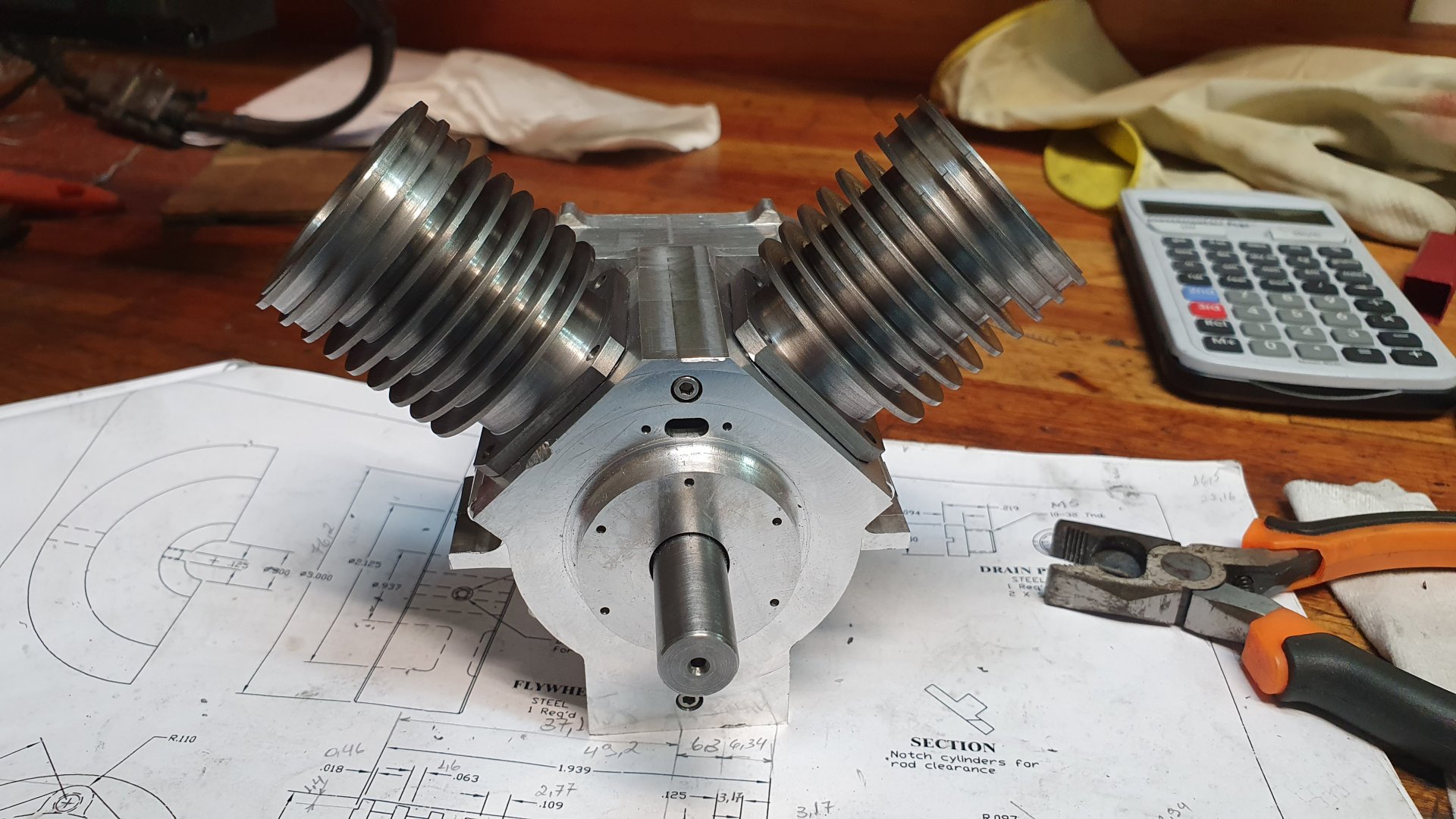
Here is the engine.

Tks,
Edi
It's been a long time I do not post anything here.
My last project was the Bob Shore V4.
I'm currently building the V Twin from George Britnell. This project has been a very challenging one for me because it is a very detailed design. Very nice project.
I have almost 85% of the parts finished. I will try to post them in the sequence I machined them.
I would like to thank George for the hints and information he gave me. He was very kind and patiently with me.
Here is the engine.
Tks,
Edi