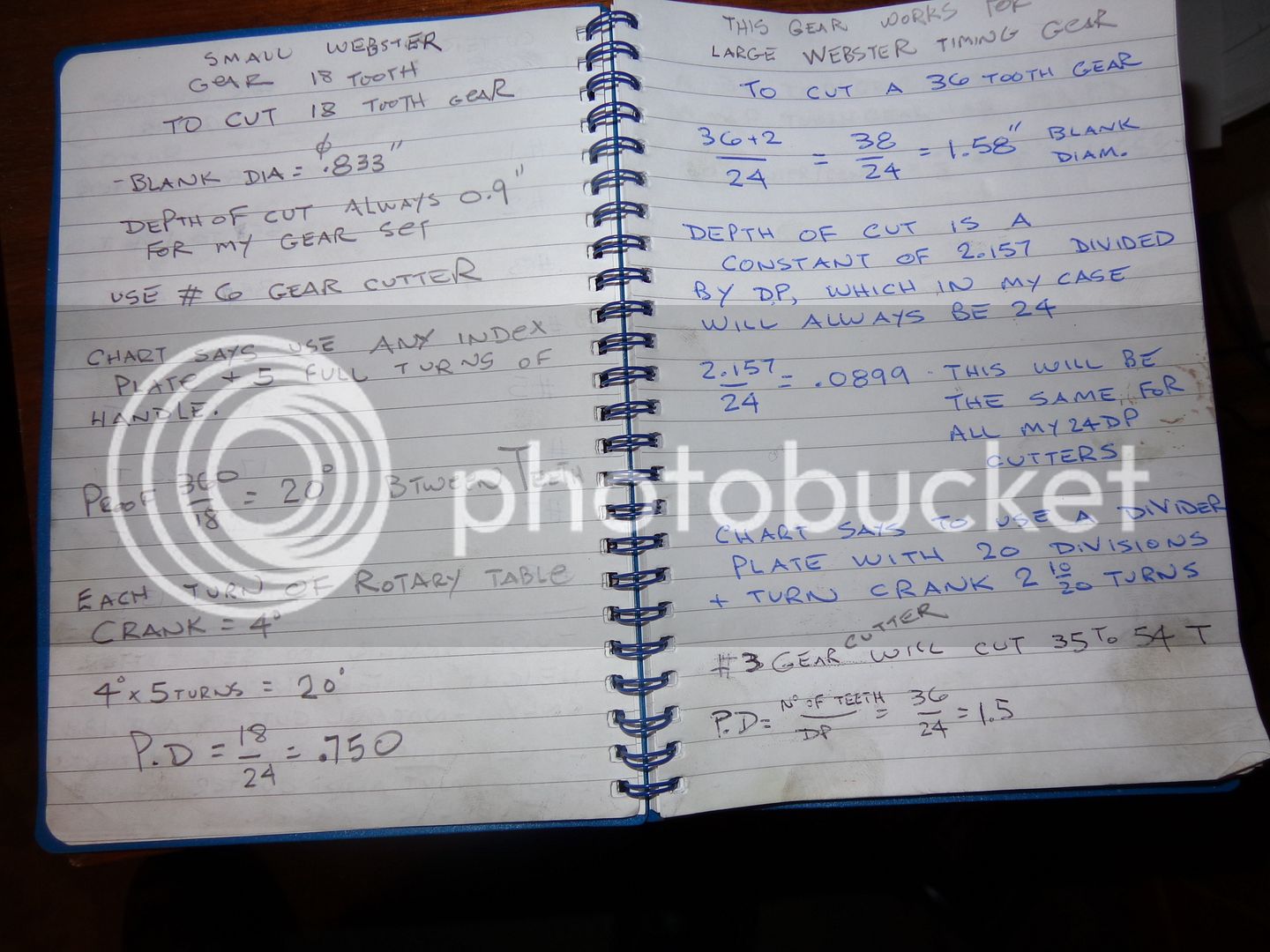
This is the math involved each time I go to cut a gear. There is a calculation to establish what the diameter of the gear blank has to be. The actual depth of cut is always .09" for my 24DP cutters. I have a chart to select which gear cutter to use for a specific number of teeth. There are 8 different gear cutters and each one cuts a certain range of teeth. I have another chart that tells me how many full turns or part turns I have to make with the rotary table crank, and which divider plate to use to accomplish this to get the correct angular spacing between the gear teeth. People have asked how I hold the gears so that they don't rotate on the arbor while I am cutting the teeth. If I'm not in a hurry I use my secret weapon, #638 Loctite. Trouble is you have to wait overnight for it to cure. It doesn't need heat to release it, so the arbor can just be tapped out of the gears with a brass punch when the gear cutting is done. If I am in a hurry, I use a set screw in the gears hub to lock it to the shaft, or drill a cross hole thru both gear hub and arbor (arbor is just a piece of cold rolled steel shaft).