zeeprogrammer
Well-Known Member
- Joined
- Mar 14, 2009
- Messages
- 3,362
- Reaction score
- 13
Thanks very much hobby. Much appreciated.
Thanks Robert. It hadn't occurred to me to think about the other tool post. I'll look at that.
In the meantime I've realized two more (well 1 really) boo-boos.
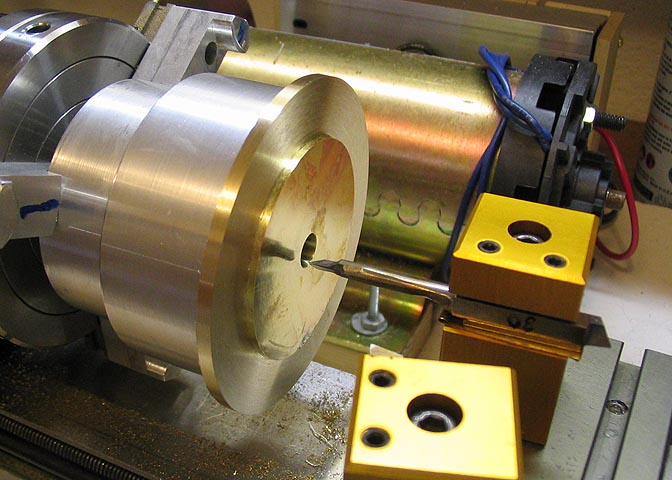
The hole going through the spindle needs to be chamfered. Otherwise the yarn/thread coming through it can snag.
Similarly, the orifice and front maiden needs the same.
I'm already thinking the scale can be 1/8 instead of 1/4. But that would make for a very small bobbin with a 1/16 through hole.
The hooks on the flyer would be fun too. The holes on the spindle would have to be 1/16 too.
Big problem might be the various screws.
Hm...not too late to think about this. I'll look at the plans when I get home.
Thanks Robert. It hadn't occurred to me to think about the other tool post. I'll look at that.
In the meantime I've realized two more (well 1 really) boo-boos.
The hole going through the spindle needs to be chamfered. Otherwise the yarn/thread coming through it can snag.
Similarly, the orifice and front maiden needs the same.
I'm already thinking the scale can be 1/8 instead of 1/4. But that would make for a very small bobbin with a 1/16 through hole.
The hooks on the flyer would be fun too. The holes on the spindle would have to be 1/16 too.
Big problem might be the various screws.
Hm...not too late to think about this. I'll look at the plans when I get home.




























































![MeshMagic 3D Free 3D Modeling Software [Download]](https://m.media-amazon.com/images/I/B1U+p8ewjGS._SL500_.png)



")