Brian, I'm not sure what the original author of the thread did about the gap, bit I too have made similar fixtures. The ones I made were from round stock to be used in the lathe in a 3 jaw chuck. I used a .031 saw, but did not try to account for the gap. The reason is that these are castings, and while they are investment casting quality, there can still be slight dimentional differences. Of course, the gap allows a tight grab on the part
As far as the thread is concerned, there is no reason you can't use a strait thread instead of a tapered one especially in your case. It would be good to pick one that does not require too much stock being taken off the nipple though.
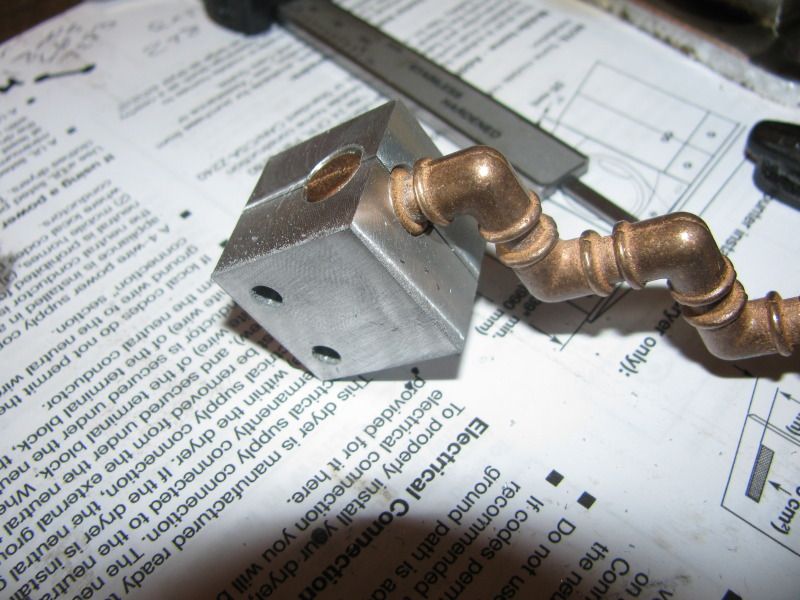
The biggest problem I have in making these fittings is the nipples. I bought a collet closer just to do these, but I find I have to really bear down really hard to get it to avoid slipping, especially for the full 11 turns for the pipe thread. I'm making 1/16-27 NPT fittings, and turn down the end of the 5/16 brass tube to .306 before threading.
maury
















![DreamPlan Home Design and Landscaping Software Free for Windows [PC Download]](https://m.media-amazon.com/images/I/51kvZH2dVLL._SL500_.jpg)





")
















































