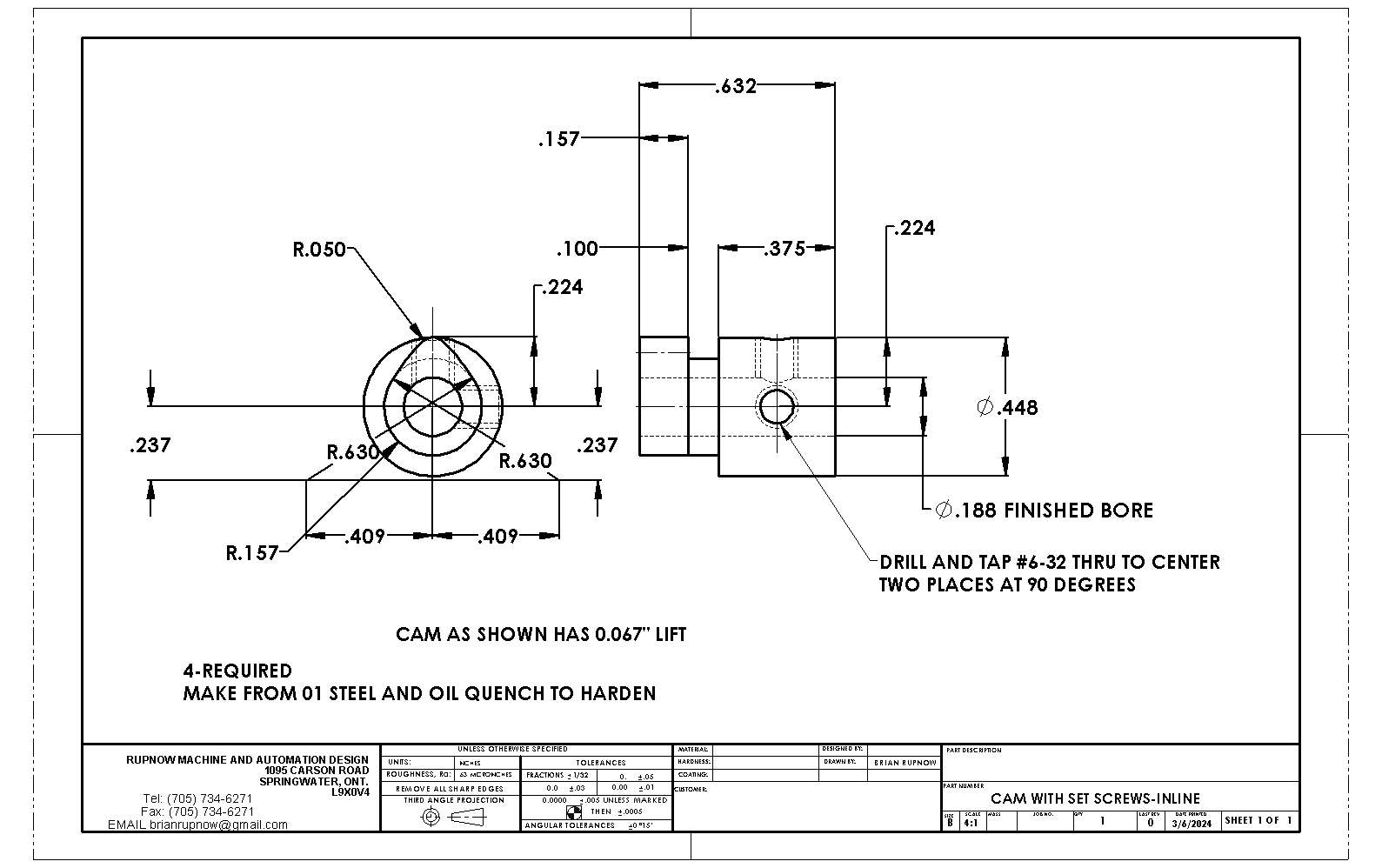
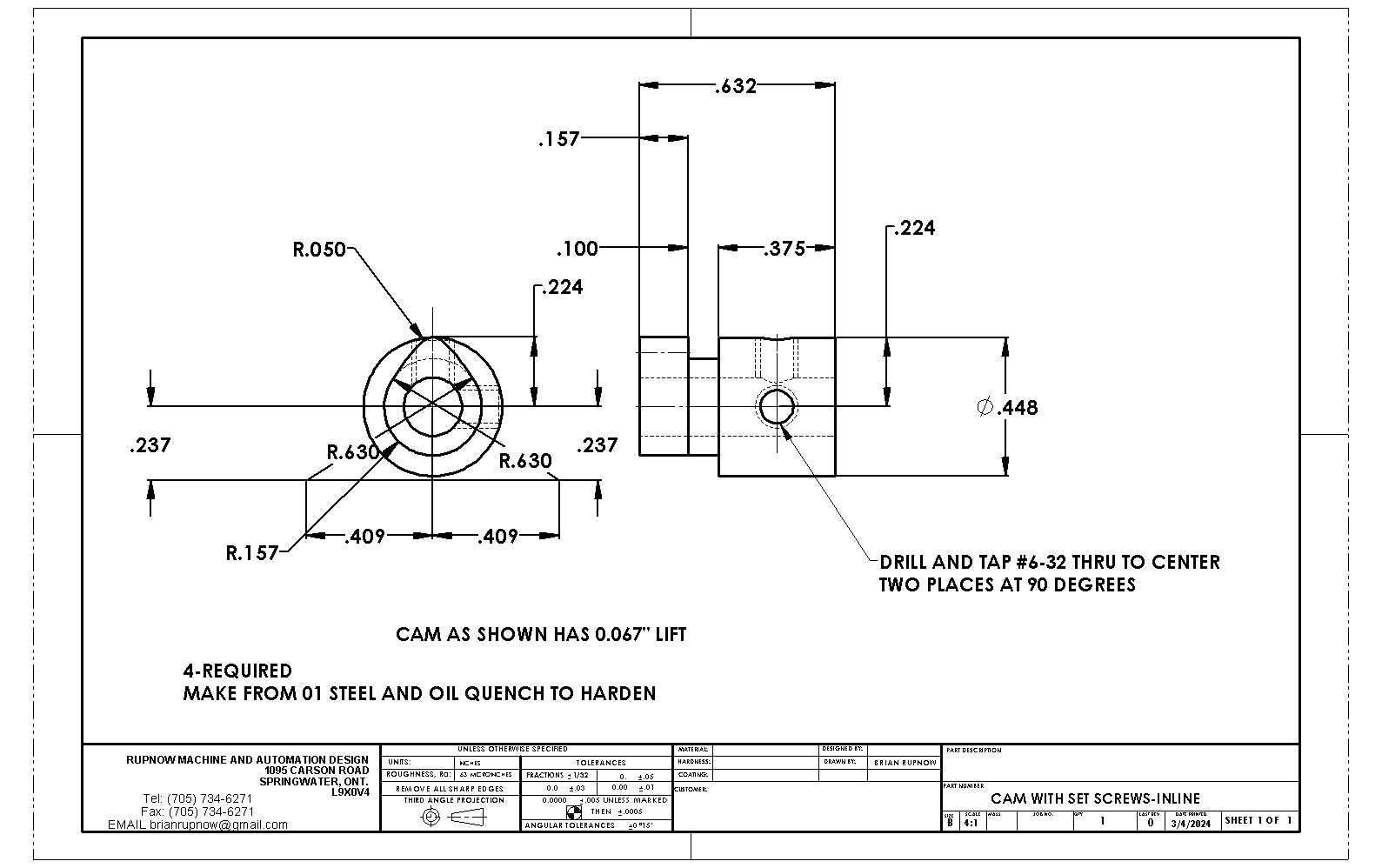
This morning I'm setting here thinking about tabletop cnc routers capable of machining metal. I have been searching online, and right now I'm suffering from information overload. What has me thinking about such things?--Mainly machining cams for the engines I build. My cams are small, never more than 1" diameter overall, with bores from 3/16" up to 1/2". I use Solidworks design software, so creating .dxf files is no problem for me. I wouldn't need a large area coverage, heck, 6" square would be more than enough. It would probably have to be a 3 axis machine. My cams are first machined from 01 steel, then heat treated after they are machined. Tell me guys, do you think this is feasible? There is no way that I can justify the expense, but I might even make custom cams for other model hobbyists. I wouldn't be machining entire camshafts, just single cams with a hub and set screws similar to the picture.
 . You need two axis to move the spindle up-down and in-out and keep the part stationary. Or you need one encoder on the spindle and only the cross slide moves in and out.
. You need two axis to move the spindle up-down and in-out and keep the part stationary. Or you need one encoder on the spindle and only the cross slide moves in and out. 
































![DreamPlan Home Design and Landscaping Software Free for Windows [PC Download]](https://m.media-amazon.com/images/I/51kvZH2dVLL._SL500_.jpg)



![MeshMagic 3D Free 3D Modeling Software [Download]](https://m.media-amazon.com/images/I/B1U+p8ewjGS._SL500_.png)