- Joined
- Dec 2, 2008
- Messages
- 971
- Reaction score
- 9
I think my next major project is going to be an engine that was not built in the late 1880's even though it could have been and maybe should have been. Those were great times for steam engines. Lots of visible action. simple mechanical principles, and form was at least as important as function. This will be a two cylinder engine with cylinders on opposite sides of the crankshaft.
I am not ready to post a design model because some of the final design features have not been decided. One of the design features that I have not finalized is the location of the eccentric. There will be no need to reverse the engine so there is only one eccentric per cylinder. The crankshaft will be a built up type with three main bearings. The eccentrics could be outside the crank webs as normal but the engine will be more visibly interesting if they are inside, on each side of the center main bearing. This means that they will have to be installed during crankshaft fabrication or of some split design that can be added later.
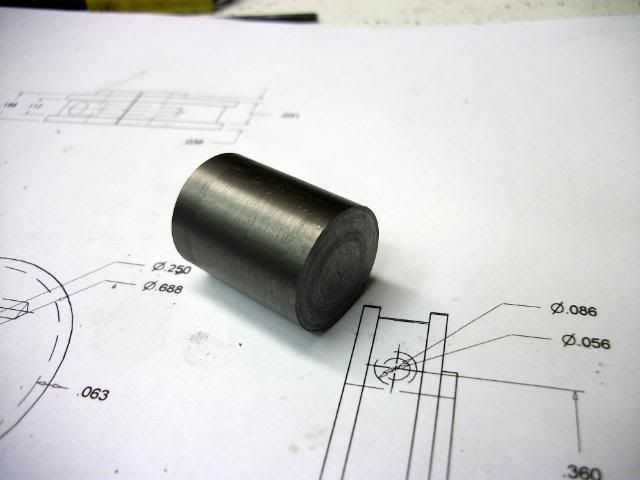
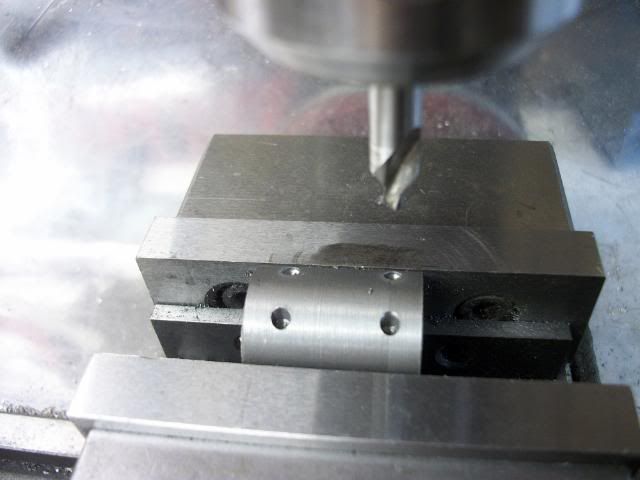
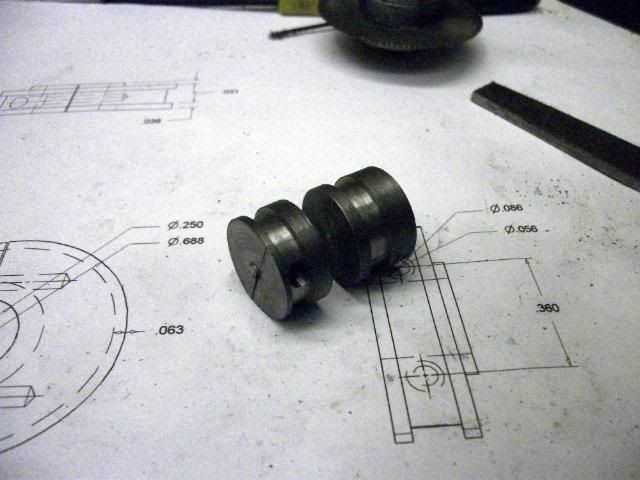
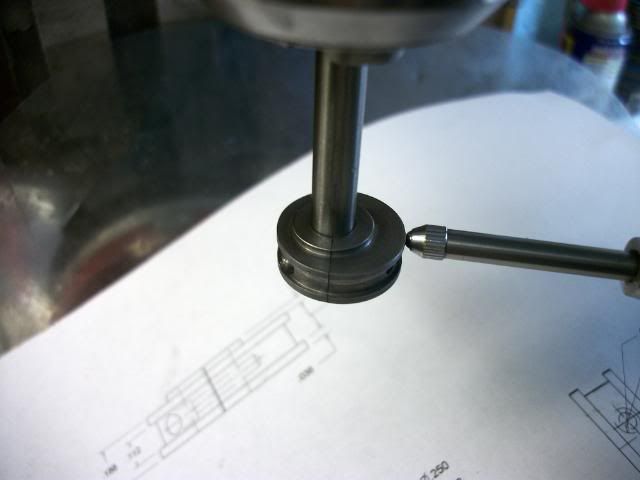
A split design makes good mechanical sense, but it will be completely hidden and at this scale (1/4" shaft, 5/8" eccentric disc, .100" throw) I'm not sure I could do it right. I have seen other models with inside eccentrics but I have never seen any of the design details. If anyone has experience with this, or if they know someone who has, or if they have heard of someone who might have, I would appreciate a little input.
Second question. When was the D-valve invented? Is it out of place on an engine of this vintage? Would a piston valve be more appropriate?
Thanks for any comments or opinions.
Jerry
I am not ready to post a design model because some of the final design features have not been decided. One of the design features that I have not finalized is the location of the eccentric. There will be no need to reverse the engine so there is only one eccentric per cylinder. The crankshaft will be a built up type with three main bearings. The eccentrics could be outside the crank webs as normal but the engine will be more visibly interesting if they are inside, on each side of the center main bearing. This means that they will have to be installed during crankshaft fabrication or of some split design that can be added later.
A split design makes good mechanical sense, but it will be completely hidden and at this scale (1/4" shaft, 5/8" eccentric disc, .100" throw) I'm not sure I could do it right. I have seen other models with inside eccentrics but I have never seen any of the design details. If anyone has experience with this, or if they know someone who has, or if they have heard of someone who might have, I would appreciate a little input.
Second question. When was the D-valve invented? Is it out of place on an engine of this vintage? Would a piston valve be more appropriate?
Thanks for any comments or opinions.
Jerry