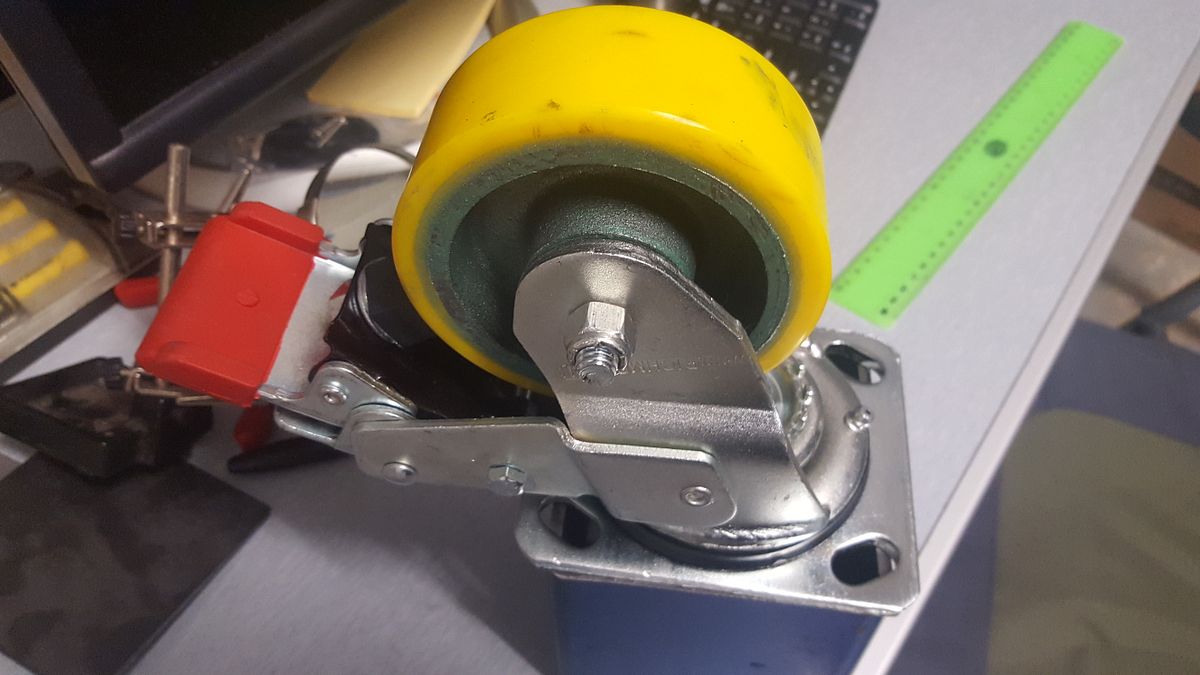
Well, I still have not tackled the table yet as life has been a bit busy. I also have been designing the last few parts for the table because this thing will be so heavy, I need to be able to get it on the 330 kg casters I've bought for it to move it round.
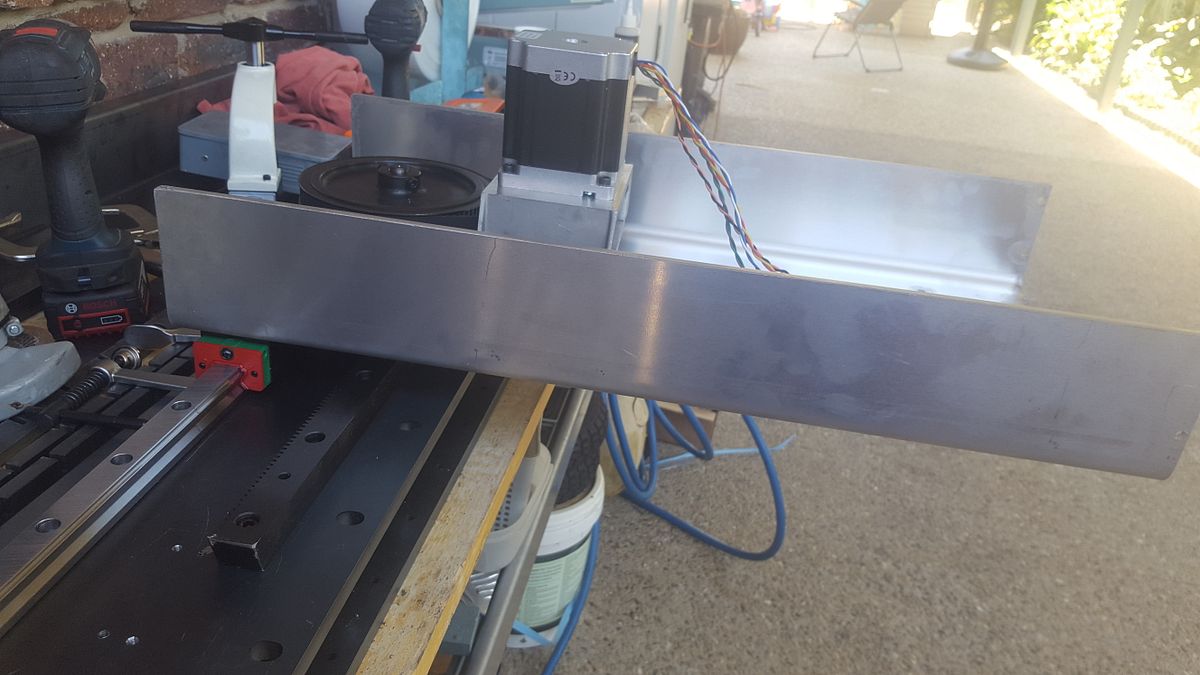
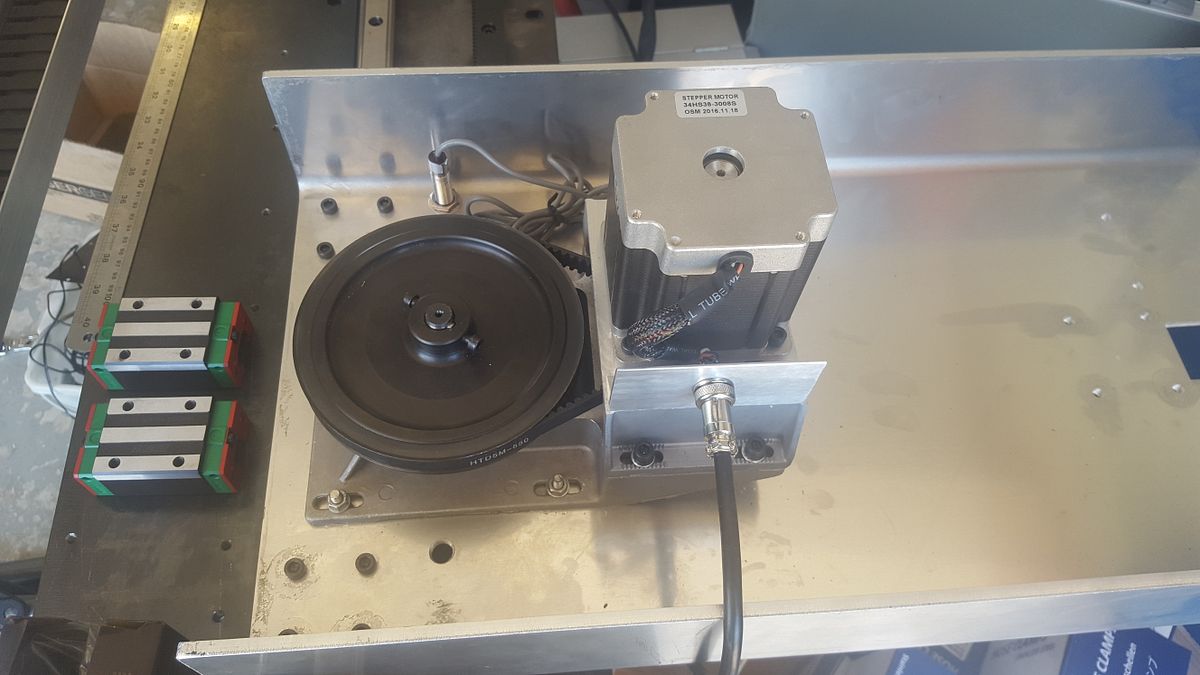
So I made a mount at the stepper end to hold a wiring socket. This required drilling and tapping the stepper mounting plate
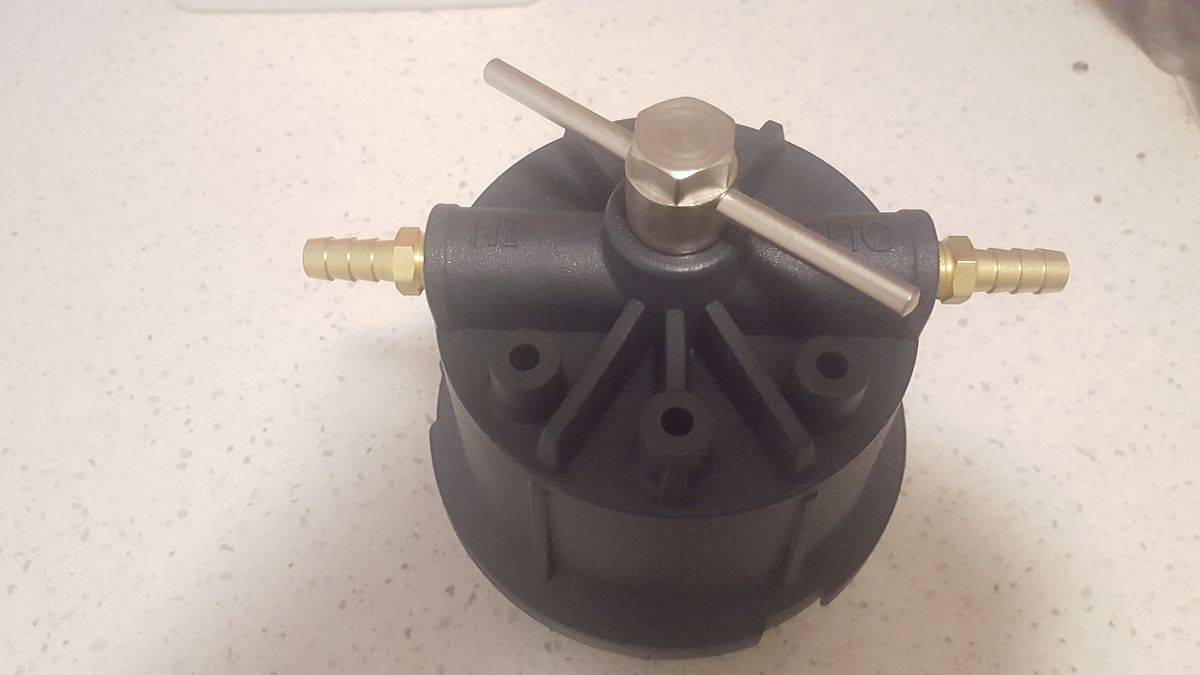
I don't think I showed you guys the air regulator with the dessicant to dry the air.
After the air goes though these filters, it will also go through a Motorguard "toilet paper" filter which are often used on plasma cutters.
Which reminds me, I have not worked out how these will get mounted to the table

Somewhere along the line, I found a super cheap welding fume extractor with a 5 stage filter but I don't think it will have enough airflow for the plasma table.
Last weekend, we went to see Adele here in Brisbane. 60,000 people the largest concert ever staged in Brisbane and the first hosted at the Gabba cricket ground since about 1978. It was really enjoyable.
Sunday, I wired in the last stepper driver and soldered up the cables to it.
I did a few CAD drawings in the evenings this week and I checked them last night and thankfully I found the error before I got it laser cut!
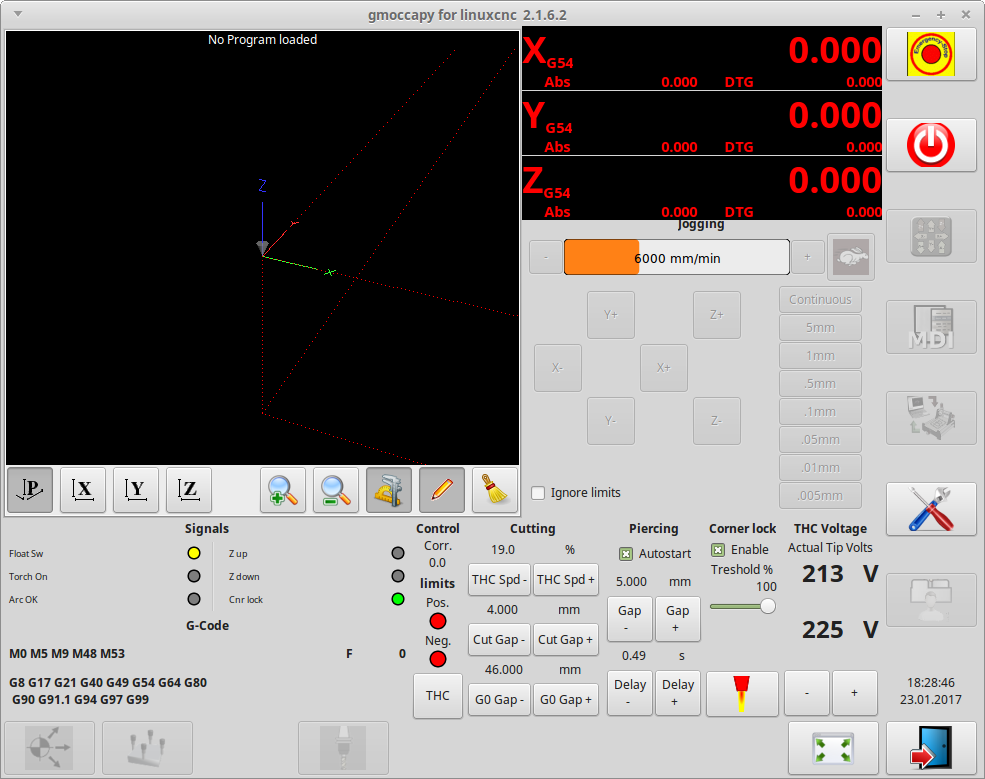
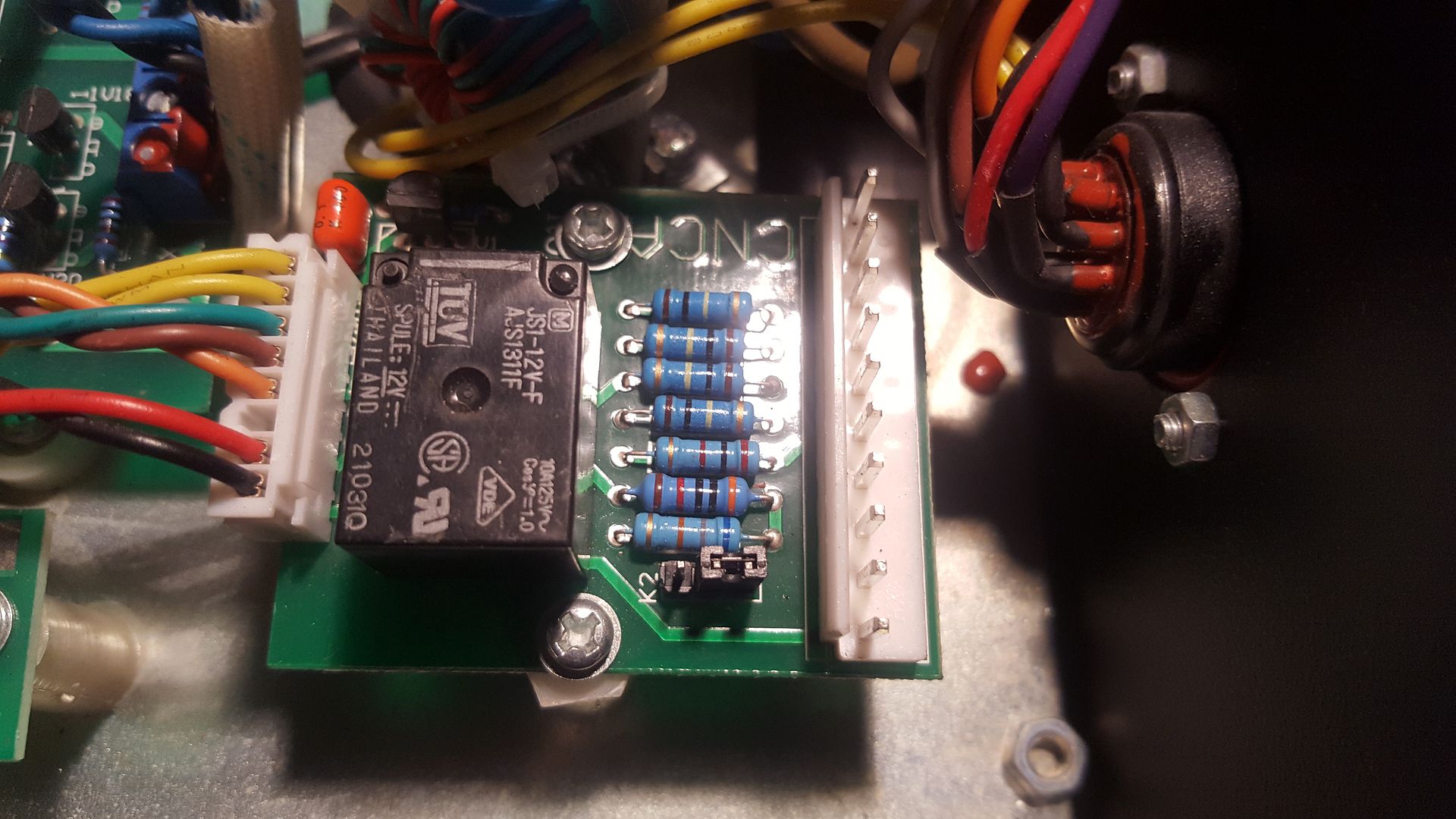
One of the things I had to check was the voltage divider on my Everlast plasma cutter. It has the option of raw volts or divided volts at either 16:1 or 50:1. The divider is selected by a jumper on the CNC board inside the plasma cutter.
Plasma voltage maxes out at around 300 volts. My Mesa THCAD card has a 0-10V range so 16:1 was not going to work and 16:1 would not have great resolution as it would only go from 0-6 volts. I had this great idea to use a voltage divider so I could use the 16:1 divider. This would give me a full scale reading of about 9.375 volts so it will be so much better.
Peter from Mesa set me straight on the LCNC forum about how to do this. You don't need a traditional voltage divider circuit, you just need to add a resistor in series with the voltage signal. The value of the resistor is based on a formula in the manual. My Maths was way out and Peter kindly stopped me from buying a 0.1 ohm resistor when the correct value is 100,000 ohms!
It is rare to see a manufacturer to be so involved in a forum and the support Peter offers is simply amazing even building custom firmware for people using his hardware.
Last night, I pulled my plasma cutter apart and checked out what voltage was selected
.
As it turns out, I did not need to becasue it appears to be set to the correct value based on the position of the jumper on the bottom right. I still have to put it together again. This morning, I had to drive past Jaycar electronics to pick up some material for my web site (10 metres of 60mm dia plastic that needs to be cut and faced into about 180 parts). So I stopped and lashed out all of 55 cents to buy a packet of 100k resistors.
So there you go guys, you are now right up to date and I am ready to build the plasma control cable now. I will have no trouble tucking the tiny resistor inside the cable backshell.















![DreamPlan Home Design and Landscaping Software Free for Windows [PC Download]](https://m.media-amazon.com/images/I/51kvZH2dVLL._SL500_.jpg)









![MeshMagic 3D Free 3D Modeling Software [Download]](https://m.media-amazon.com/images/I/B1U+p8ewjGS._SL500_.png)