- Joined
- Aug 18, 2008
- Messages
- 343
- Reaction score
- 135
Joe,
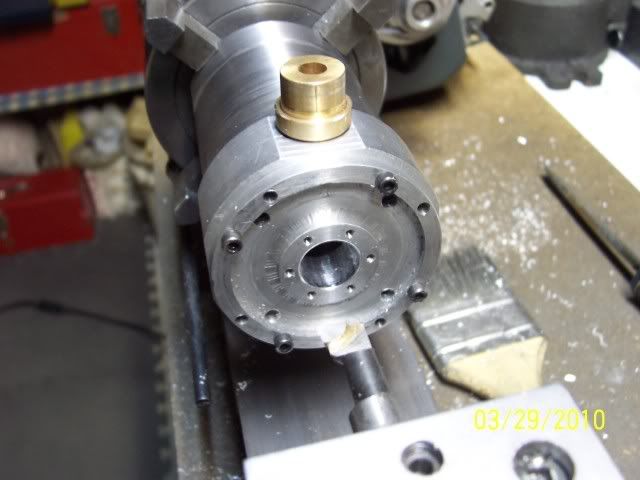
I was hoping you could just pin hone out the remainder, but .065" is a lot. That's too bad you have to go through the line boring setup to finish boring, but I guess you don't have much choice since you have all the bolt holes drilled and tapped. Maintaining concentricity and squareness of the cylinder components is important on the Snow, as you no doubt know.
Jeff
I was hoping you could just pin hone out the remainder, but .065" is a lot. That's too bad you have to go through the line boring setup to finish boring, but I guess you don't have much choice since you have all the bolt holes drilled and tapped. Maintaining concentricity and squareness of the cylinder components is important on the Snow, as you no doubt know.
Jeff


")