




Had a call from my mate later this morning saying he had found another box of prisms, this chap seems to have good supplies of everything I have ever needed (he used to strip down thousands of military black boxes and parts containers for a scrapyard on the understanding he can keep whatever he fancied).
Anyway, after a five minute drive, I was rummaging in his boxes and came away with these. He is one of my old school, take whatever I want for nothing giving that he has first refusal at what I am getting rid of, it is called backscratching.
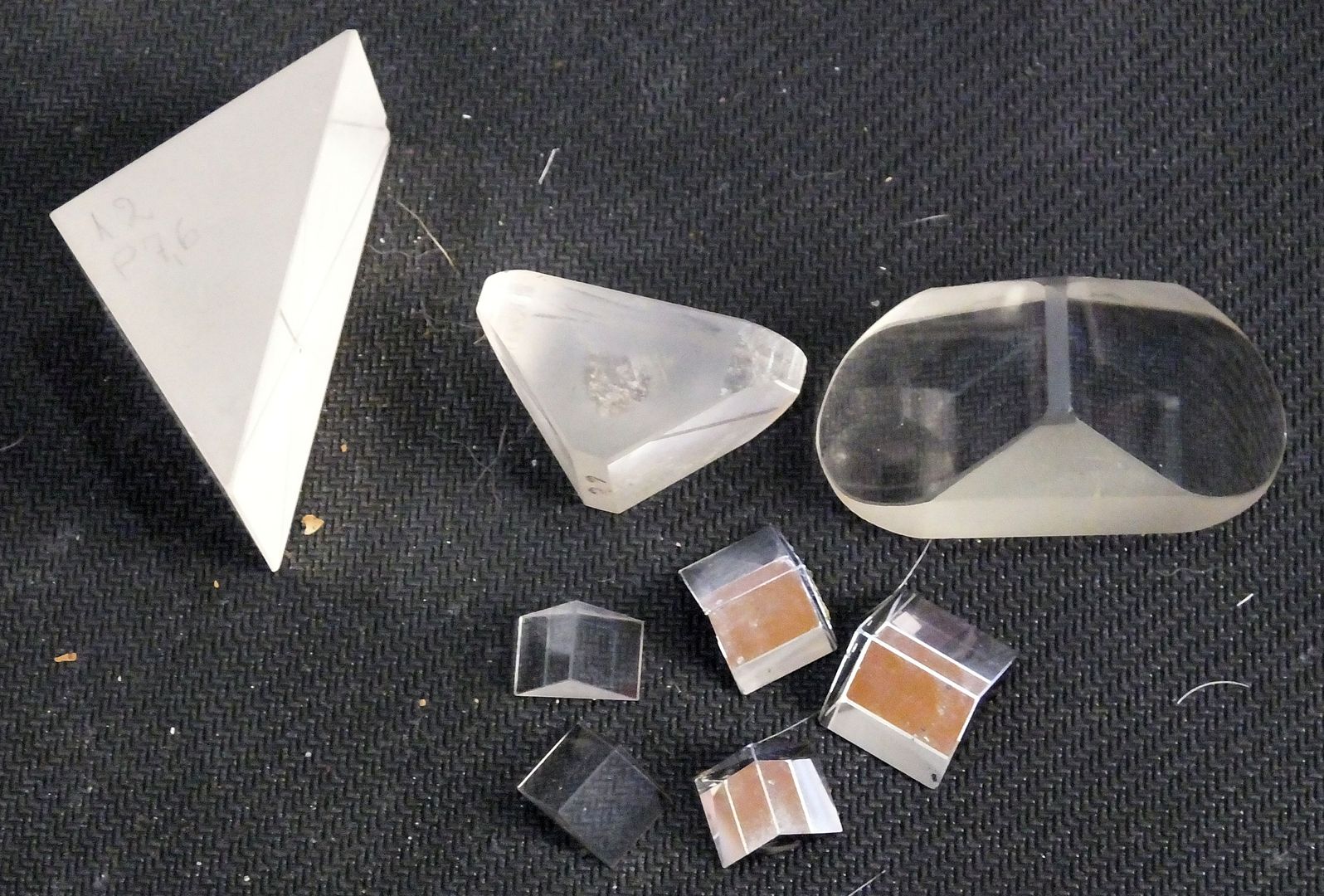
The smallest ones are about 10mm square on the viewing face, just right for what I want.
Just to give you some idea about what I have been going on about, here is a 3rd edition Crap-o-Cad drawing showing my basic working sketch.
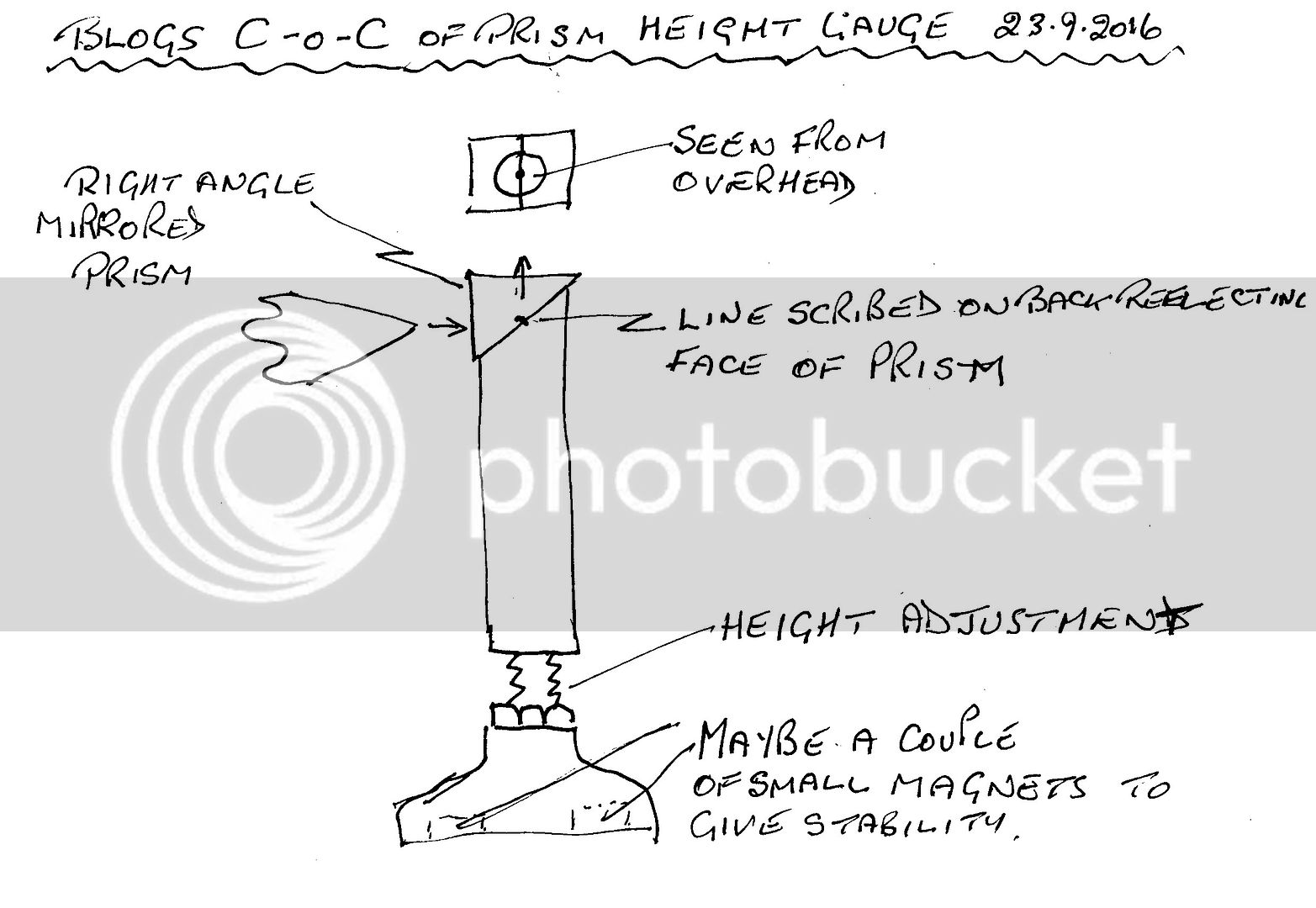
So I should now be able to start experimenting.
John
Anyway, after a five minute drive, I was rummaging in his boxes and came away with these. He is one of my old school, take whatever I want for nothing giving that he has first refusal at what I am getting rid of, it is called backscratching.
The smallest ones are about 10mm square on the viewing face, just right for what I want.
Just to give you some idea about what I have been going on about, here is a 3rd edition Crap-o-Cad drawing showing my basic working sketch.
So I should now be able to start experimenting.
John





















































![DreamPlan Home Design and Landscaping Software Free for Windows [PC Download]](https://m.media-amazon.com/images/I/51kvZH2dVLL._SL500_.jpg)





