Hi folks,
After reading quite a bit on the nice surface finish using round insert tool, I ordered one 6mm dia from CTC Tools. It was sitting on my bench for many month till I decided to do some testing.
I started with some spare SS 304 left over from one small job that I did for my dad. Lots of chatter encountered and I can hardly see the tool cutting into the stock. Thinking it may not be a good idea with start off with SS, I put a piece of alu into the chuck. Again, lots of chatter and I sense more rubbing than cutting.
Anyone has any idea what may be wrong?
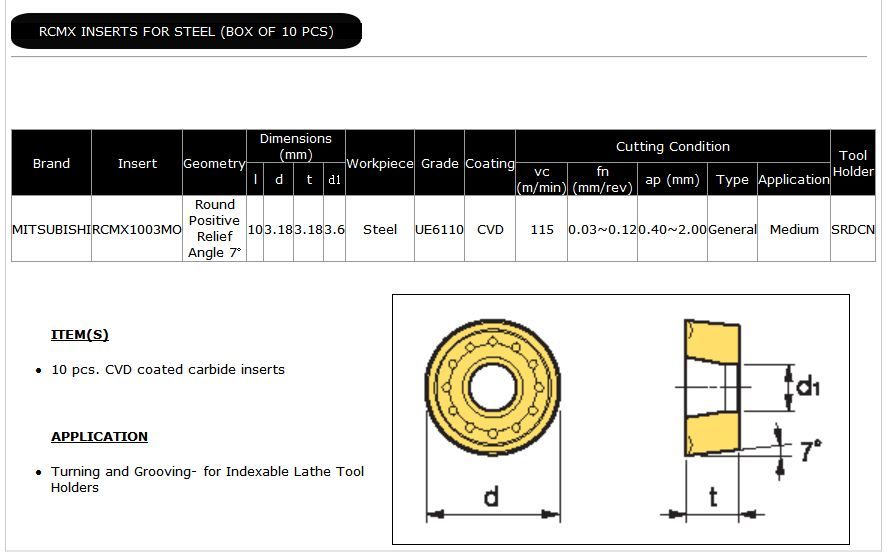
I'm using a Proxxon PD400 lathe. The tool is the one in the pic:

I've yet to set it up in a flycutter as I don't have one for the Wabeco mill yet. Thinking of making one than to buy. Had some experience making one for my Sherline with 1/4" tool.
Any advice is very much appreciated.
Wong
After reading quite a bit on the nice surface finish using round insert tool, I ordered one 6mm dia from CTC Tools. It was sitting on my bench for many month till I decided to do some testing.
I started with some spare SS 304 left over from one small job that I did for my dad. Lots of chatter encountered and I can hardly see the tool cutting into the stock. Thinking it may not be a good idea with start off with SS, I put a piece of alu into the chuck. Again, lots of chatter and I sense more rubbing than cutting.
Anyone has any idea what may be wrong?
I'm using a Proxxon PD400 lathe. The tool is the one in the pic:

I've yet to set it up in a flycutter as I don't have one for the Wabeco mill yet. Thinking of making one than to buy. Had some experience making one for my Sherline with 1/4" tool.
Any advice is very much appreciated.
Wong