Just a quick one this time mostly due to time and it being Sunday evening .
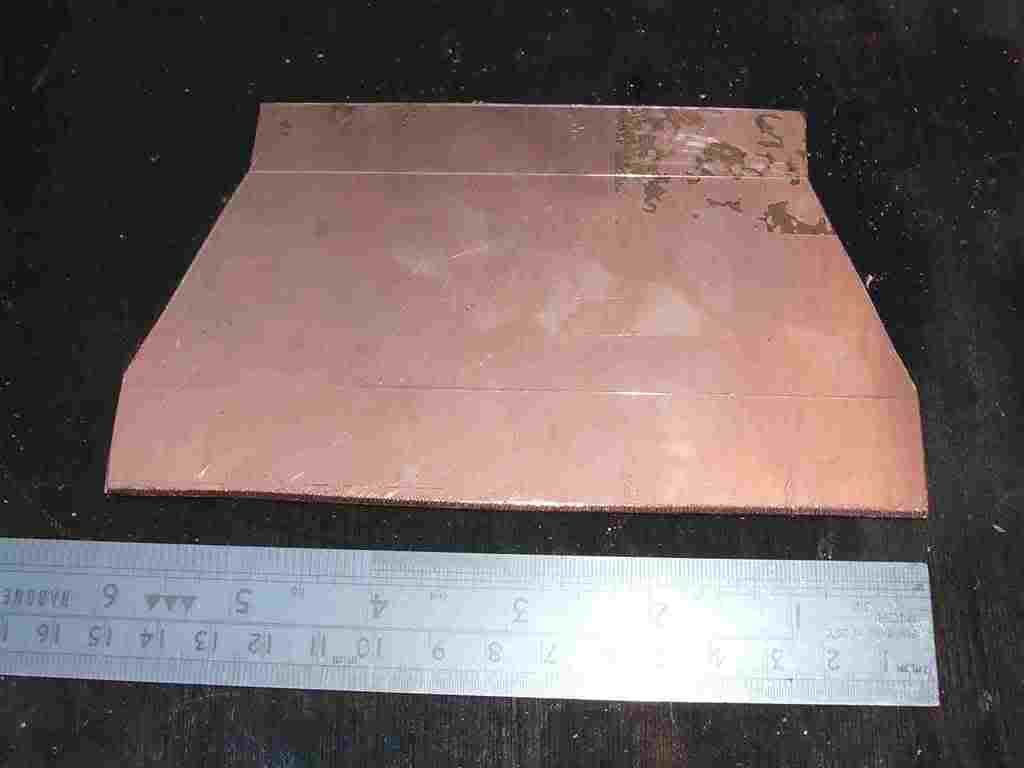
After the outer wrapper you then have the inner wrapper or firebox wrapper to make. In a lot of ways its an easier bending job than the outer wrapper being parallel sided and flat topped. The only problem is the rather tight bends to fold round to the crown.
The top of the firebox is called the crown.
The way I like to do the firebox wrapper is by using the milling table on the mill drill and a 1 inch steel bar clamped over the wrapper sheet. Thanks to the gauge of copper a rather long bar is used as a lever to help the first bend. In this case three feet of ¼ x 1 3/8th MS.
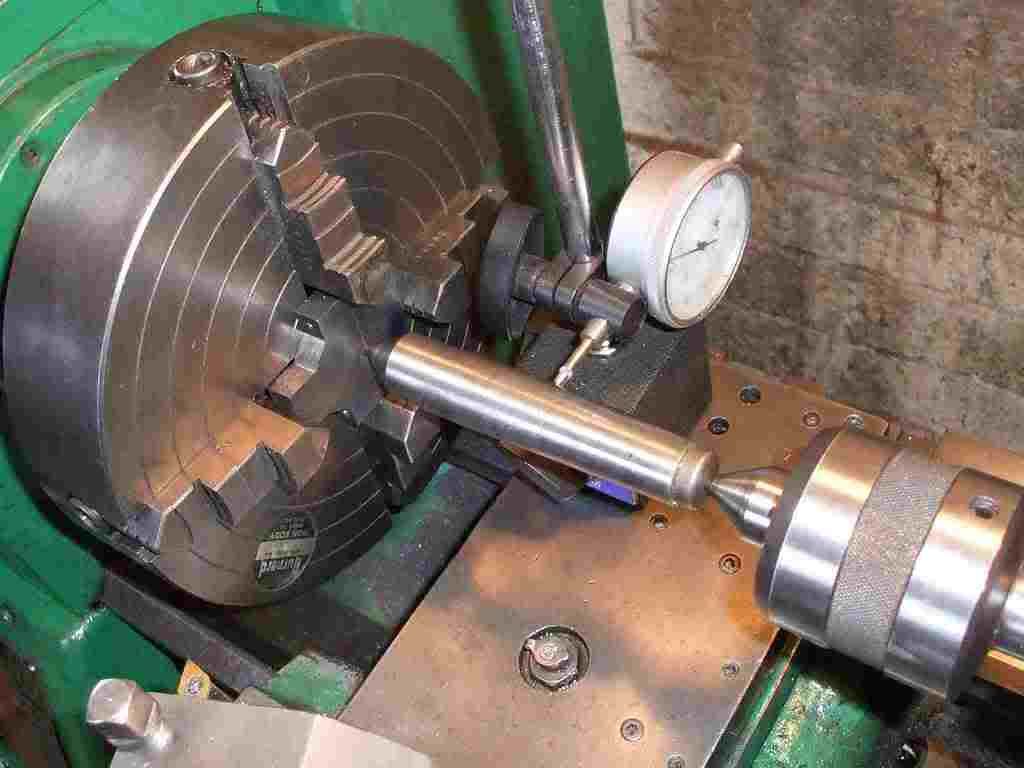
Before starting the the second bend the first must be a perfect fit on the firebox end plates. If it is not a good fit the second bend will be in the wrong place and a lot of fiddeling will be required to correct the problem On this not its always worth cutting the wrapper and inch over length just so a little wiggle room is there.
For the second bend I add a large square bar in behind the round forming bar for two reasons. Firstly it allows a better clamping set up and keeps the crown flat, in addition a line can be scribed behind the square bar as a reference should the form need to go in a second time.
Once the second bend is in place the firebox plates are dropped in just to check it all and give me something to feel like im getting on.
In the large part the two wrappers are finished now. All thats left to do is drill for the fusable plug and tidy up the bends just prior to pickeling and soldering.
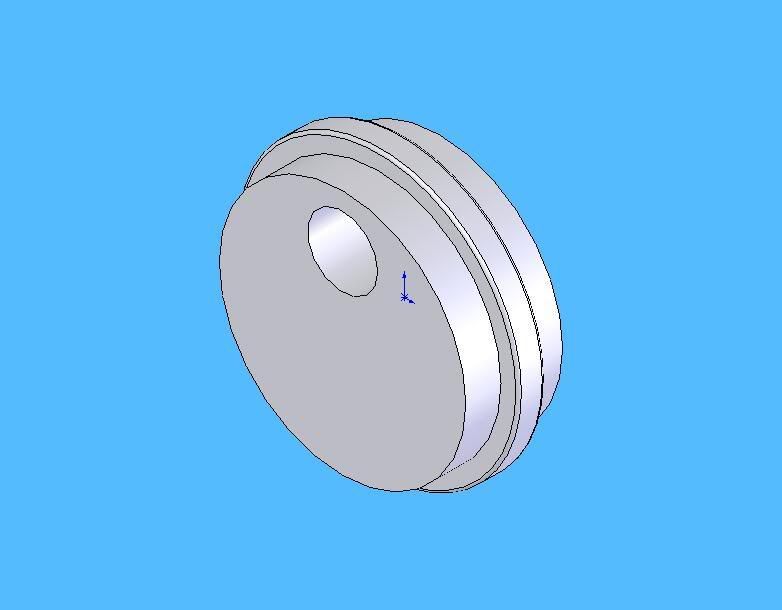
Next job is making the crown stays. Unlike the wrapper stays and throat/front plate stays the crown stays are on this engine made from again 10 gauge copper sheet.
The crown stays are in some ways the most important stays in the boiler, although none can be missed out either in the wrapper or the plates.
The crown stays fit between the firebox wrapper and the outer wrapper preventing the steam pressure from crushing the firebox or bulging the outer wrapper. And yes I have seen a collapsed firebox it was on a Durham and north Yorkshire in 2 inch. The crown had dropped almost a full inch and the joint ruptured on the tube plate to wrapper. Not a pretty sight and a full replacment boiler was required luckily the owner was left scared but Ok the engine was at 90lbs at the time.
The crown stays are a relativly simple job but must be with in 1/32 of the correct height of 2 and 3/32 inches. If the stays are too long the firebox will sit low and too short the firebox door ring wont mate up.
Bending is easy with plenty of annealing just clamp in the vice and fold over with a pair of tongs. Hammering the bend somewhat flat after. All in all each stay required four annealings to complete
Il let the pictures do the talking LOL
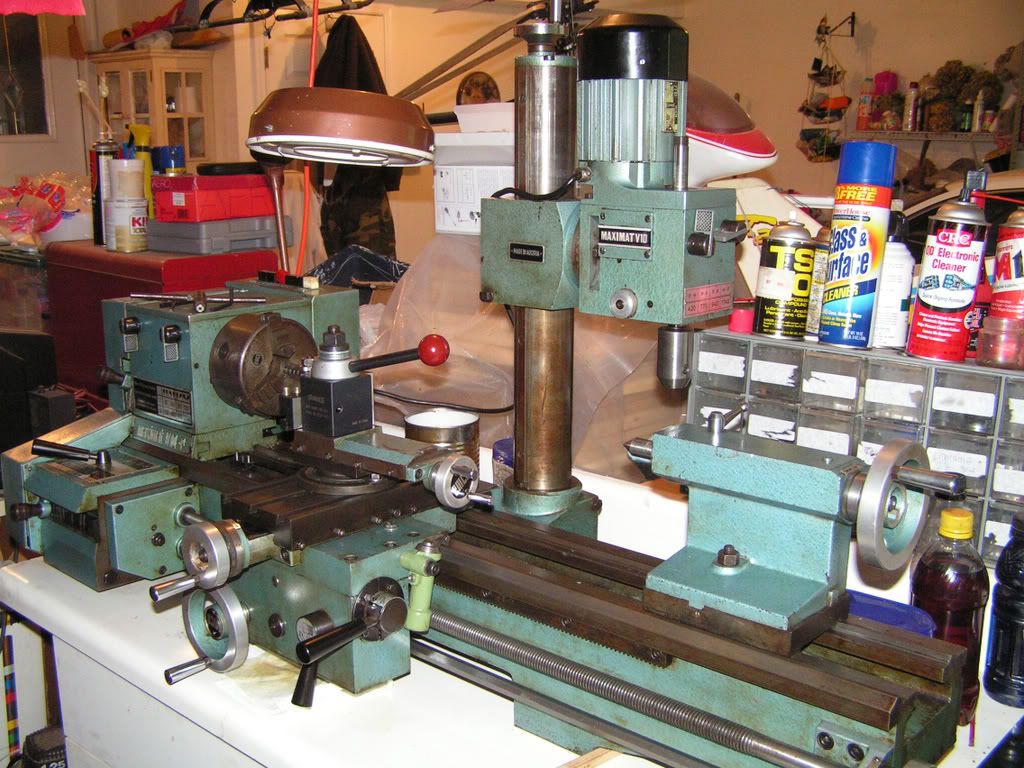
Just in passing the last picture shows all the boiler parts made to date.
Oops forgot to mention the cylinder pad and motion plate pad. If you look closely at the last picture you will see in the bottom rite hand corner and just infront of the outer wrapper two arched pieces of copper. These are the pads that are silver soldered inside the boiler tube to take the cylinder and motion bracket studs. Nothing special just two 10 gauge squares rolled to the inner curve of the boiler tube. More on these when the boiler is soldered together.
Cheers kevin













































![DreamPlan Home Design and Landscaping Software Free for Windows [PC Download]](https://m.media-amazon.com/images/I/51kvZH2dVLL._SL500_.jpg)