




Tin Falcon
Well-Known Member
- Joined
- Jul 9, 2007
- Messages
- 7,207
- Reaction score
- 789
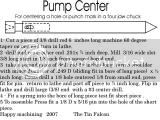
Guys this is what I use to center a punch mark or small hole in the 4 jaw chuck. the one I use came with a box of tools I bought. I decided I would sketch it up for anyone that wants to make there own. great simple starter lathe project . I am sure there are many variations to this. If your are sure of your measuring skills and fits you can start with a 7" piece of drill rod and make the little part first. the way I wrote it up gives the builder an opportunity to test fit the small piece before taking it out of the lathe and you can always bore the hole in the long piece or use a "D" bit if a reamer is not available. Most of the dimensions are not critical the important thing is the two pieces slide easily together before assembly
Tin
Tin

























![MeshMagic 3D Free 3D Modeling Software [Download]](https://m.media-amazon.com/images/I/B1U+p8ewjGS._SL500_.png)








































") .
.




