
You are using an out of date browser. It may not display this or other websites correctly.
You should upgrade or use an alternative browser.
You should upgrade or use an alternative browser.
Mery Explosive Engine
- Thread starter oldengineguy
- Start date




Help Support Home Model Engine Machinist Forum:
This site may earn a commission from merchant affiliate
links, including eBay, Amazon, and others.
Fantastic , I can relate, first time ? that is very impressive.
Well done Colin. A runner from first start is a great way to end a build.
Chuck
Chuck
oldengineguy
Well-Known Member
In the cold hard light of the next day , I have found that the covers to the explosion chambers leak, the flywheel needs better securing to the crank, the inlet valve springs are too strong, cylinder oiler needs a redesign ,and on and on, but yes, a start on the first day of trying seems to erase the memory of previous engines that took forever to cough into life. Still much to do before I sign off on this one though. Colin
Very nice.---Brian
I really like the looks of that engine.
Sort of a Corliss meets IC engine construction.
Awesome runner !
.
Sort of a Corliss meets IC engine construction.
Awesome runner !
.










$99.99
AHS Outdoor Wood Boiler Yearly Maintenance Kit with Water Treatment - ProTech 300 & Test Kit
Alternative Heating & Supplies







$59.99
Sunnytech Hot Air Stirling Engine Motor Model Educational Toy Electricity Generator Colorful LED (SC001)
stirlingtechonline




$156.90 ($1.40 / oz)
Replacement Combustion Chamber Kit, Burnham V8 and V8H, 1-6 Sec, 108136-01, 1129
Lynn Manufacturing










$99.99
$109.99
AmTech300 - Boiler Treatment Professional Strength (Rust Inhibitor For Outdoor Wood Boilers)
Alternative Heating & Supplies

$188.98
TM NEXDYNAMI RE41157 Water Pump Compatible With/Replacement For/John Deere 6200 7400 6300 6600 6500 6400 7220 7600 7200 RE41157
VIVID MARKET CORPORATION

$519.19
$699.00
FoxAlien Masuter Pro CNC Router Machine, Upgraded 3-Axis Engraving All-Metal Milling Machine for Wood Acrylic MDF Nylon Carving Cutting
FoxAlien Official



$403.09
DM14 Engine Build Kit, Metal Engine Build Model Great Metal Material for Engineer for Factory
Easoger Official




$45.99
Sunnytech Mini Hot Air Stirling Engine Motor Model Educational Toy Kits Electricity HA001
stirlingtechonline






$190.00
$254.99
Genmitsu CNC 3018-PRO Router Kit GRBL Control 3 Axis Plastic Acrylic PCB PVC Wood Carving Milling Engraving Machine, XYZ Working Area 300x180x45mm
SainSmart Official




$94.99
$109.99
AHS Woodmaster 4400 Maintenance Kit for Outdoor Wood Boiler Treatment
Alternative Heating & Supplies











$39.99
$49.99
Sunnytech Low Temperature Stirling Engine Motor Steam Heat Education Model Toy Kit For mechanical skills (LT001)
stirlingtechonline
Richard Hed
Well-Known Member
- Joined
- Nov 23, 2018
- Messages
- 2,620
- Reaction score
- 675
Even so, it sounds wonderful,not noisy and looks to run extremely wellIn the cold hard light of the next day , I have found that the covers to the explosion chambers leak, the flywheel needs better securing to the crank, the inlet valve springs are too strong, cylinder oiler needs a redesign ,and on and on, but yes, a start on the first day of trying seems to erase the memory of previous engines that took forever to cough into life. Still much to do before I sign off on this one though. Colin
- Joined
- Feb 20, 2010
- Messages
- 69
- Reaction score
- 18
Way to go Colin! Your engine looks great. A few of your fixes and just slow that baby down! You’ll love that engine.
Beautiful build Colin!
John W
John W
That is a lovely looking and running engine! Great work.
Is it to your own design, or do you have plans / castings kit?
Do you have any details of the build? Pics/videos etc.
I'd love to get a hold of some plans if you have some available, or point to a vendor.
Well done again! Beautiful craftmanship!
Is it to your own design, or do you have plans / castings kit?
Do you have any details of the build? Pics/videos etc.
I'd love to get a hold of some plans if you have some available, or point to a vendor.
Well done again! Beautiful craftmanship!
- Joined
- Oct 1, 2010
- Messages
- 1,386
- Reaction score
- 418
That's an admirable piece of work. Congratulations.
Thank You for posting.
--ShopShoe
Thank You for posting.
--ShopShoe
marvin hedberg
Active Member
https://www.martinmodel.com/collections/model-engine-casting-sets/products/mery-engine-casting-setThat is a lovely looking and running engine! Great work.
Is it to your own design, or do you have plans / castings kit?
Do you have any details of the build? Pics/videos etc.
I'd love to get a hold of some plans if you have some available, or point to a vendor.
Well done again! Beautiful craftsmanship!
oldengineguy
Well-Known Member
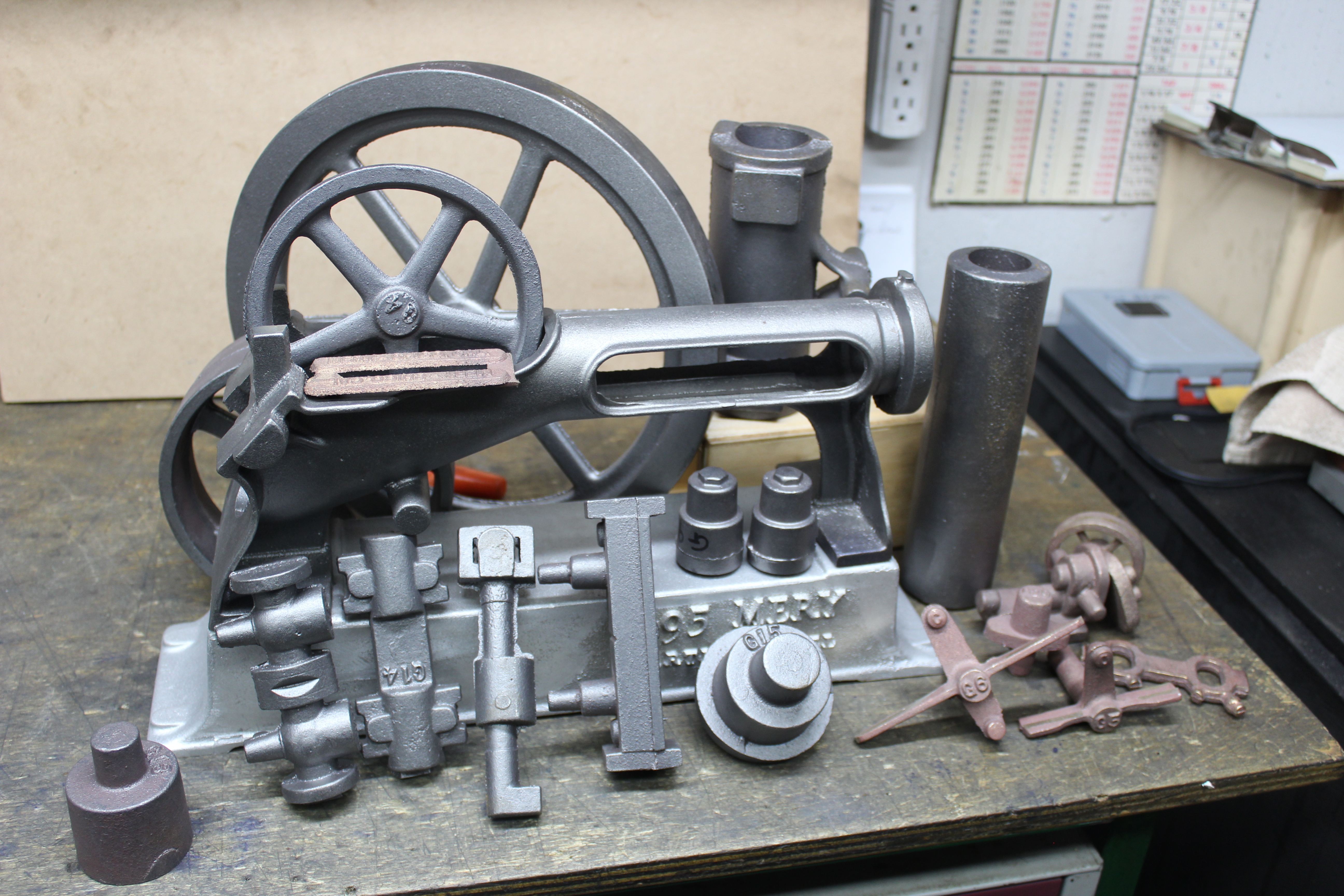
Marvin: this is a kit from Martin Models in Oregon I received it in the mail in Feb 2022 and began the build in March. The first things to do were to make a boring bar and table to fit my12x36 lathe in order to bore the main housing and cylinder. There are good drawings with this kit but absolutely no "hand holding" directions on how to go about the build. You must figure out for yourself. I just recently learned how to post pictures and although I did not make notes of of the build I did take a few pictures of set ups and procedures along the way. If there is interest I will post a couple of those pics and comment on what I'm doing . It may or may not be of help to someone who wants to make this unusual 6 stroke explosive engine. Colin
Attachments

aka9950202
Well-Known Member
- Joined
- Oct 24, 2010
- Messages
- 117
- Reaction score
- 33
Please share the pictures.
Cheers,
Andrew
Cheers,
Andrew
oldengineguy
Well-Known Member
There are 3 machined tabs on the frame that I assumed were made to parallel the bore, NEVER assume. All set ups were made with this as datum. The end result is that the bore "slopes" approx. .015 toward the crank end. This did not appear to be a major disaster at this time. Further work on the frame proved this wrong. Later set up to locate the main bearing (there is a Joe Pie Video explaining this, I don't know how to link) resulted in there being very little material to thread for main bearing bolts. I put 4 extra 4-40 studs and nuts on each main cap to spread the load.
Attachments





oldengineguy
Well-Known Member
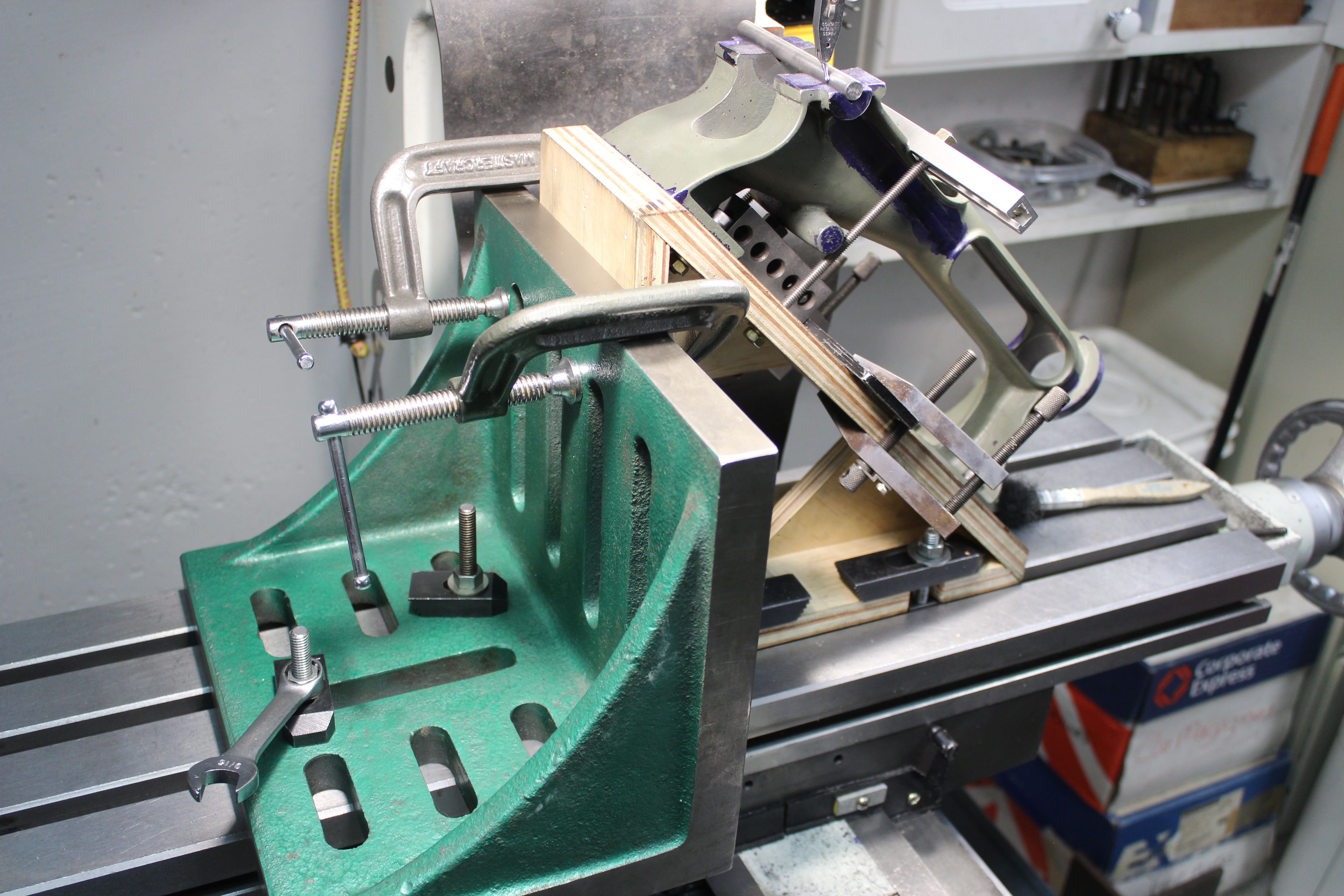
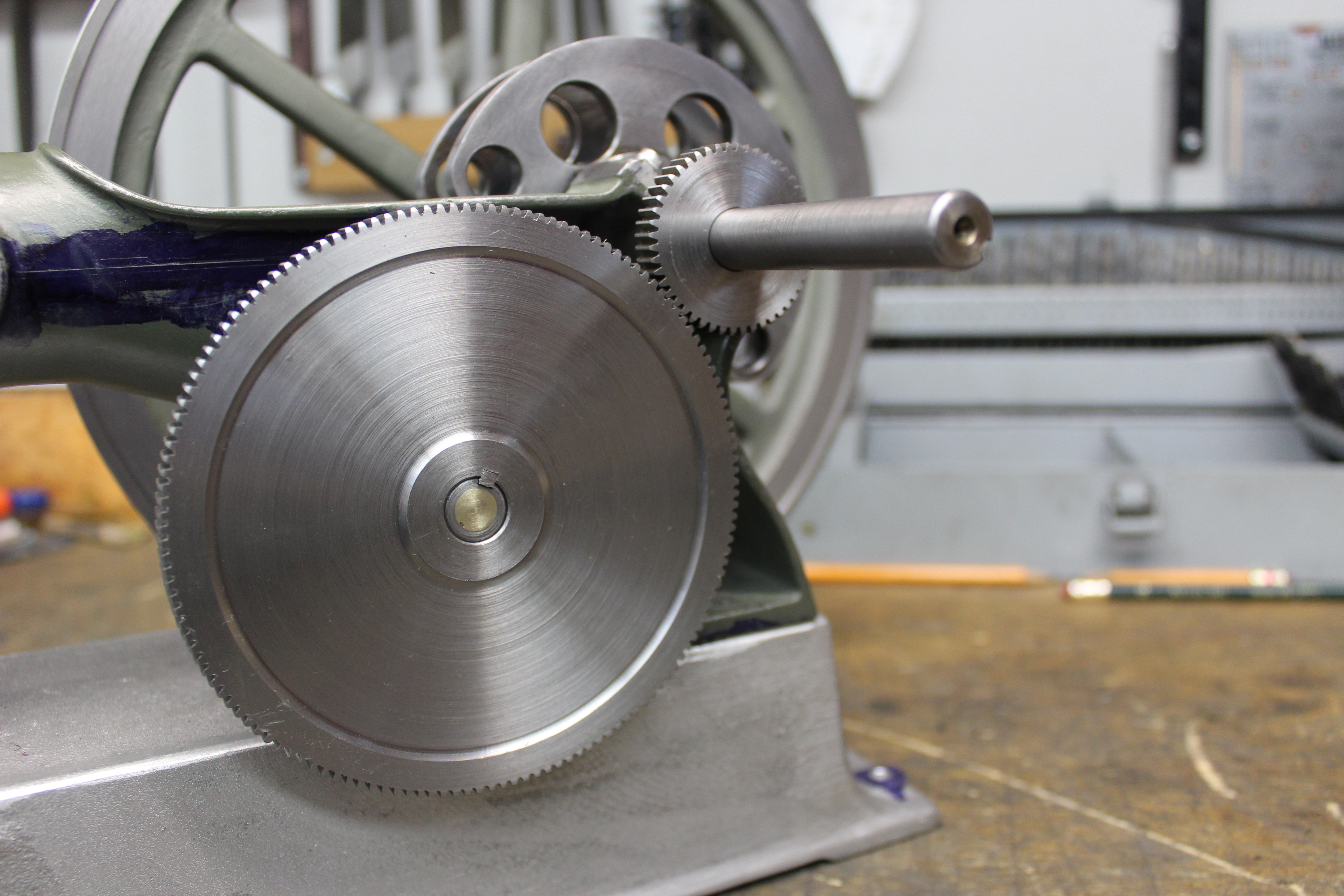
Picture 1041 shows the set up to locate the centre line of the crankshaft. I made a plywood fixture to hold the frame at 45 deg. to machine the bearing seats. Take time to set fixture accurately to all 3 axis. 54&56 show set up used to drill and bore for main bearings and camshaft. At this point the error in initial set up became really bothersome. There is not a lot of extra "meat" in the boss for the camshaft. Drawing calls for 32P gears of 50 and150 teeth and pitch circle of 3.125". Because the crank sits lower in the frame, this meant that the camshaft would be to far off centre to look right. I chose to make the gears 32P 48&144 teeth ,still a 3-1 ratio but with centre to centre distance of 3.0" which fit the casting better. This "fix" ended the compounding of errors related to the initial set-up. The engine looks and runs fine, unless someone counts the teeth or it sits next to another Mery, no one would ever know.
Oops, I told you. Can you keep a secret?
Oops, I told you. Can you keep a secret?
Attachments







oldengineguy
Well-Known Member
I prefer the look of crankshaft with counterweights rather than plain "blocks" as called out. Cut two discs of appropriate size then set up on rotary table to add features as desired. Shafts are 1/2" TGP steel .#1064 shows spacer blocks to hold parts together for silver soldering. Once soldered and cleaned up, I drilled and pinned the main shafts to the webs. They are straight1/8 tool steel in reamed .126 holes pressed in with green Loctite. Cut out centre of main shaft and mill flat.
Attachments





oldengineguy
Well-Known Member
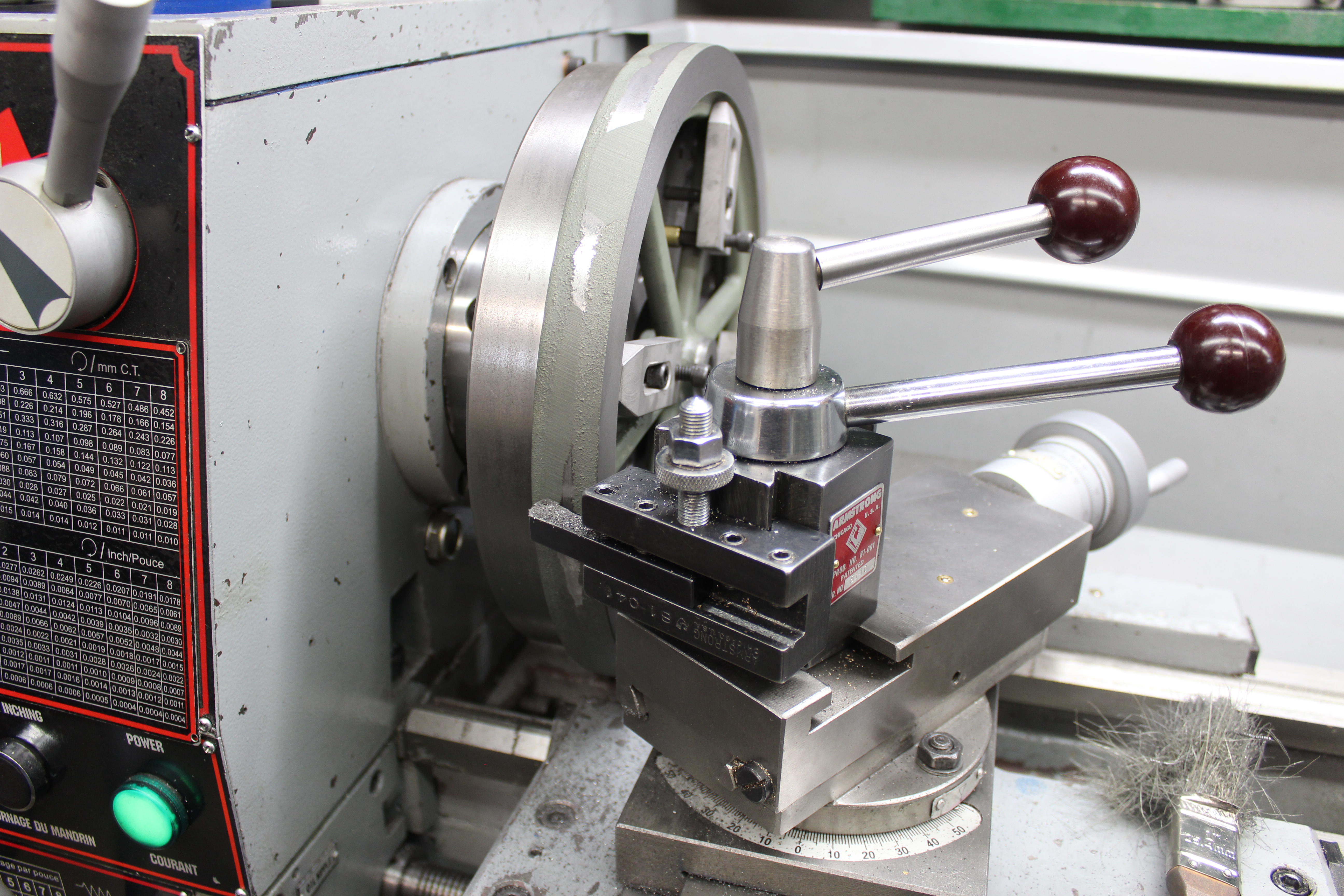
Pics 72&73 show the crosshead and conrod. Must have forgotten to take pics of these while making,. The conrod is straight forward turning a taper between two square shoulders. The crosshead is nerve wracking! The bronze shoes on the cross head are each held in place with a single 4-40 stud and nut, only 3 threads engaged. Then the assembly is centered and held on the 1/4 " piston rod while turning the shoes to fit the 1 1/2" bore. With every interrupted cut rotation I expected disaster, but all worked out O.K. Fly wheel is set up on a faceplate but even with a12x36 lathe the compound had to be reversed to get the tool out far enough to machine the rim The finished flywheel on the frame mounted on the base spins the crank nicely pushing the crosshead back and forth.
Attachments




oldengineguy
Well-Known Member
Set up to machine the faces for the inlet (explosion) chambers to use as a datum to bore the cylinder barrel. There are protrusions inside the barrel to locate the liner so this is an interrupted cut taking many fine cut passes. 1097 shows turning the O.D. of the liner to be a shrink fit(.002) in the barrel .After shrinking the parts together a pressure test of the water jacket revealed 2 blow holes in the casting. As I had many hours invested in this part I chose to repair rather than replace. I did contact Martin Models, Gary wished me luck with the repair and commented that sometimes problems don't show up until later in manufacture. I followed the direction of the holes and drilled/tapped for 6-32 brass screws Loctited in place. This fixed the problem. 1101 shows the barrel set up again to machine to length, I used a fly-cutter to do this.
Attachments







Similar threads
- Replies
- 12
- Views
- 2K
- Replies
- 15
- Views
- 4K
- Replies
- 49
- Views
- 6K