I have some 1144 stress proof steel left over from the Jaguar crankshaft. I need to make a pair of 24 DP gears to be the cam gears on my new side valve engine. Will there be any problems if I use the 1144 stress proof to make the gears from? Doesn't seem to me that there should be, but its always cheaper to ask first.-----Brian

You are using an out of date browser. It may not display this or other websites correctly.
You should upgrade or use an alternative browser.
You should upgrade or use an alternative browser.
Making Gears from 1144 Stress Proof Steel
- Thread starter Brian Rupnow
- Start date




Help Support Home Model Engine Machinist Forum:
This site may earn a commission from merchant affiliate
links, including eBay, Amazon, and others.
Swifty
Well-Known Member
I haven't used it, but after reading about it just now, I think that it would be ideal for gears. It's a good grade of steel that has been treated to take out any stress to avoid movement when machining long lengths, it states that it is supplied with a hardness of 17 Rc. (Rockwell C scale) This is no problem to machine with HSS cutters, but makes it a lot better in wear resistance. I've machined steel with 32Rc with HSS without any problems.
Paul.
Paul.
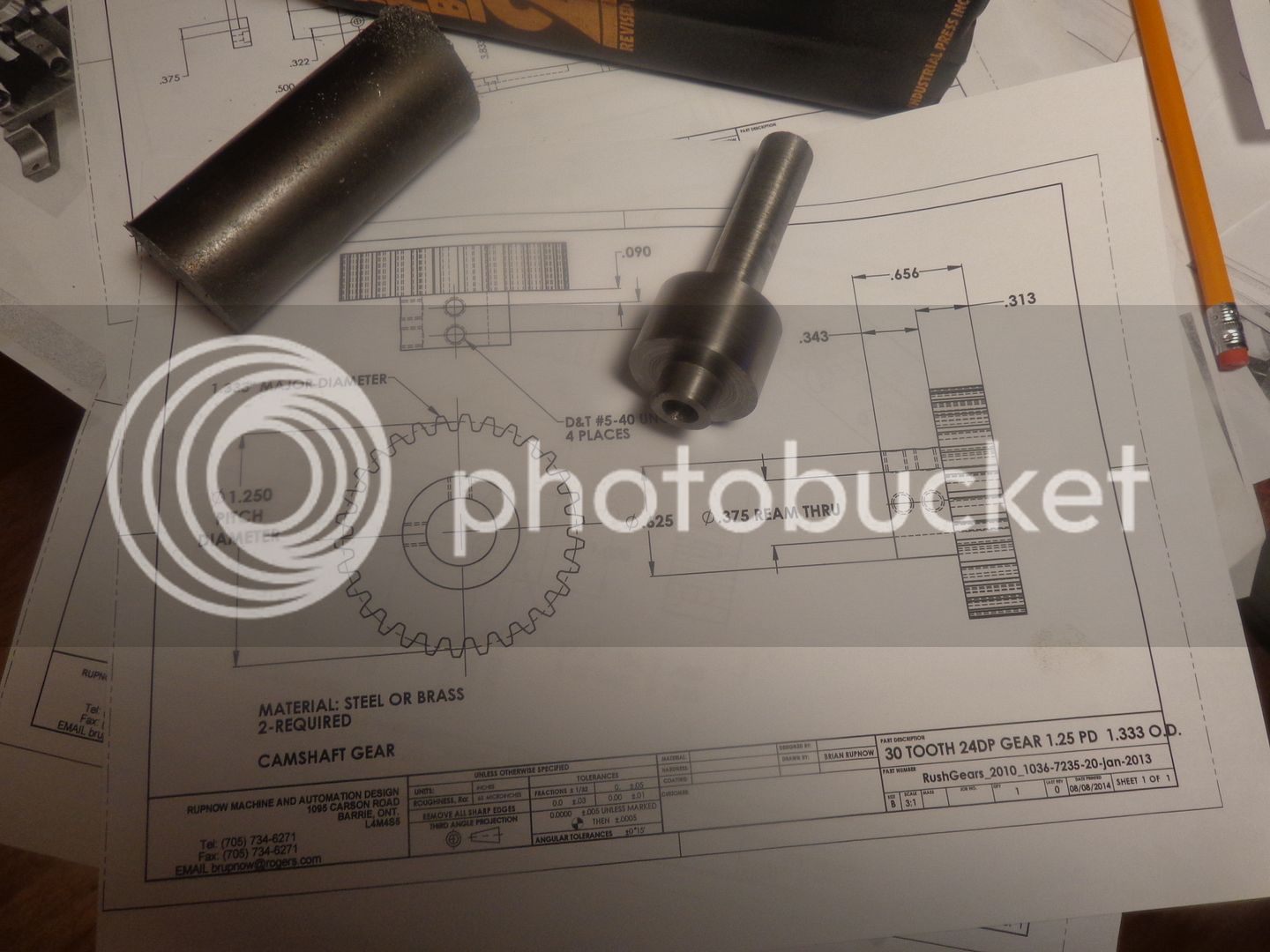
So here we have a pair of gears being born!! I had a 7" length of 1144 stress proof steel x 1 3/8" diameter left over from making the crankshaft for the Jaguar/Canadian Cub, and the o.d. of the timing gears for my side valve engine is 1.33 major diameter. I cut the 7" length in half, turned the short end to 5/8" diameter, turned the o.d. to 1.33" diameter, and drilled and reamed the 3/8" bore 2" deep all in one set-up. I then reversed the part in the 3 jaw chuck and turned the other end to 5/8" diameter. Next step will be to set it up in the chuck on my rotary table and make one long gear, then saw it in half in the bandsaw and turn the face of each remaining gear half to the correct length, then cut off the long hub to leave a .343 long hub. Then I will add the set screw holes.

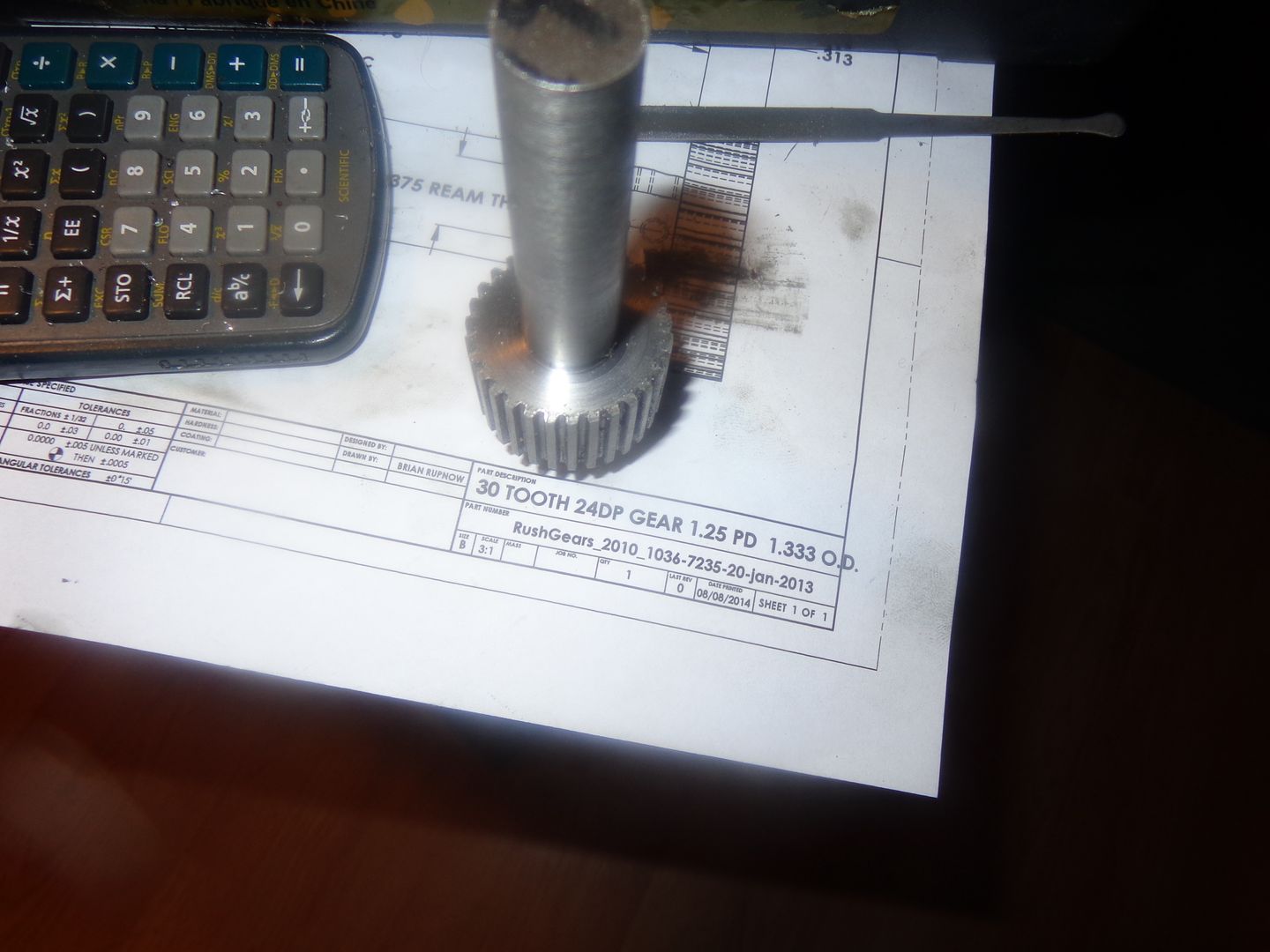
My small mill did not enjoy cutting this 1144 stress proof at all -at all. This stuff cuts much harder than mild steel or brass. Poor mill was shaking and quivering, and I could tell that I was hurting it. I did cut all the way round, and I did get the right number of teeth, but I think all the shaking and shuddering may have thrown the 3 jaw chuck out of center, as the teeth on one side are deeper than the other, and the tooth form is off. I will center up the 3 jaw on the rotary table and see if I can re-cut this gear and save it. So---A lesson learned here. If you have a small mill and not a full size Bridgeport or equal, you probably shouldn't use 1144 stress proof for gears.


- Joined
- Jul 16, 2007
- Messages
- 3,028
- Reaction score
- 1,119
Brian,
It's not a matter of using 1144 for gears but rather the rigidity of the mill. When you first posted the D.P. of the gears you were going to cut I wondered why you would be making them so coarse. 32 or even 48 would have been much easier on the mill and would be more than strong enough to open valves.
And you are correct. By looking at the gear it seems to have the right profile and depth on one side but is much shallower on the other. I doubt that it will mesh properly.
gbritnell
It's not a matter of using 1144 for gears but rather the rigidity of the mill. When you first posted the D.P. of the gears you were going to cut I wondered why you would be making them so coarse. 32 or even 48 would have been much easier on the mill and would be more than strong enough to open valves.
And you are correct. By looking at the gear it seems to have the right profile and depth on one side but is much shallower on the other. I doubt that it will mesh properly.
gbritnell
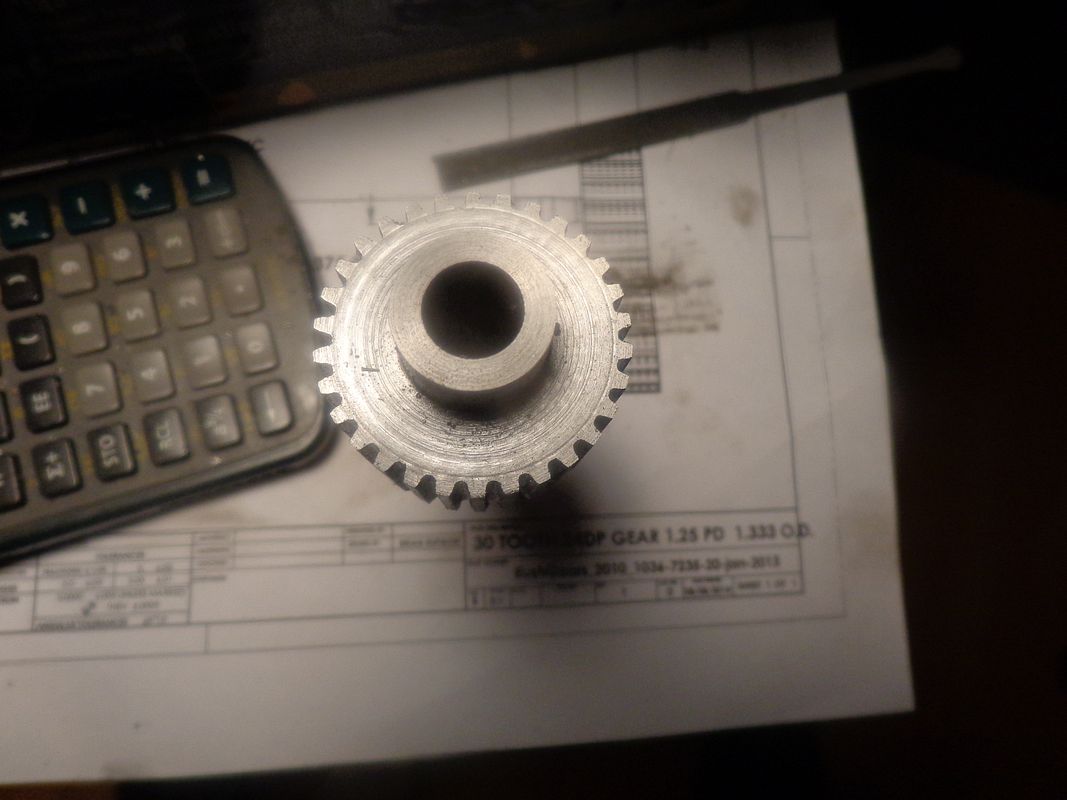
It seems the day is saved!!! I tore everything down re-centered the chuck on the rotary table (it was about .008" total runout), then set everything up again, eyeballed to make sure I was cutting in a space, not on a tooth, and went around again--all 30 spaces. Gear now looks good, all teeth are the same height and same shape. I will know better when I get all the gears made and mounted, but I think it's going to be okay.



$403.09
DM14 Engine Build Kit, Metal Engine Build Model Great Metal Material for Engineer for Factory
Easoger Official



$59.99
Sunnytech Hot Air Stirling Engine Motor Model Educational Toy Electricity Generator Colorful LED (SC001)
stirlingtechonline


$190.00
$254.99
Genmitsu CNC 3018-PRO Router Kit GRBL Control 3 Axis Plastic Acrylic PCB PVC Wood Carving Milling Engraving Machine, XYZ Working Area 300x180x45mm
SainSmart Official





$94.99
$109.99
AHS Woodmaster 4400 Maintenance Kit for Outdoor Wood Boiler Treatment
Alternative Heating & Supplies

$15.99 ($0.05 / Count)
$18.99 ($0.06 / Count)
HongWay 300pcs 2 Inches Sanding Discs Pad Kit for Drill Sanding Grinder Rotary Tools with Backer Plate Shank and Soft Foam Buffering Pad, Sandpapers Includes 60-3000 Grit
HongWay US


$104.99
Sunnytech Hot Air Stirling Engine Motor Steam Heat Education Model Toy Kit M16-CF
stirlingtechonline
















$99.99
$109.99
AmTech300 - Boiler Treatment Professional Strength (Rust Inhibitor For Outdoor Wood Boilers)
Alternative Heating & Supplies






$28.51
$45.00
Key Contemporary Buildings: Plans, Sections and Elevations (Key Architecture Series)
Lions Den Books321





$39.99
$49.99
Sunnytech Low Temperature Stirling Engine Motor Steam Heat Education Model Toy Kit For mechanical skills (LT001)
stirlingtechonline



$649.00
$699.00
FoxAlien Masuter Pro CNC Router Machine, Upgraded 3-Axis Engraving All-Metal Milling Machine for Wood Acrylic MDF Nylon Carving Cutting
FoxAlien Official


$188.98
TM NEXDYNAMI RE41157 Water Pump Compatible With/Replacement For/John Deere 6200 7400 6300 6600 6500 6400 7220 7600 7200 RE41157
VIVID MARKET CORPORATION













George--I cut the gear to 24 DP because that is the set of cutters I have. I have cut gears for all my other engines with the same cutters using brass, bronze, cast iron, and mild steel. Never had a problem. This stress proof is much harder than anything else I have cut.
Don't get me wrong.--I'm not saying its bad stuff to make gears from. However it seems to be extremely hard to cut on a small mill, much harder to cut than mild steel. If I had a larger mill, I probably would have been fine with it.
- Joined
- Mar 9, 2010
- Messages
- 597
- Reaction score
- 704
Would it make it easier on the machine to take multiple, shallower passes on the teeth? As long as everything is held tight, should be able to go around the gear once at partial depth, and repeat deeper cuts for final depth. I've done that at times when using a home-made flycutter for large-tooth clock gears, reduced the chatter/load a lot. Should work for normal multi-tooth gear cutters too.
Crueby--I tried it at half the cut depth of .089", but it didn't seem to make a lot of difference.---And there are only so many times I want to go around cutting 30 teeth. The second and final set-up after I had re-centered the chuck went very easily, because 90% of the tooth depth was already cut.
Old age and treachery triumph once again!!! The gear has now been split and finished and mounted on two 3/8" diameter dowels mounted in two reamed holes exactly 1.25" apart (The pitch diameter of the gears)---They mesh perfectly. Hurray for my side!!!


George Britnell---At the time I was considering buying gear cutters, I posted the question on two or three forums, asking advice as to what would be best, 32 DP or 24 DP. I truly didn't know, and was seeking input from the more knowledgeable machinists . I never did get a clear answer, so concluded that most people on these forums simply didn't know the answer. In retrospect, if I had it to do over again, I might buy 32DP, but the 24DP have worked fine for me. Today was the first I have ever had a problem cutting 24 DP gears with my mill. I used exactly the same set-up, depth of cut, and feed rate as I have used with many previous gears, and I was actually getting SPARKS off the 1144 stress proof as I cut it. This surprised me, because I had no problem cutting the 1144 stress proof in my lathe.
rklopp
Well-Known Member
- Joined
- Oct 6, 2008
- Messages
- 393
- Reaction score
- 109
I have used with many previous gears, and I was actually getting SPARKS off the 1144 stress proof as I cut it.
That is strange. The sparks would not be for lack of machine rigidity, but something more fundamental, like not having real 1144, or having an improperly sharpened cutter, a really, really dull cutter, or a backward cutter (just saying'). I have cut 1144 gears, and the stuff cut like butter, as I'd expect for that material. My gears were 48 DP, and I have a nice rigid horizontal mill. Nonetheless, your sparking experience seems strange. 1144 is not that hard. I have gotten sparks cutting HRC 50 material.
- Joined
- Jul 16, 2007
- Messages
- 3,028
- Reaction score
- 1,119
I have to agree with rklopp on this one. Here's a link to steel machinability specs for steels http://www.carbidedepot.com/formulas-machinability.htm
When comparing 1018 to 1144 stress proof the 1144 has a rating of 83% while the 1018 is only 78%. Even if you look at straight stress proof (whatever that is) it is 76% which is much closer to 1018.
If you were getting sparks I would check the edge on your cutter before using it again.
gbritnell
When comparing 1018 to 1144 stress proof the 1144 has a rating of 83% while the 1018 is only 78%. Even if you look at straight stress proof (whatever that is) it is 76% which is much closer to 1018.
If you were getting sparks I would check the edge on your cutter before using it again.
gbritnell
Machinability is a factor which includes how easy it is to achieve an acceptable surface finish and tool life of a machined part. Machinability does not directly indicate how much power is required to make a cut. 1144 appears to be available in different hardness. I see the above quoted 17HRC(BHN 217) but my normal source puts it at 26HRC(BHN~260), while 1018 is only BHN 160 or so. The hardness of the material is used to make the machining power calculation. 1144 will take significantly more power to cut than 1018. However, HRC26 steel should still cut nicely.
What size cutter(2 1/4"?) was used and what was RPM? For the recommended surface speed with a 2.25" cutter RPM should be ~250.
Greg
What size cutter(2 1/4"?) was used and what was RPM? For the recommended surface speed with a 2.25" cutter RPM should be ~250.
Greg
Similar threads
- Replies
- 6
- Views
- 1K