With the arrival of a new tooling plate for my mill, I decided it was finally time to make some low-profile eccentric clamps. These are taken from the Mitee-Bite design (patented, but that's ok for personal use), but with some variations I wanted to try. Also check out Rick Sparber's great article on the same topic at: http://rick.sparber.org/Articles/tc.pdf
The tooling plate is tapped 10-32 (btw, I think next time I'll go for 1/4-20) and poking around, it looked like .040" was a reasonable throw value for a 10-32 size clamp. Firing up Marv's ECCENT program, told me I needed about a .030" shim to get a .020" offset out of my 3-jaw.
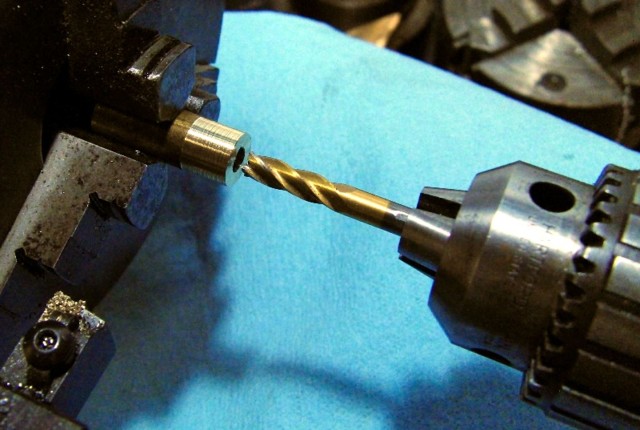
Scrounging around the scrap box came up with a scrapped small sterling fan blade of 1/32" brass (close enough) and a chunk of 1" 12L14 steel rod. I chucked up the rod with the shim in place and drilled and tapped a loose 10-32, creating the offset hole (I skipped the set-screw thing Rick did and preferred to have the screw all the way threaded into the block before turning the head-- 10-32s can bend too easily)
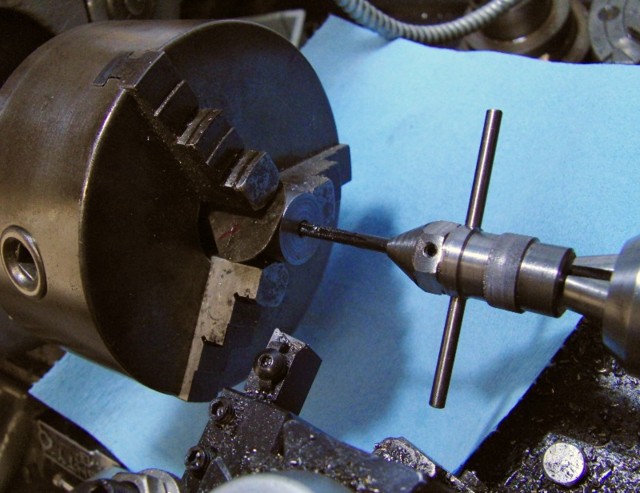 (also note the Marv-style tap holder)
(also note the Marv-style tap holder)
Then I removed the shim and screwed a 10-32 button-head in as far as it would go and turned it down to .250" diameter (actually after the first one I made the little boss to screw the screws to make it easier to cut them all the way)
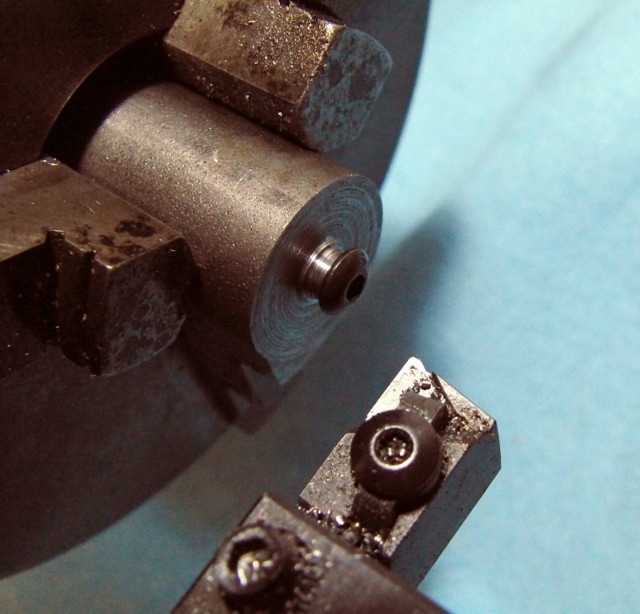
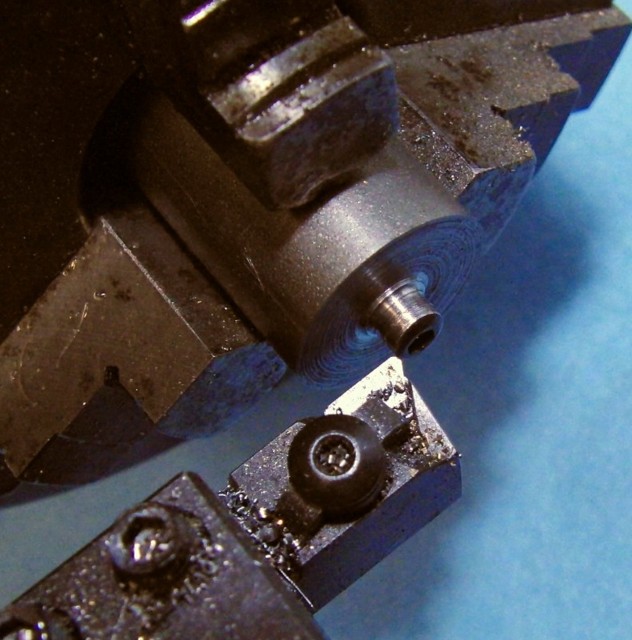
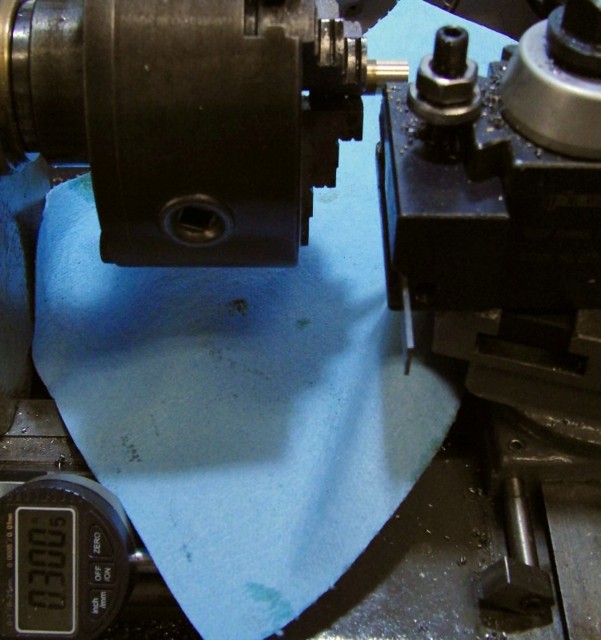
With the lathe set up like that I made a batch more offset button-head screws.
Then I chucked up some 1/2" brass rod (hex would be better, but the cupboard was bare of that-- see below), drilled it out with a #2 drill (you need a large clearance hole for the offset screws-- I just kept trying larger and larger drills..)
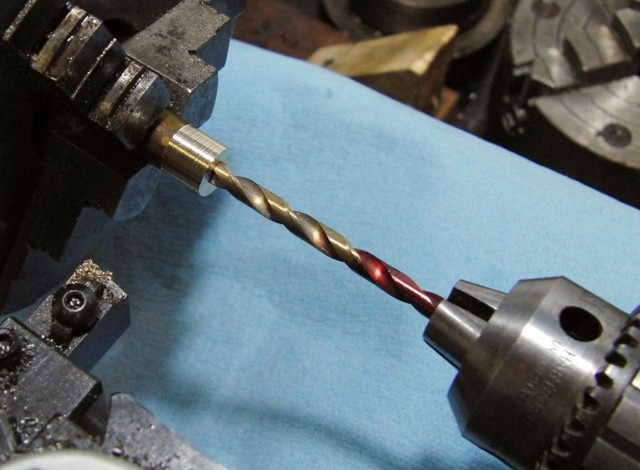
Then ran a 1/4" end-mill in .125" to create a flat-bottomed hole for the bolt heads (not the ideal solution, but works in this case)
and parted off to leave a .250" tall cup washer. Easy to make a bunch quickly.
Here's a fuzzy shot of the bolt and washer pair:

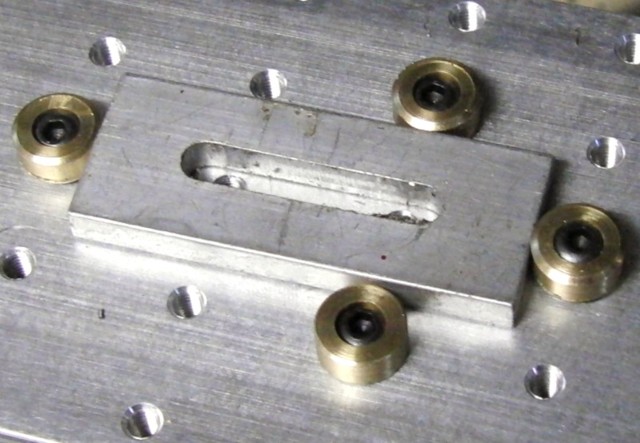
Here they are in use-- the trick is to run the screw down to the table, then back it off up to a full turn to the most-open position, then insert the part to be clamped and tighten the screws to hold it. Normally you'd probably want to use a fixed-jaw block on one or two sides of the workpiece or you could go nuts indexing it in.
What's next? I want to make some hex washers wherein the distance from each side to the center increases by the throw of the eccentric, so as to create the most possible range from each set.. hmm.. maybe time to poke around Marv's site agan.. he might already have a cutting program for that...")
The tooling plate is tapped 10-32 (btw, I think next time I'll go for 1/4-20) and poking around, it looked like .040" was a reasonable throw value for a 10-32 size clamp. Firing up Marv's ECCENT program, told me I needed about a .030" shim to get a .020" offset out of my 3-jaw.
Scrounging around the scrap box came up with a scrapped small sterling fan blade of 1/32" brass (close enough) and a chunk of 1" 12L14 steel rod. I chucked up the rod with the shim in place and drilled and tapped a loose 10-32, creating the offset hole (I skipped the set-screw thing Rick did and preferred to have the screw all the way threaded into the block before turning the head-- 10-32s can bend too easily)
Then I removed the shim and screwed a 10-32 button-head in as far as it would go and turned it down to .250" diameter (actually after the first one I made the little boss to screw the screws to make it easier to cut them all the way)
With the lathe set up like that I made a batch more offset button-head screws.
Then I chucked up some 1/2" brass rod (hex would be better, but the cupboard was bare of that-- see below), drilled it out with a #2 drill (you need a large clearance hole for the offset screws-- I just kept trying larger and larger drills..)
Then ran a 1/4" end-mill in .125" to create a flat-bottomed hole for the bolt heads (not the ideal solution, but works in this case)
and parted off to leave a .250" tall cup washer. Easy to make a bunch quickly.
Here's a fuzzy shot of the bolt and washer pair:
Here they are in use-- the trick is to run the screw down to the table, then back it off up to a full turn to the most-open position, then insert the part to be clamped and tighten the screws to hold it. Normally you'd probably want to use a fixed-jaw block on one or two sides of the workpiece or you could go nuts indexing it in.
What's next? I want to make some hex washers wherein the distance from each side to the center increases by the throw of the eccentric, so as to create the most possible range from each set.. hmm.. maybe time to poke around Marv's site agan.. he might already have a cutting program for that...





![DreamPlan Home Design and Landscaping Software Free for Windows [PC Download]](https://m.media-amazon.com/images/I/51kvZH2dVLL._SL500_.jpg)