
You are using an out of date browser. It may not display this or other websites correctly.
You should upgrade or use an alternative browser.
You should upgrade or use an alternative browser.
Making a QCTP (Quick change tool post)
- Thread starter Majorstrain
- Start date




Help Support Home Model Engine Machinist Forum:
This site may earn a commission from merchant affiliate
links, including eBay, Amazon, and others.
Majorstrain
Well-Known Member
- Joined
- Dec 24, 2008
- Messages
- 304
- Reaction score
- 4
Thanks Chris and Dave,
On that note, would you recommend using a slightly bigger tap drill on 4140 or just use the recommended size?
Cheers
Phil
steamer said:the next tough part is all the tapped holes!
On that note, would you recommend using a slightly bigger tap drill on 4140 or just use the recommended size?
Cheers
Phil
4140! Well that explains the endmill wear! ;D
Yes, I would not use the standard 75% depth of thread for 4140, try 50% depth first....and don't even think about using #6...... :big:
Get yourself some EXCELLENT quality HSS two flute spiral gun taps....don't cheap out here with taps if your doing that many holes in 4140....it's not worth it.
Gun taps will push the chip forward and be very free cutting, but you can only take advantage of that with through holes.....like on a tool holder. I think I'd just find a cliff to jump off of if they were all blind holes.. :big:
Dave
Yes, I would not use the standard 75% depth of thread for 4140, try 50% depth first....and don't even think about using #6...... :big:
Get yourself some EXCELLENT quality HSS two flute spiral gun taps....don't cheap out here with taps if your doing that many holes in 4140....it's not worth it.
Gun taps will push the chip forward and be very free cutting, but you can only take advantage of that with through holes.....like on a tool holder. I think I'd just find a cliff to jump off of if they were all blind holes.. :big:
Dave
Majorstrain
Well-Known Member
- Joined
- Dec 24, 2008
- Messages
- 304
- Reaction score
- 4
G'day all,
After cutting up the tool holder blank at work into aproximatly 55mm lengths, I brought them home and set about sqauring them up and reducing the width to 70mm to match the tool post.
The first operation was reducing the width of the holder. Reference height was taken from the dovetail edge on the moveable jaw of the vice.
Once one side was done, I flipped it over and did the other side. This ensured that the dovetail was central.
All 11 holders were done before moving on to the next operation.

Next was to square up and clean up the adjacent side. Again all 11 were done on one side before flipping them over and milling the final side to size.

There has been a bit of talk about vice stops and alike, this is what I use as a stop.

Any way, with reference points set in the DRO.
The height adjusting slot was milled using an 8mm universal mill 8mm deep in one pass.

Again all 11 done.

The next job was to drill and tap the height adjusting screw thread. (drawing has M5, I changed it to M6)
I took your advice on the depth of tread Dave and used a drill bit for a 50% DOT.
I have a set of Sutton power taps that I used. They draw the swarf out the top as they tap. Good for blind holes as well.
I bought the set when I had to tap 100 blind holes in aluminium. M3 was the size needed but I got the set any way.


That was the last operation that I finished all 11 holders at the same time.
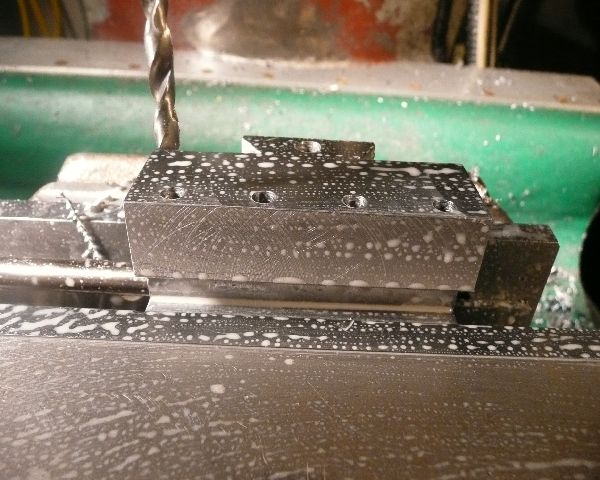
Now it's time to individualise the holders for there intended tools.
When I cutt up the 600mm tool holder blank, the last holder ended up only 40mm high. I started with this one as a test piece.
It will be made to hold 1/4" HSS tooling.
I milled an 8mm wide slot 7mm deep across the holder and then drilled and tapped 4 M5 holes to hold the tool.


[ame]http://www.youtube.com/watch?v=mMU3Q0ovJ2g[/ame]
The tapping is done at 50 rpm and the quill hand feed until the tap bites, then the quill draws itself down and my hand moves to the reverse switch.
When the right depth is reached, I flick the mill into reverse and assist the tap by taking up the weight of the quill with the feed leaver. Again it feeds itself out.
Lots of motion lotion helps (cutting oil)
One down 10 to go. ;D
I did two more holders before I called it quits for the night.
They were some standard holders that can take 16mm tooling. (although I only have 12mm tooling)
Milled a 20mm wide slot 17mm deep in two passes (8mm deep each). Then a couple of clean up passes of 0.1mm on the sides.

Drilled and tapped 3 M10 holes for the tool holding bolts.

Just in case you didn't get bored watching the first tapping movie, here is the M10 being power tapped. :big:
[ame]http://www.youtube.com/watch?v=VSVIPNA0oDo[/ame]
Ah, Not quite as exciting as watching paint dry. th_wav
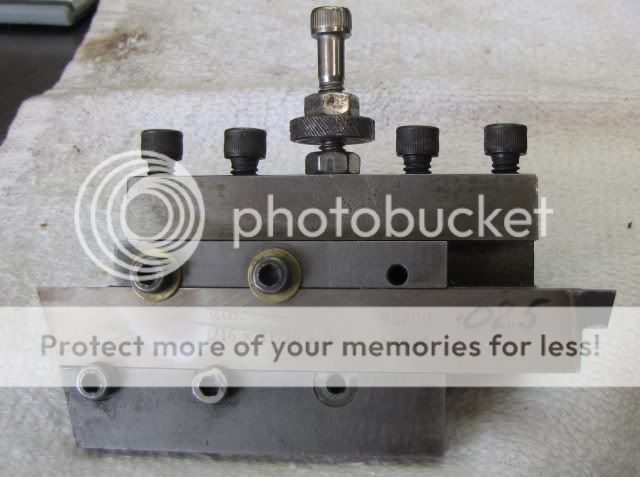
This is the progress so far. The M10 bolts will be changed for cap screws when I get some.

And the same on the tool post.
1/4" tool holder

Standard holder


Well bye for now,
Phil
After cutting up the tool holder blank at work into aproximatly 55mm lengths, I brought them home and set about sqauring them up and reducing the width to 70mm to match the tool post.
The first operation was reducing the width of the holder. Reference height was taken from the dovetail edge on the moveable jaw of the vice.
Once one side was done, I flipped it over and did the other side. This ensured that the dovetail was central.
All 11 holders were done before moving on to the next operation.
Next was to square up and clean up the adjacent side. Again all 11 were done on one side before flipping them over and milling the final side to size.
There has been a bit of talk about vice stops and alike, this is what I use as a stop.
Any way, with reference points set in the DRO.
The height adjusting slot was milled using an 8mm universal mill 8mm deep in one pass.
Again all 11 done.
The next job was to drill and tap the height adjusting screw thread. (drawing has M5, I changed it to M6)
steamer said:Yes, I would not use the standard 75% depth of thread for 4140, try 50% depth first....and don't even think about using #6...... :big:
Get yourself some EXCELLENT quality HSS two flute spiral gun taps....don't cheap out here with taps if your doing that many holes in 4140....it's not worth it.
Gun taps will push the chip forward and be very free cutting, but you can only take advantage of that with through holes.....like on a tool holder. I think I'd just find a cliff to jump off of if they were all blind holes.. :big:
Dave
I took your advice on the depth of tread Dave and used a drill bit for a 50% DOT.
I have a set of Sutton power taps that I used. They draw the swarf out the top as they tap. Good for blind holes as well.
I bought the set when I had to tap 100 blind holes in aluminium. M3 was the size needed but I got the set any way.
That was the last operation that I finished all 11 holders at the same time.
Now it's time to individualise the holders for there intended tools.
When I cutt up the 600mm tool holder blank, the last holder ended up only 40mm high. I started with this one as a test piece.
It will be made to hold 1/4" HSS tooling.
I milled an 8mm wide slot 7mm deep across the holder and then drilled and tapped 4 M5 holes to hold the tool.
[ame]http://www.youtube.com/watch?v=mMU3Q0ovJ2g[/ame]
The tapping is done at 50 rpm and the quill hand feed until the tap bites, then the quill draws itself down and my hand moves to the reverse switch.
When the right depth is reached, I flick the mill into reverse and assist the tap by taking up the weight of the quill with the feed leaver. Again it feeds itself out.
Lots of motion lotion helps (cutting oil)
One down 10 to go. ;D
I did two more holders before I called it quits for the night.
They were some standard holders that can take 16mm tooling. (although I only have 12mm tooling)
Milled a 20mm wide slot 17mm deep in two passes (8mm deep each). Then a couple of clean up passes of 0.1mm on the sides.
Drilled and tapped 3 M10 holes for the tool holding bolts.
Just in case you didn't get bored watching the first tapping movie, here is the M10 being power tapped. :big:
[ame]http://www.youtube.com/watch?v=VSVIPNA0oDo[/ame]
Ah, Not quite as exciting as watching paint dry. th_wav
This is the progress so far. The M10 bolts will be changed for cap screws when I get some.
And the same on the tool post.
1/4" tool holder
Standard holder
Well bye for now,
Phil











$443.98
TM NEXDYNAMI AT29618 Water Pump Compatible With/Replacement For John Deere 1020 1520 2020 300 301 400 401 440 440A 480 AT29618
VIVID MARKET CORPORATION
![DreamPlan Home Design and Landscaping Software Free for Windows [PC Download]](https://m.media-amazon.com/images/I/51kvZH2dVLL._SL500_.jpg)
$0.00
DreamPlan Home Design and Landscaping Software Free for Windows [PC Download]
Amazon.com Services LLC



$39.99
$49.99
Sunnytech Low Temperature Stirling Engine Motor Steam Heat Education Model Toy Kit For mechanical skills (LT001)
stirlingtechonline






$38.26
$49.99
Becker CAD 12 3D - professional CAD software for 2D + 3D design and modelling - for 3 PCs - 100% compatible with AutoCAD
momox Shop





![TurboCAD 2020 Designer [PC Download]](https://m.media-amazon.com/images/I/51UKfAHH1LL._SL500_.jpg)





$519.19
$699.00
FoxAlien Masuter Pro CNC Router Machine, Upgraded 3-Axis Engraving All-Metal Milling Machine for Wood Acrylic MDF Nylon Carving Cutting
FoxAlien Official
![MeshMagic 3D Free 3D Modeling Software [Download]](https://m.media-amazon.com/images/I/B1U+p8ewjGS._SL500_.png)

























$54.46
Amana Tool - 46280 CNC 2D & 3D Carving 6.2 Deg Tapered Angle Ball Tip x 1/32 Dia x 1/64
Express Tool Supply






Majorstrain
Well-Known Member
- Joined
- Dec 24, 2008
- Messages
- 304
- Reaction score
- 4
Thanks Arnold, Kustomkb, Dave and Cliff for your kind comments and advice.
When I tighten up the ER32 collet that holds the tap, I just snug it up. That way the tap will slip in the collet and not break. If it slips under normal load, just stop the mill and snug it up a bit more in position.
If anyone has pictures or an explanation on how they made special tool holders it would be greatly appreciated. I'm looking for ideas including parting off holders and boring bars etc.
Cheers,
Phil
When I gave the run down on the tapping I should have included this very important bit of information.Cliff said:Phil looking real nice. I never had the balls to tap like that be my luck to break the tap right off and ruin the part. Cliff
When I tighten up the ER32 collet that holds the tap, I just snug it up. That way the tap will slip in the collet and not break. If it slips under normal load, just stop the mill and snug it up a bit more in position.
If anyone has pictures or an explanation on how they made special tool holders it would be greatly appreciated. I'm looking for ideas including parting off holders and boring bars etc.
Cheers,
Phil
Hi Phil,
Oh I have GOT to get me one of those taps!......
Of course,neither of my mills have a quil..... :big:
Looking good! Thanks for the video too.....It's really nice to see it done.
Dave
PS hope the cut is healing well......sans alcohol :big:
Oh I have GOT to get me one of those taps!......
Of course,neither of my mills have a quil..... :big:
Looking good! Thanks for the video too.....It's really nice to see it done.
Dave
PS hope the cut is healing well......sans alcohol :big:
Majorstrain
Well-Known Member
- Joined
- Dec 24, 2008
- Messages
- 304
- Reaction score
- 4
Thanks to all who made comments and gave advice along the way. :bow: :bow:
I'll pop back here to document the making of some non standard tool holders, but that's it for now.
Next project is to cut some missing change gears for the lathe.
This will encompass forming a single point involute tool to fit a fly cutter, and then cutting the gears.
If it hasn't been documented before, I'll spit some pictures out for that one as well.
Then maybe I can get back to Elmer's #24 beam engine that is half done and the boiler to suit.
Kind regards,
Phil
Thanks Dave, it's a knife like cut under the thumb knuckle. Doing well but not healed yet.
I must remember to keep the alcohol for drinking not washing parts. ;D
Can't say I like the taste of Metho though, and the parts don't come out quite as clean if I use bourbon. scratch.gif
I'll pop back here to document the making of some non standard tool holders, but that's it for now.
Next project is to cut some missing change gears for the lathe.
This will encompass forming a single point involute tool to fit a fly cutter, and then cutting the gears.
If it hasn't been documented before, I'll spit some pictures out for that one as well.
Then maybe I can get back to Elmer's #24 beam engine that is half done and the boiler to suit.
Kind regards,
Phil
steamer said:PS hope the cut is healing well......sans alcohol :big:
Thanks Dave, it's a knife like cut under the thumb knuckle. Doing well but not healed yet.
I must remember to keep the alcohol for drinking not washing parts. ;D
Can't say I like the taste of Metho though, and the parts don't come out quite as clean if I use bourbon. scratch.gif
- Joined
- Feb 17, 2008
- Messages
- 2,330
- Reaction score
- 445
Phil,
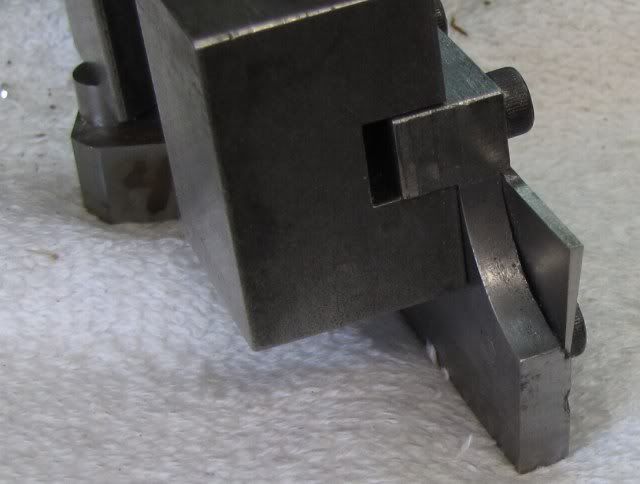
Here is a cutoff blade tool holder that I made a long time ago.
The support for the blade goes under the blade to keep it rigid as possible. As shown it has a 0.060 blade and will cut off up to 1.25 inches.
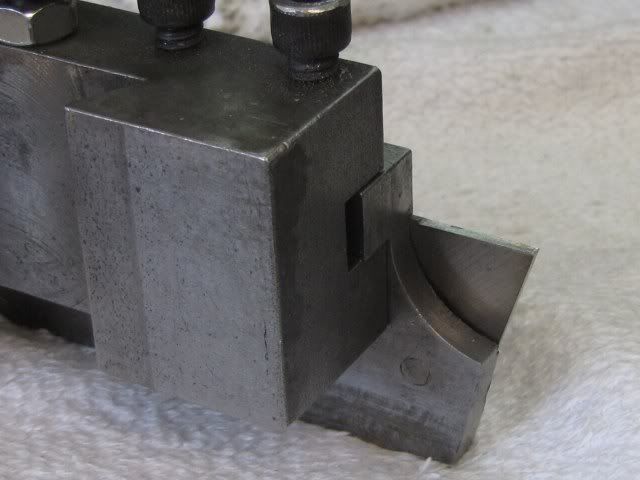
The notch for the blade is as snug fit on the blade. It is 0.050 deep at the top of the blade and at the bottom of the blade there is a section about .09 wide that is only 0.033 deep. This keeps the side relief angles equal on both sides of the blade, but if you build one you should probably check your blade as it may be different. In the second photo you can see the small step at the bottom of the blade.
The blade is held in with 10-32 socket head cap screws. On the top of the blade, the blade is thicker than the notch is deep so washers clamp the blade in place. On the bottom, the blade is recessed into the holder, so the 10-32 holes are counter bored so they will clamp on the blade.
Mine is set up with a 0.625 radius support for the 1.25 max cut off diameter.
In use, the blade is indicated in to be perpendicular to the work and with the tip on the center line of the work.
Note the non-active end of the blade has been ground to 0.025 wide for cutting narrow fin slots on small IC engine cylinders. It is easy to reverse or change the blade for such operations.
My tooling is not a nice looking as yours, but it is functional. Thanks for the nice how to thread.
Gail in NM,USA
Here is a cutoff blade tool holder that I made a long time ago.
The support for the blade goes under the blade to keep it rigid as possible. As shown it has a 0.060 blade and will cut off up to 1.25 inches.
The notch for the blade is as snug fit on the blade. It is 0.050 deep at the top of the blade and at the bottom of the blade there is a section about .09 wide that is only 0.033 deep. This keeps the side relief angles equal on both sides of the blade, but if you build one you should probably check your blade as it may be different. In the second photo you can see the small step at the bottom of the blade.
The blade is held in with 10-32 socket head cap screws. On the top of the blade, the blade is thicker than the notch is deep so washers clamp the blade in place. On the bottom, the blade is recessed into the holder, so the 10-32 holes are counter bored so they will clamp on the blade.
Mine is set up with a 0.625 radius support for the 1.25 max cut off diameter.
In use, the blade is indicated in to be perpendicular to the work and with the tip on the center line of the work.
Note the non-active end of the blade has been ground to 0.025 wide for cutting narrow fin slots on small IC engine cylinders. It is easy to reverse or change the blade for such operations.
My tooling is not a nice looking as yours, but it is functional. Thanks for the nice how to thread.
Gail in NM,USA
Majorstrain
Well-Known Member
- Joined
- Dec 24, 2008
- Messages
- 304
- Reaction score
- 4
Thanks Gail,
I've got an inset type cut off tool that I have never used because I didn't have a holder.
Your design will fit the bill nicely, my tool has parallel sides so the fabrication will be easier.
I made a quick and easy tool height setter today, just a bit of brass and spring steel.

I parted off the brass 10mm below tool height and tapped a hole in the top. The steel strip is just a 3/8" wide piece off the back of a 1" thick metal band saw blade.
The blade height is set on centre height and locked with the locking nuts.
On the bottom I have recessed the base so there is less chance of a nick or swarf tilting the base. I also inserted a small magnet into the base to give a bit of sticktion (there's a word for the day)

Cheers,
Phil
I've got an inset type cut off tool that I have never used because I didn't have a holder.
Your design will fit the bill nicely, my tool has parallel sides so the fabrication will be easier.
I made a quick and easy tool height setter today, just a bit of brass and spring steel.
I parted off the brass 10mm below tool height and tapped a hole in the top. The steel strip is just a 3/8" wide piece off the back of a 1" thick metal band saw blade.
The blade height is set on centre height and locked with the locking nuts.
On the bottom I have recessed the base so there is less chance of a nick or swarf tilting the base. I also inserted a small magnet into the base to give a bit of sticktion (there's a word for the day)
Cheers,
Phil
R
RobWilson
Guest
Phil :bow: that's a real pro job you have made of the parting toolholder.i like it
Regards Rob
Regards Rob
ksor
Well-Known Member
- Joined
- Jul 18, 2007
- Messages
- 188
- Reaction score
- 14
Hi,
I'm looking for QCTP for my Stanko 1A616 - on old russion lathe from the 1960's !
Would you recommend I just "scale up" your drawings to fit my needs - or did you find some drowbacks with your design?
Best regards
KSor, Denmark
I'm looking for QCTP for my Stanko 1A616 - on old russion lathe from the 1960's !
Would you recommend I just "scale up" your drawings to fit my needs - or did you find some drowbacks with your design?
Best regards
KSor, Denmark
Majorstrain
Well-Known Member
- Joined
- Dec 24, 2008
- Messages
- 304
- Reaction score
- 4
Hi KSor,
I'm sorry to say I don't have the experience to recommend a scale up.
I have no problems with mine other than the cross slide mounting bolt is not in the center of the body like other tool posts, the forces trying to rotate the body can be greater depending on which hole you use.
Two bolts would solve the problem. Like what Steamer has done

Steamer also mentioned that the design was good up to 10', mine is on a 12' swing lathe.
Cheers
Phil
I'm sorry to say I don't have the experience to recommend a scale up.
I have no problems with mine other than the cross slide mounting bolt is not in the center of the body like other tool posts, the forces trying to rotate the body can be greater depending on which hole you use.
Two bolts would solve the problem. Like what Steamer has done
Steamer also mentioned that the design was good up to 10', mine is on a 12' swing lathe.
Phil,
For a small lathe ( Say 10" and under), the basic Hardinge design is a great one.
I'm using a Phase II AXA wedge on my 1200 pound 12"x 39" Logan and it works great!
Either works fine.....one of them gives you bragging rights....
Dave
Cheers
Phil
Hi,
Just a quick post to say thanks for sharing this. I was part way though my own version of the Hardinge holder (slightly smaller than yours) when I discovered this forum, so was able to modify my wedge screw to your design - much better than my simple bolt idea!
Rather than use a dovetail cutter, I sawed my dovetails with a 3/16" side & face cutter in a horizontal mill, which seems to work quite well. Also, since threading up to a shoulder is quite painless on an HLV-H, I was able to dispense with the threaded insert.
Regards,
Bill Todd



Just a quick post to say thanks for sharing this. I was part way though my own version of the Hardinge holder (slightly smaller than yours) when I discovered this forum, so was able to modify my wedge screw to your design - much better than my simple bolt idea!
Rather than use a dovetail cutter, I sawed my dovetails with a 3/16" side & face cutter in a horizontal mill, which seems to work quite well. Also, since threading up to a shoulder is quite painless on an HLV-H, I was able to dispense with the threaded insert.
Regards,
Bill Todd
Lew Hartswick
Well-Known Member
- Joined
- Sep 20, 2007
- Messages
- 505
- Reaction score
- 10
I'm almost done with a tool post "design" which is a small version of the MH 90
(mechano???? something spanish ) that are on the Clausing/Metosa at school.
It started out just to see if I could make it and ended up having to be modified to
see if it could be used on the teachers home South Bend so it has some "less than
ideal" proportions. but we'll see in a week or so and if it works I'll post a few pix.
I really like those posts/holders that came with the lathes.
...Lew...
(mechano???? something spanish ) that are on the Clausing/Metosa at school.
It started out just to see if I could make it and ended up having to be modified to
see if it could be used on the teachers home South Bend so it has some "less than
ideal" proportions. but we'll see in a week or so and if it works I'll post a few pix.
I really like those posts/holders that came with the lathes.
...Lew...
Similar threads
- Replies
- 1
- Views
- 5K