




rustyknife
Well-Known Member
- Joined
- Mar 5, 2011
- Messages
- 107
- Reaction score
- 1
I've been playing with metric thread pitches and checking them with a thread gauge...all spot on.
I must confess that I am rather an idiot....I had been putting off cutting SAE threads because mach 3 want you to enter the pitch in .000 of an inch. It took me about an hour of critical thinking and looking for charts on the internet before I realized that if you divide 1 inch by the threads per inch you get the number you need haha I never work with SAE fastners haha.
I never work with SAE fastners haha.
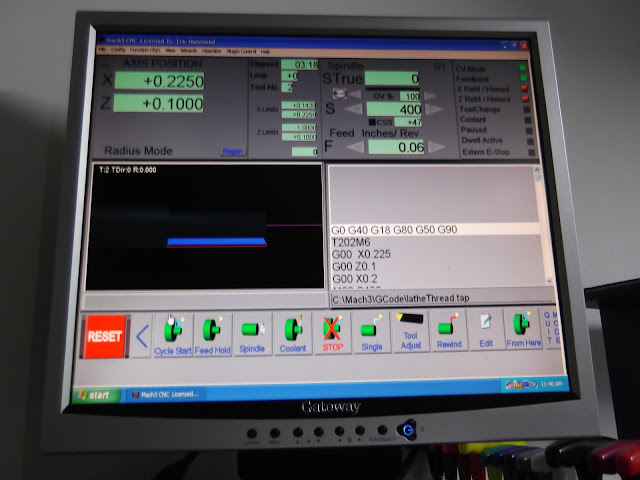
Anyways here's some pictures of me cutting 3/8 by 16 on a piece of 3/8 drill rod.
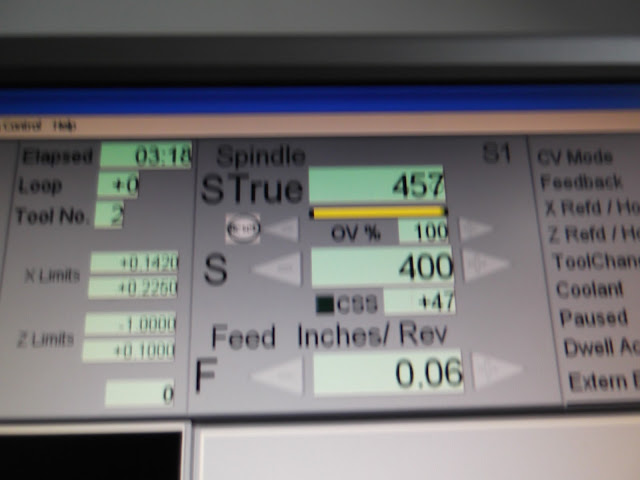
Spindle speed


I had a t-nut from my mill to check it with.


Success! ;D
I must confess that I am rather an idiot....I had been putting off cutting SAE threads because mach 3 want you to enter the pitch in .000 of an inch. It took me about an hour of critical thinking and looking for charts on the internet before I realized that if you divide 1 inch by the threads per inch you get the number you need haha
I never work with SAE fastners haha.Anyways here's some pictures of me cutting 3/8 by 16 on a piece of 3/8 drill rod.
Spindle speed
I had a t-nut from my mill to check it with.
Success! ;D






![DreamPlan Home Design and Landscaping Software Free for Windows [PC Download]](https://m.media-amazon.com/images/I/51kvZH2dVLL._SL500_.jpg)




























![MeshMagic 3D Free 3D Modeling Software [Download]](https://m.media-amazon.com/images/I/B1U+p8ewjGS._SL500_.png)



















