I got a phone call last month from "Bob Thomson" over at "NOR'WESTERN LOGISTICS"' They are a maintenance and infrastructure support company for the mining, lumber and oil industries and service U.S. and Canadian firms. He tells me that the little single, "Sentinel" engine I developed for them in 2010 was just ideal for their purposes. Durability, low service intervals and all weather performance. Asked if I would be interested in creating another with a greater capacity. Since I was wrapping up my build of the "Side Shafter" engine........I could most likely have a presentation built before Labor Day.
Starting soon, The Longboy "Justable" engine!
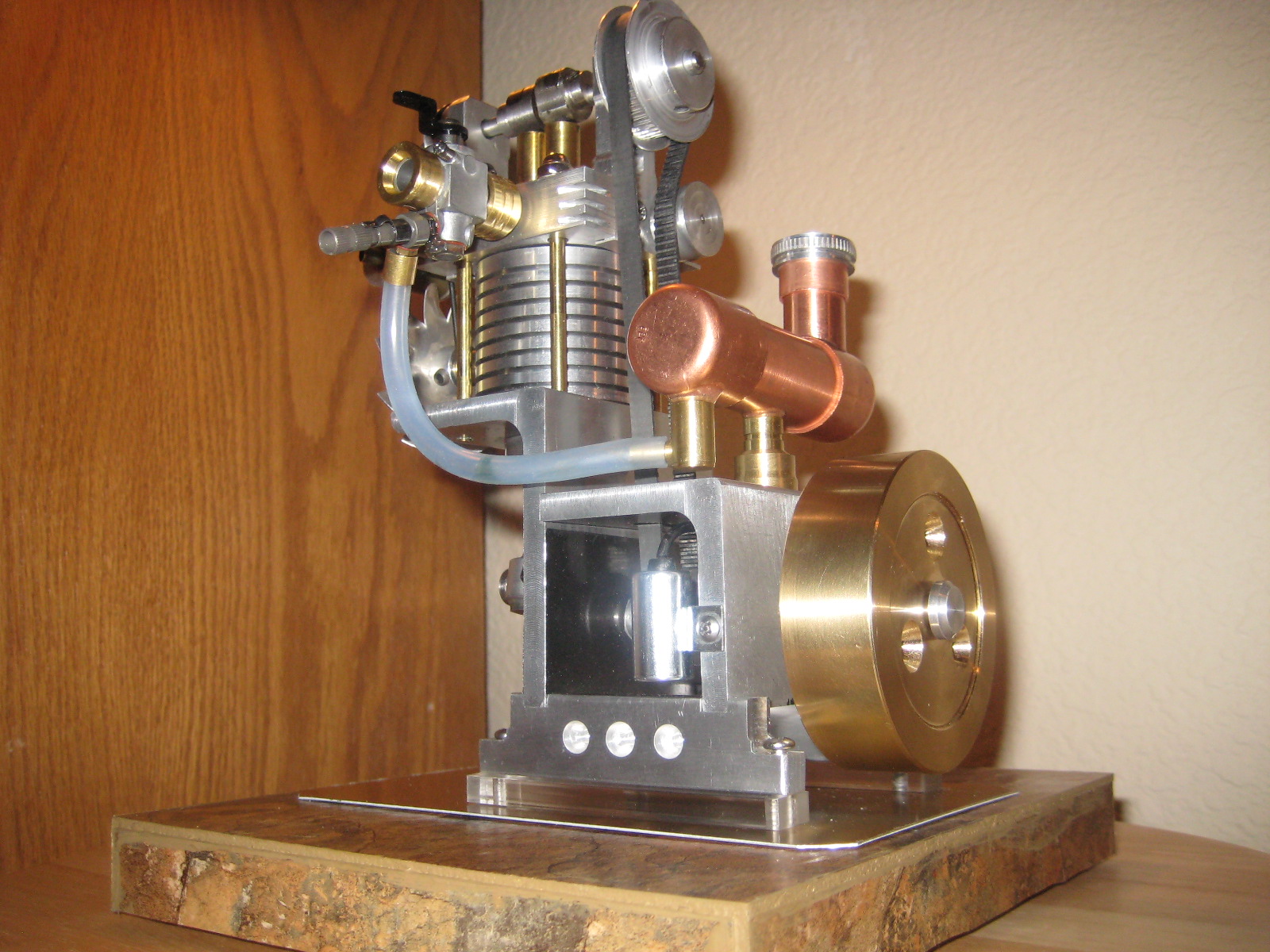
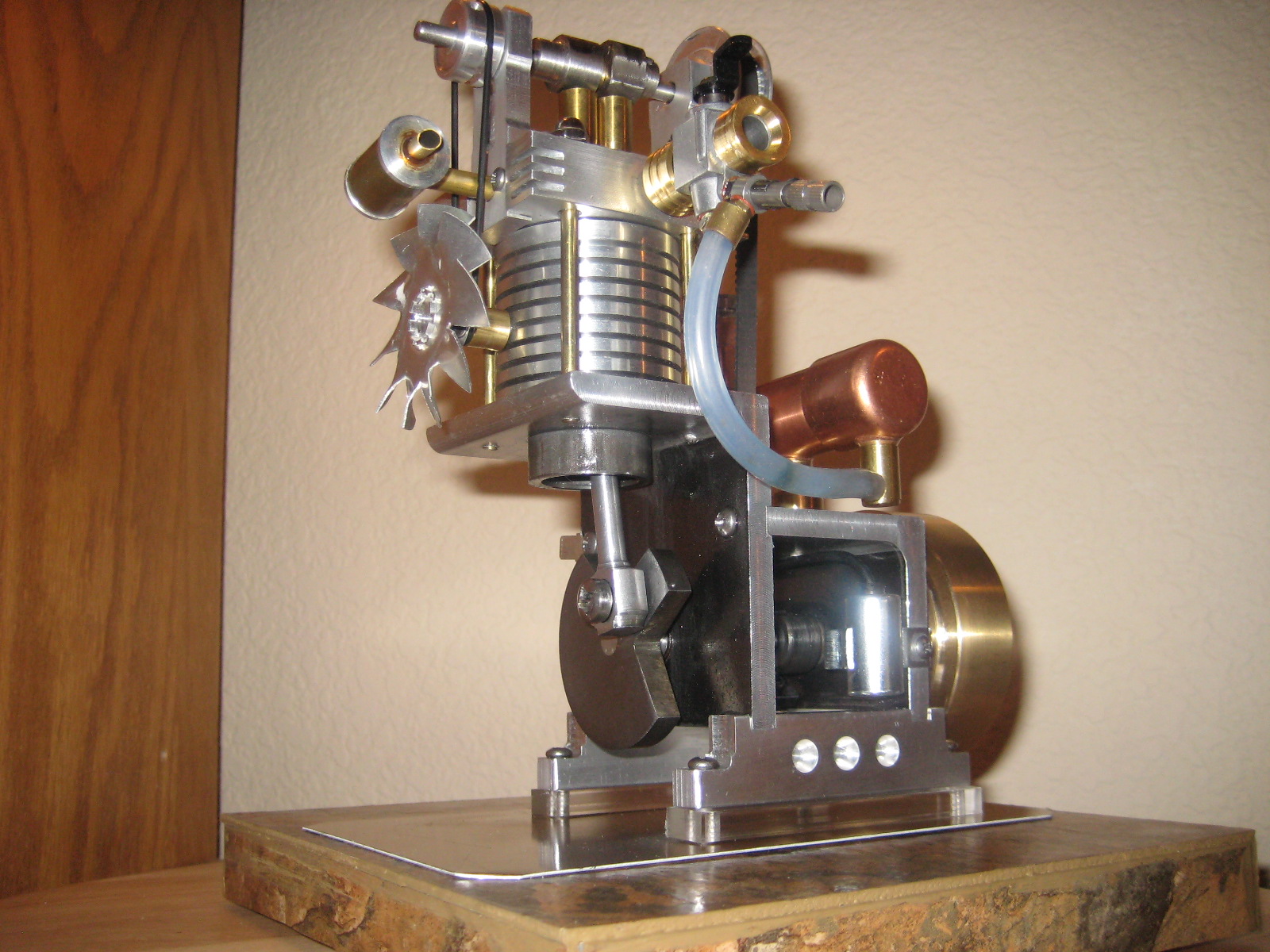
The Sentinel engine (2011)
Starting soon, The Longboy "Justable" engine!
The Sentinel engine (2011)
Last edited:
")

























![DreamPlan Home Design and Landscaping Software Free for Windows [PC Download]](https://m.media-amazon.com/images/I/51kvZH2dVLL._SL500_.jpg)