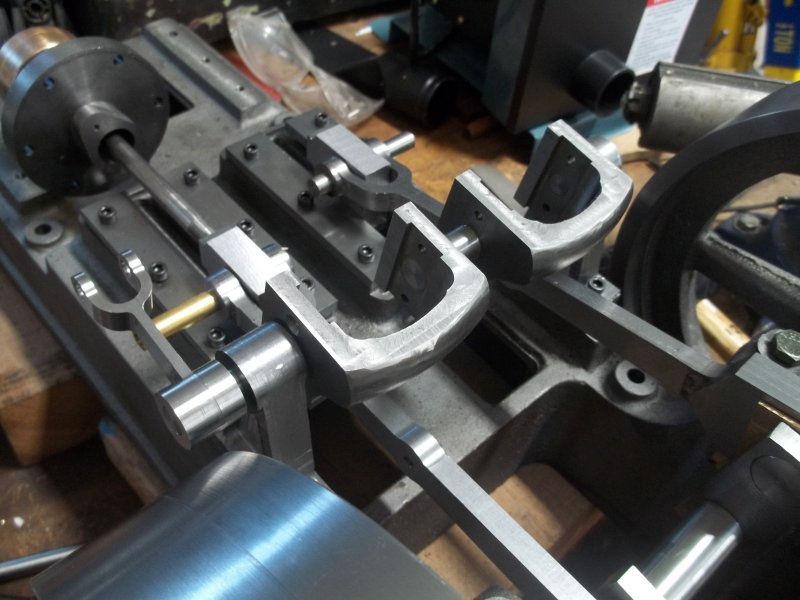
After boring and reaming the holes for the valve guides in the steam chest, I am able to have the valve rods go from the packing gland to the guides. However, they only slide easiy when rotated to a favored position. Evidently the rods are not perfectly straight, which is not that surprising for 1/4" bar that's 4" long. I still need to fabricate and attach the rod ends, and will attempt to position them in the favored orientation, but otherwise I'll consider opening up the valve guide diameter and/or reducing the diameter of the end of the rod that slides in the guides.
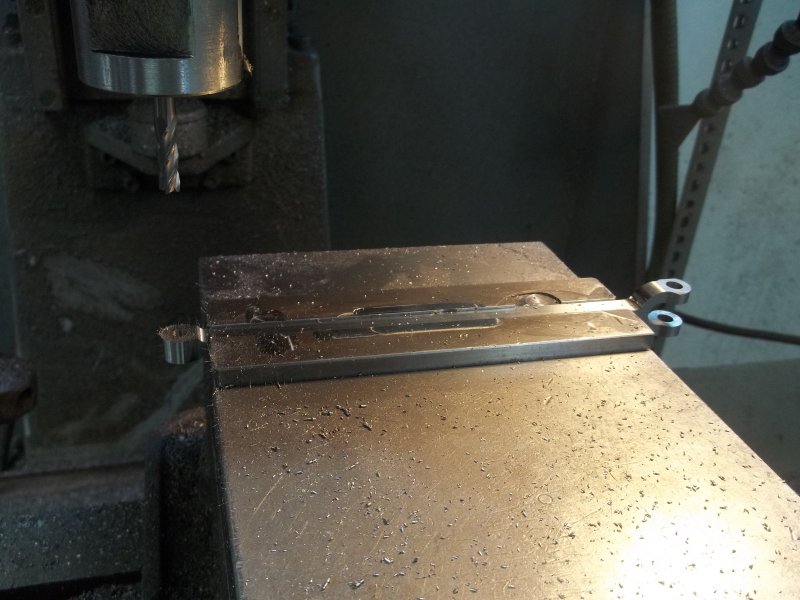
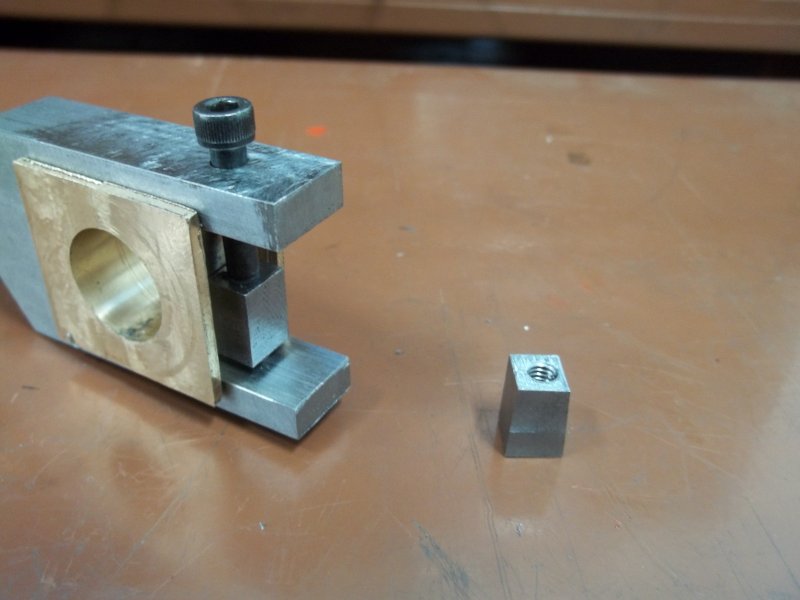
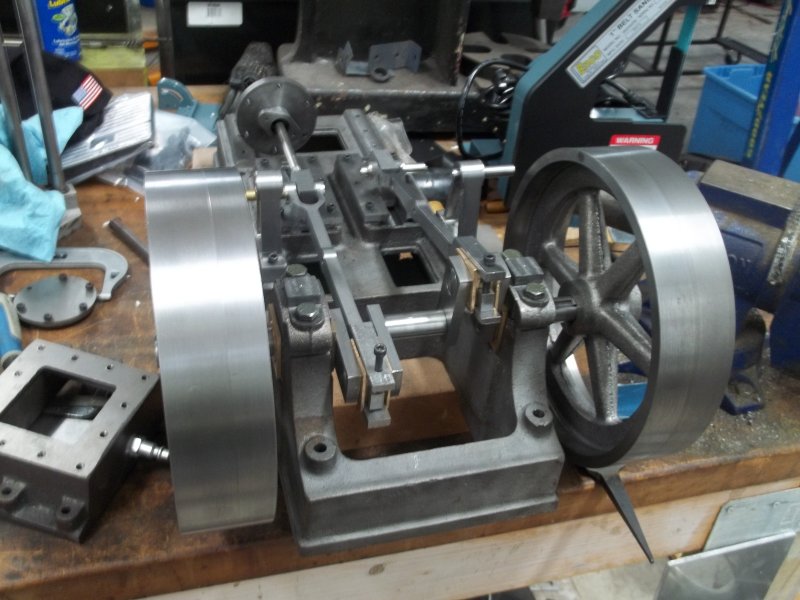
Another task I undertook was finally attaching the two rocker slide frames with sections of drill rod, loctited (620) into place. The rod that holds the reversing lever has a flat milled in the bottom to accommodate a 5-40 set screw. Here's the test assembly:
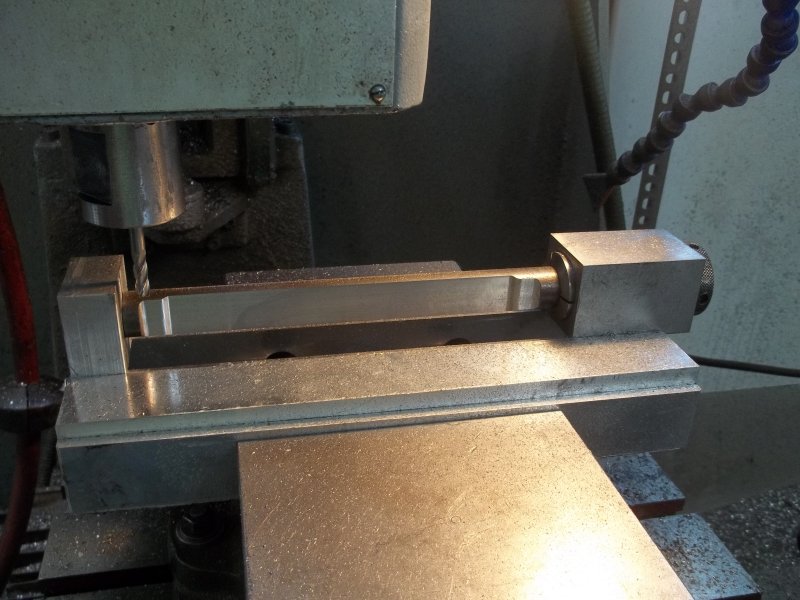
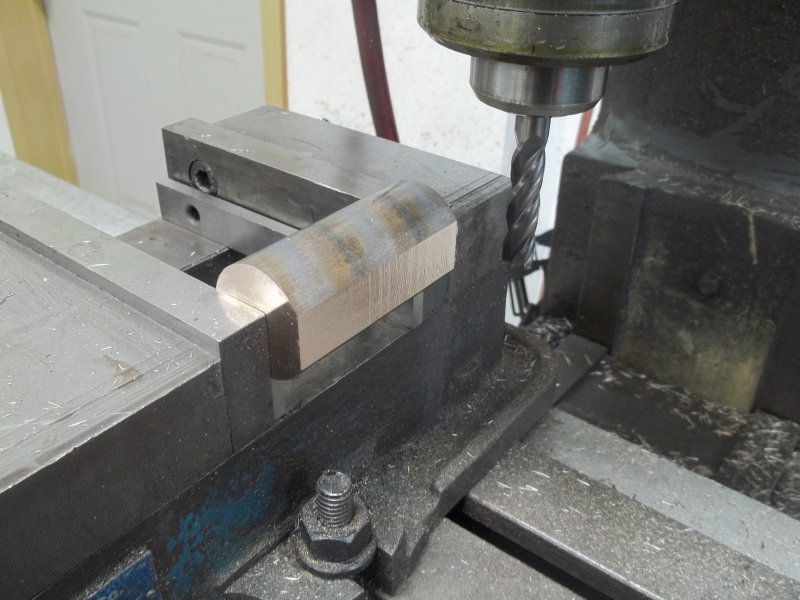
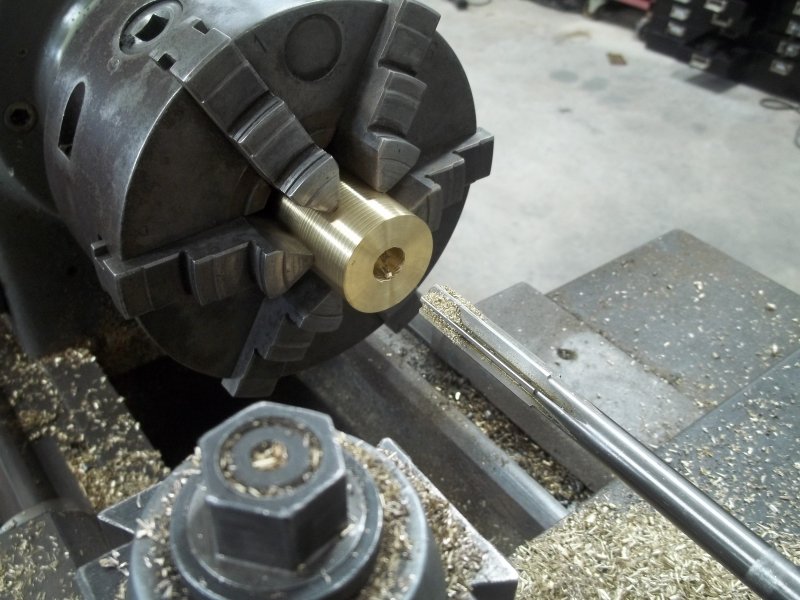
The engine has a number of pins, threaded on each end similar to studs, for assembling various components. I decided to tackle the two that connect the conrods to the crossheads, using thread milling. Since I'll do all the studs in the same general way, this was a test. The pieces in question are 3/8" drill rod threaded 16 TPI. Some years ago I bought the spindle nose from a Monarch 10EE (same as my lathe) that was being parted out. The spindle is a D1-3 and was mounted on a round piece of ground steel. So I can mount my Sjogren 5C collet check, and clamp the entire assembly in the CNC mill vise. After centering, I can thread mill any size rod for which I have a 5C collet and which is up to about 8" long. For "production" use, the workpiece can be positioned quickly: with the threadmill at X0Y0Z0, raise the rod in the collet to touch the bottom of the tool, then tighten the check and press the start button.
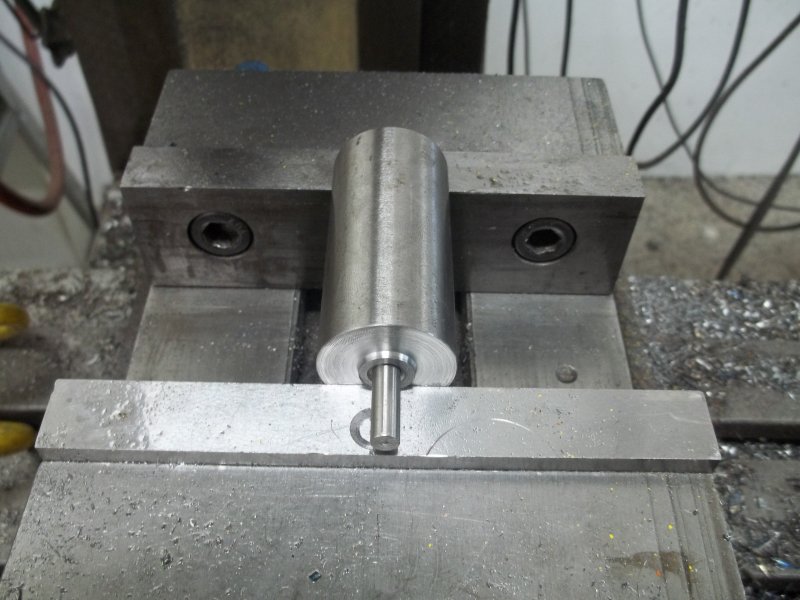
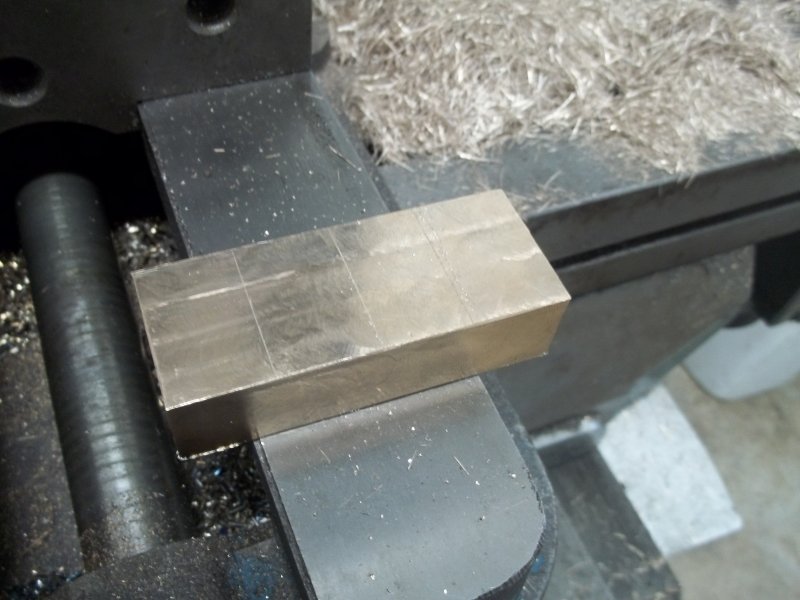
And proof that it works:
It takes a few tried in the CAM program to get the minor diameter of the thread and the diameter of the threadmill matched up to allow a nut to screw on, but once set the CNC programs can be reused many times over. I'm doing 3 passes for the 3/8" drill rod and 2 passes for 1/4", followed by a spring pass at final depth. The spring pass does seem to be a necessity.
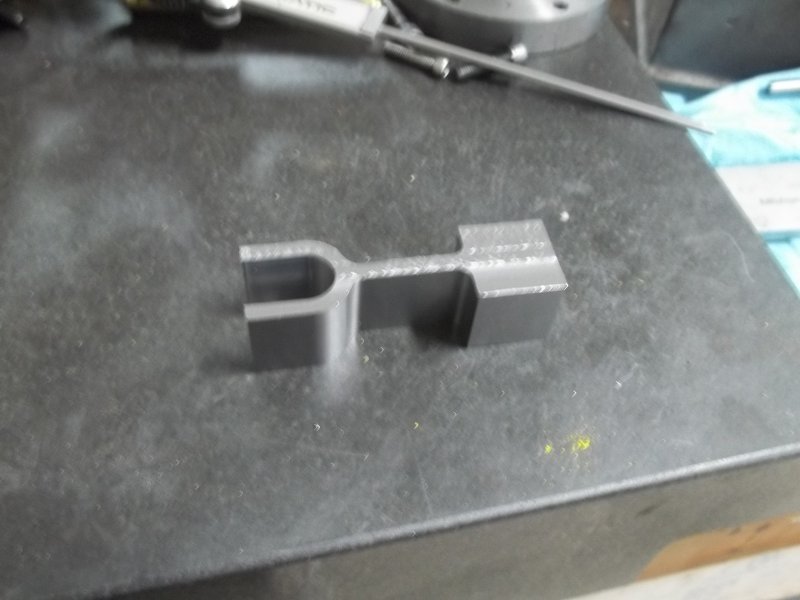
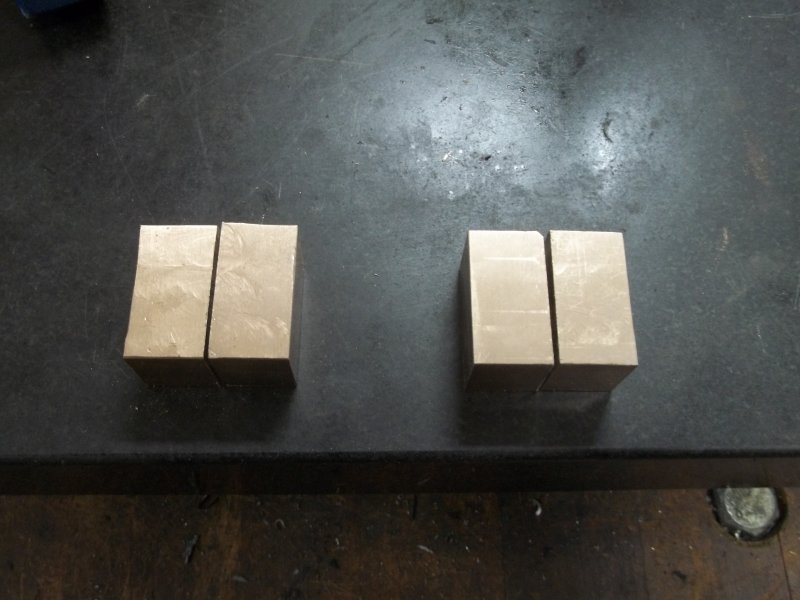
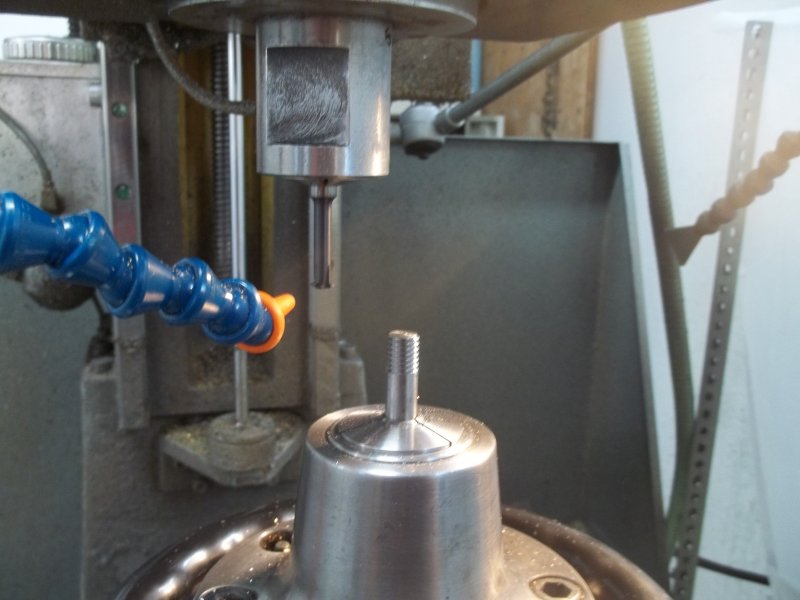
After making the two 3/8" pins, I did the programming and test for 1/4", since I'll need a good number of studs of this size. Here's my little sample:
One advantage of threading this way is that there's no burr at the end of the thread.