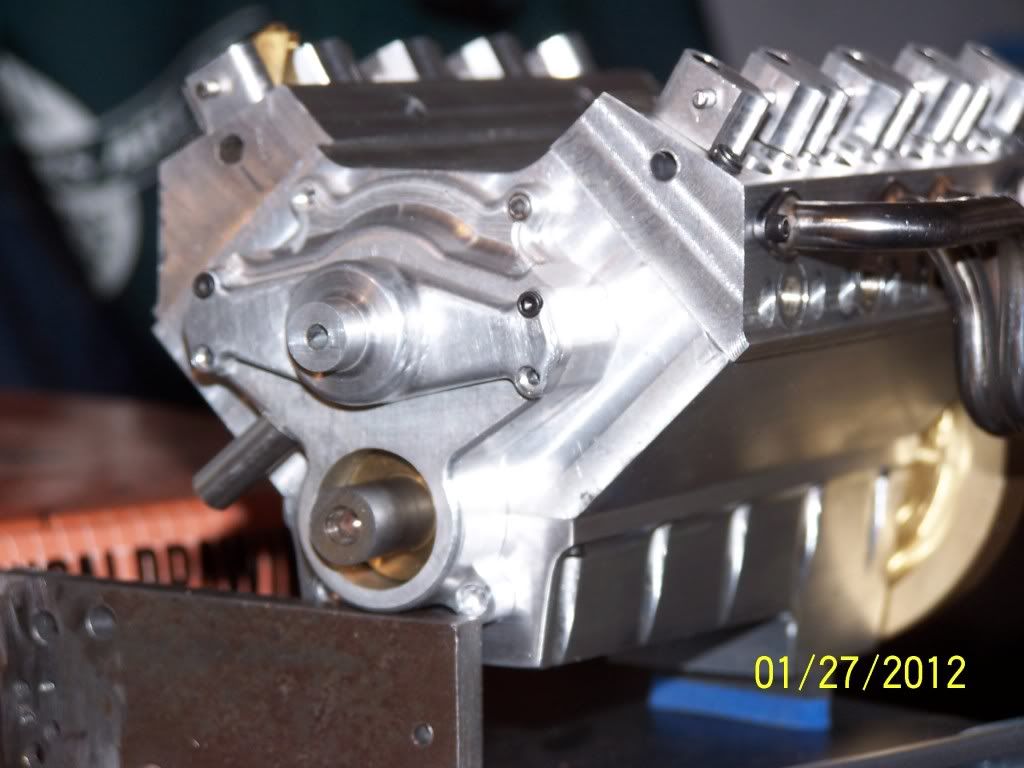
I bent up some 1/4 od stainless tube and silver soldered it to the flanges which, by-the-way, were screwed to a block with 2-56 cap screws. before bending I filled the tube with soft solder. I'm sure better materials exist but I had the soft solder. The bending die has a 0.450 diameter so the bends have a 0.225 radius. I think with spring back and all they're more like 0.25 radius. For a bending die I grooved a 1 inch dia. rod the proper depth by placing the rod in my spindex and hand feeding a 1/4 inch ball end mill until I had the desired depth. I think I took 2 passes. I widened the slot 0.002 and made another pass. The shoe is flat with a 1/8 radius to match the tube. The bends are easy. Getting the bend in the right spot is the hard part. Here's one side. Needs polish. Now I need a mirror image for the other side.













































![DreamPlan Home Design and Landscaping Software Free for Windows [PC Download]](https://m.media-amazon.com/images/I/51kvZH2dVLL._SL500_.jpg)



















")