Guys, sorry to be slow to respond. I had a virus on my PC that strangely made HMEM seem like it was down. Had to get rid of it before I could even get on here!
Anyway, SmoggyTurnip, those motors are servos, not steppers. Steppers make torque down low, they're all done by maybe 1000 rpm. Servos make their torque up high, at say 3-4,000 rpm. So you have to gear them down. One useful advantage in doing so is they can obtain very high resolution. Mine measure 2000 counts per revolution x 2.28 ratio x 5 pitch on the leadscrew = about a half a tenth. That doesn't mean this mill is accurate to half a tenth! But, it does provide some useful benefit as we'll see when I get to talking about what I was up to this afternoon.
Holescreek, there is a lot of info out there on the Internet, but I've not seen any good one stop places to speak of. Most people either buy a kit, or they follow along what someone else did that has the same mill.
Okay, let's move on to the status report!
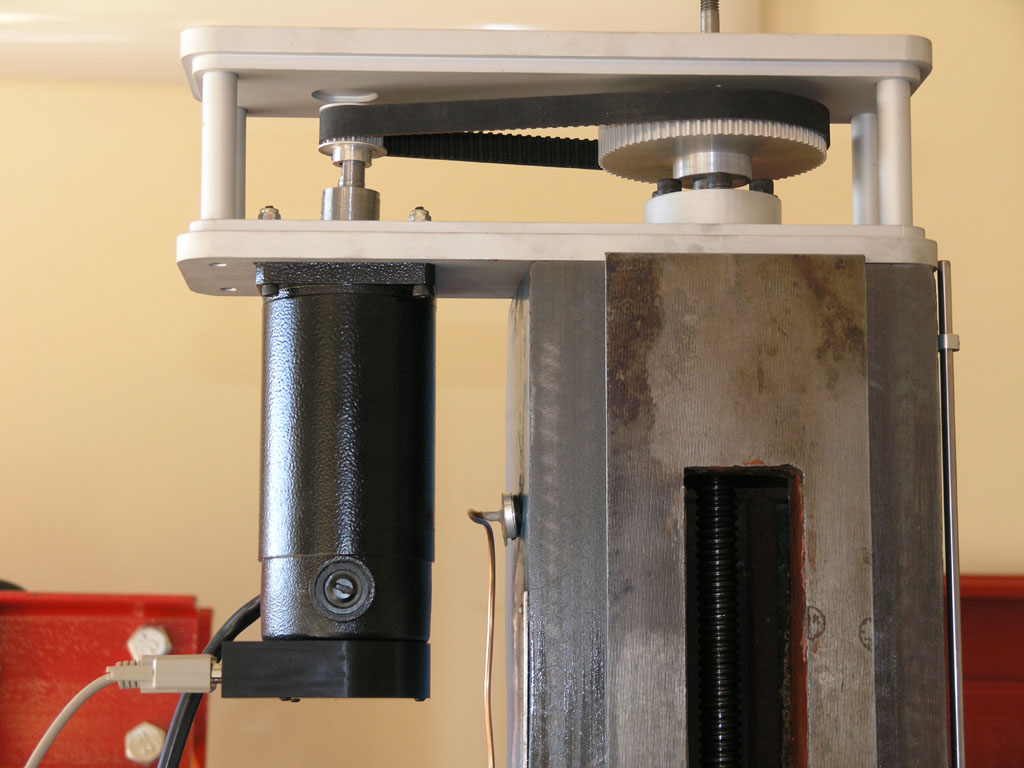
I got my Z-axis going with a shaft adapter I turned on the lathe:
That adapter is apt to be temporary, as I want to re-engineer things so I don't have to extend the shaft so much. For now I just wanted to get running though.
I had an electrician out to the house to put in 2 more 220V circuits, one for this mill's spindle and the other for a big compressor I've been to get running soon. I had my brother over and we were all set to mount the spindle assembly onto the column when we discovered some vital hardware was missing.
Darn!
Tore apart the shop to no avail, so I placed an order with McMaster Carr for a new set of square head bolts. I probably could've turned a set too, but decided to order instead.
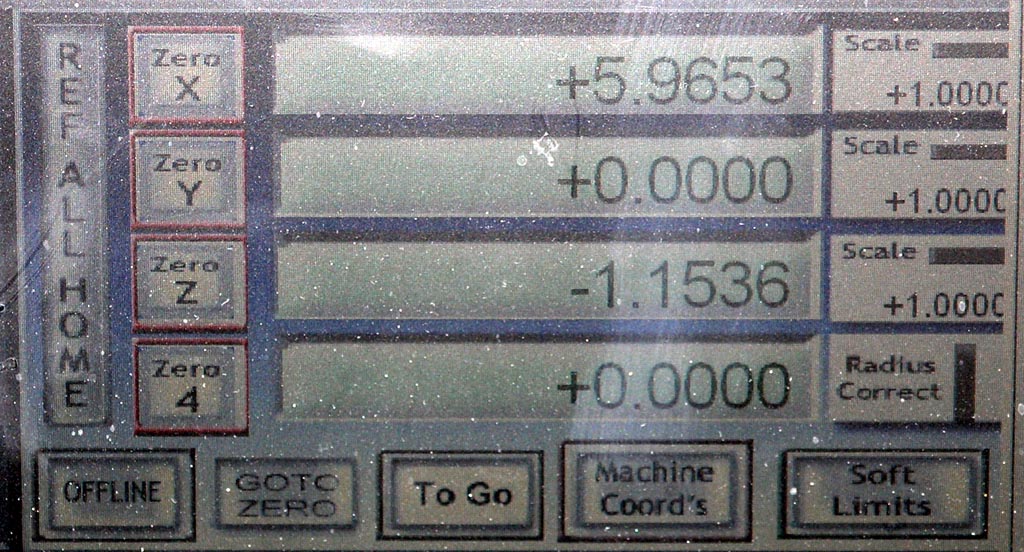
Meanwhile, since we couldn't mount the head, I decided to calibrate my X and Y axes and measure their backlash.
This is a really cool thing you can do with CNC. Essentially, you measure the travel of an axis with high precision, see how far the CNC thinks it traveled, and enter a "fudge factor" until the two match. You can get things extremely close, to a few tenths in fact. It's surprising how much the tolerances on leadscrews, even these rolled ballscrews, timing pulleys, and the like, can conspire to make things less accurate than you would expect. Before calibrating, I was using a calculated ratio based on the specs of the screws and pulleys. That was good for 0.001" approx, but much better could be had.
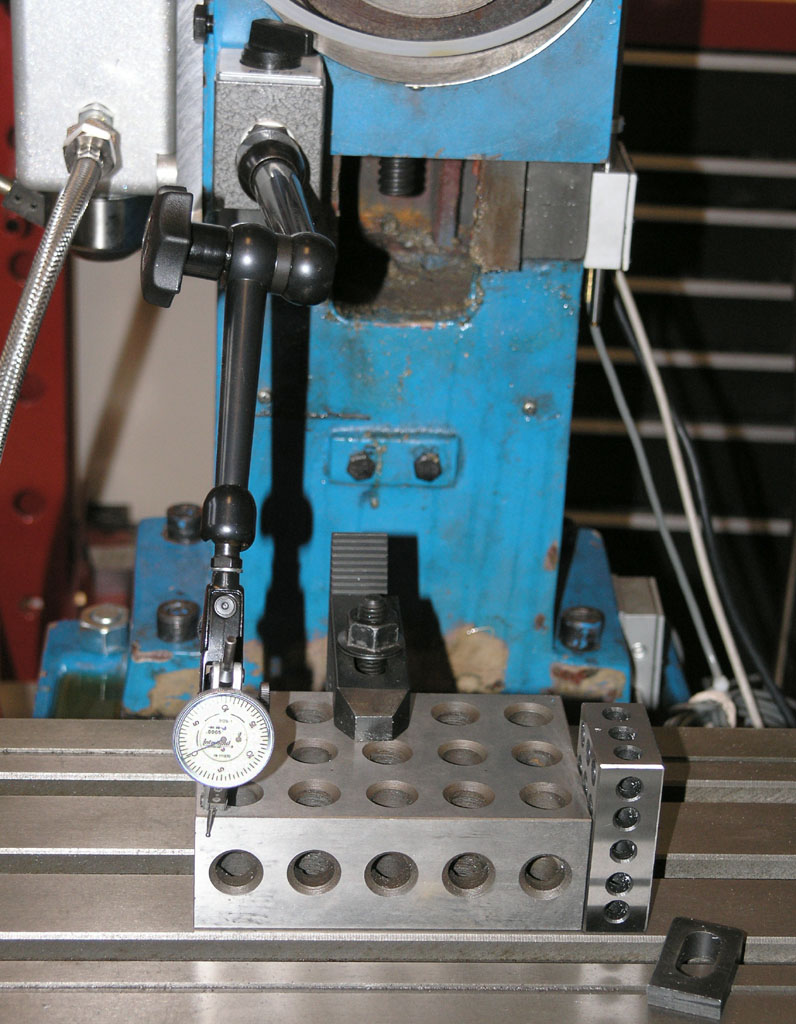
Here is how I did it:
First step is to find your length standard. I grabbed a 2-4-6 block. Longer is better because it gives more distance for an error to show up in. I wanted to measure my block, not having any idea how accurate it might be. So, I grabbed several measurements. I used my height gage, 6" micrometer, and 2 Mitutoyo digital calipers I had on hand. I then calibrated each of those with my 5" micrometer standard to be sure they were accurate. I threw out the outlier: the height gage was only good to a thou. Need to get a better one!
When I was done I discovered my 2-4-"6" block was a 2-4-"6.0014" block!