Mosey
Well-Known Member
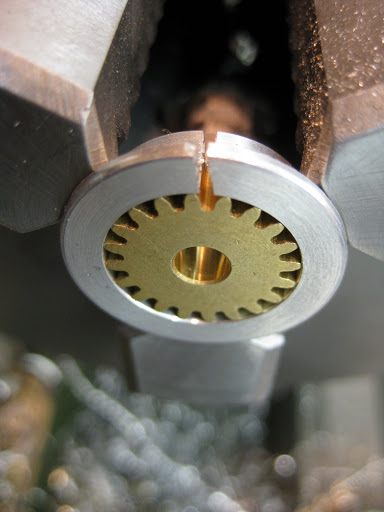
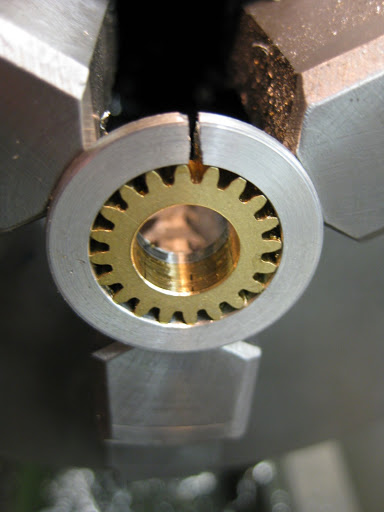
I have some small 15 tooth brass gears, .342 diameter by .270" long, that I need to be .242" long. I have them in a 6K collet that holds them pretty tightly around the teeth. I need to take that .028" off of them. I don't have a collet stop on this SB 10K, and don't think there ever were any. Do I somehow make a collet stop? or do I just go slowly and try not to put any force against the gears that would push them into the collet?
Or, howbout putting them into a chuck with a spider to keep them from pushing in?
Or, in a chuck on the mill table so they can't move away from the cutter?
??? ???
Or, howbout putting them into a chuck with a spider to keep them from pushing in?
Or, in a chuck on the mill table so they can't move away from the cutter?
??? ???
























































![DreamPlan Home Design and Landscaping Software Free for Windows [PC Download]](https://m.media-amazon.com/images/I/51kvZH2dVLL._SL500_.jpg)