ninefinger
Well-Known Member
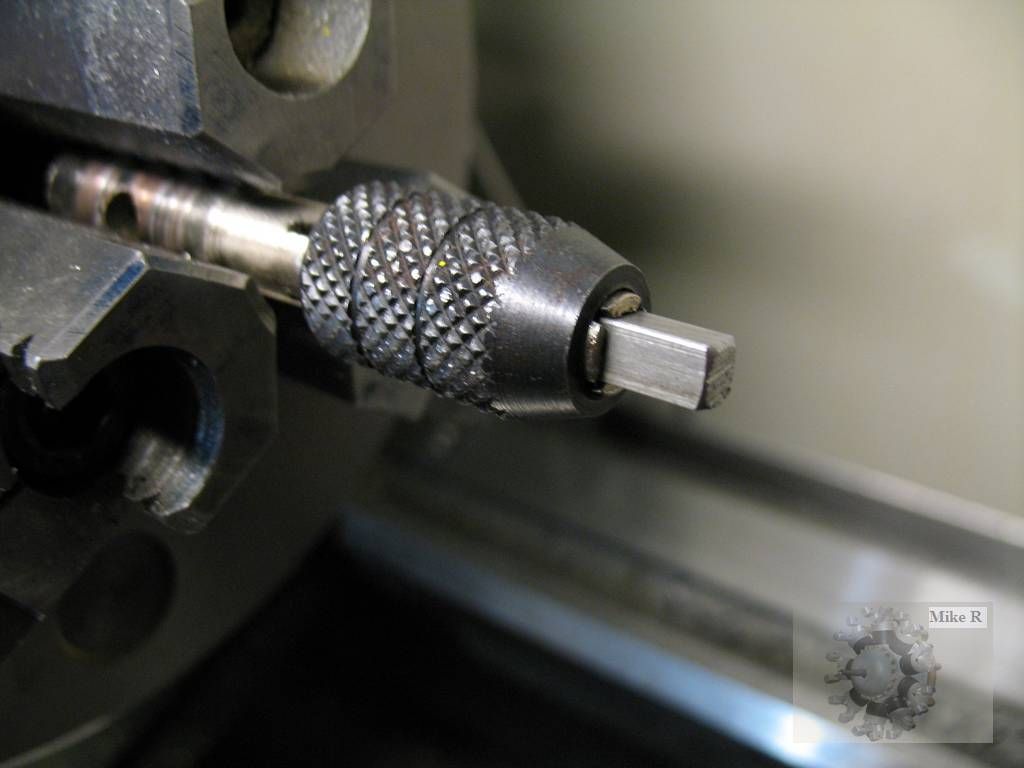
Let me lay out my particular issue. I have an 8" 4 jaw that just won't clamp down on 3/16" square stock so I can make one end cylindrical and drill and tap for 2-56.
I've tried a slit collet in the three jaw, one steel and one aluminum and they have all ended in the little bit coming free even under very light cutting pressure.
Any other shop made solutions for this? Failing the lathe I'm seriously tempted to use the cnc mill to do this operation....
I'm going to go put the kids to bed and think about it some more, hopefully I can get this done tonight ( I have 10 of these to make..I had 12 but one has walked off somewhere. )
)

I've tried a slit collet in the three jaw, one steel and one aluminum and they have all ended in the little bit coming free even under very light cutting pressure.
Any other shop made solutions for this? Failing the lathe I'm seriously tempted to use the cnc mill to do this operation....
I'm going to go put the kids to bed and think about it some more, hopefully I can get this done tonight ( I have 10 of these to make..I had 12 but one has walked off somewhere.
)



![DreamPlan Home Design and Landscaping Software Free for Windows [PC Download]](https://m.media-amazon.com/images/I/51kvZH2dVLL._SL500_.jpg)















![MeshMagic 3D Free 3D Modeling Software [Download]](https://m.media-amazon.com/images/I/B1U+p8ewjGS._SL500_.png)