




- Joined
- Feb 3, 2013
- Messages
- 88
- Reaction score
- 47
Jason when doing your spark plug hole once on angle how did you know where to machine your hole i.e. I know it's .813 but that's when it's horizontal, I could layout with a mark and use a wiggler once on 30* to machine the hole but isn't there a different way to accurately find the dim once the part is on the angle specified? I know the cam housing you put on center and rotated the rotary table the degrees specified and that was your dim. Is this the same? Could you some how mount this on a rotary table and rotate 30*?
Thanks again Bob.
??? ???
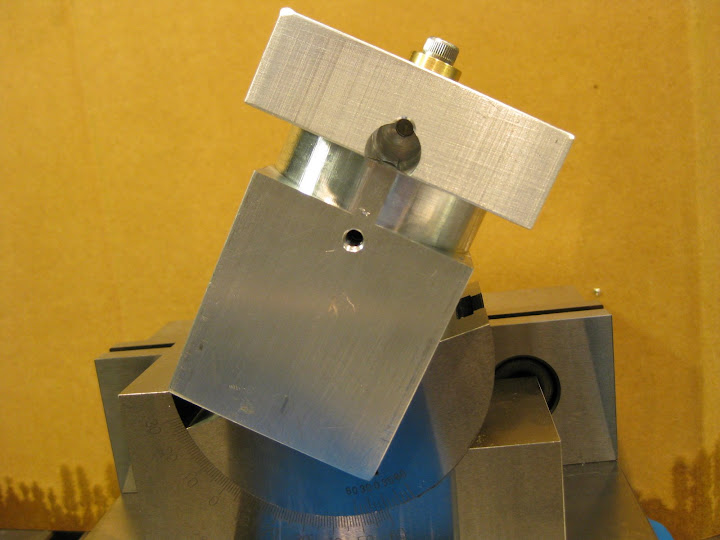
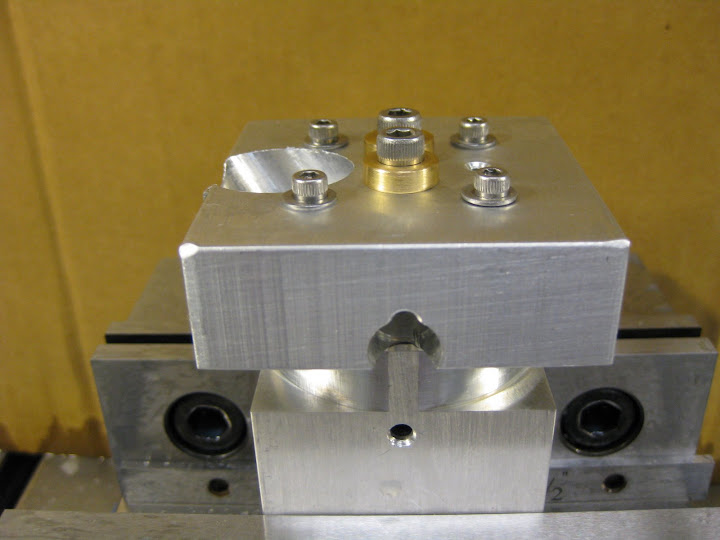
Heads set to 21 deg. for intake;
Intake bored;
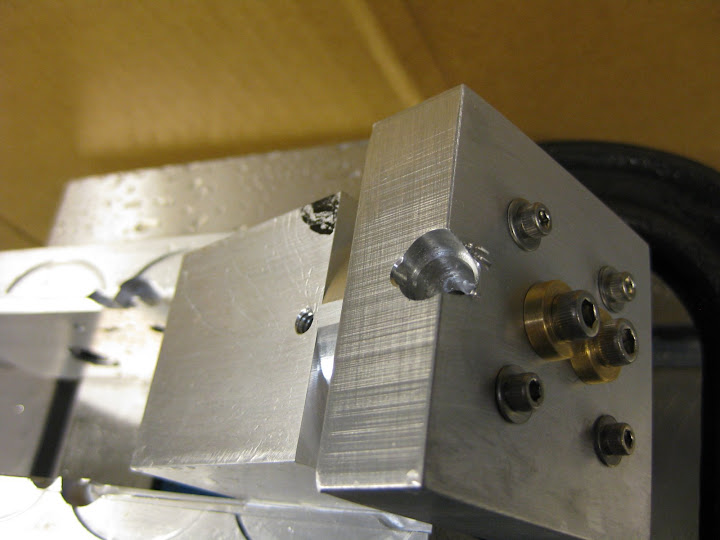
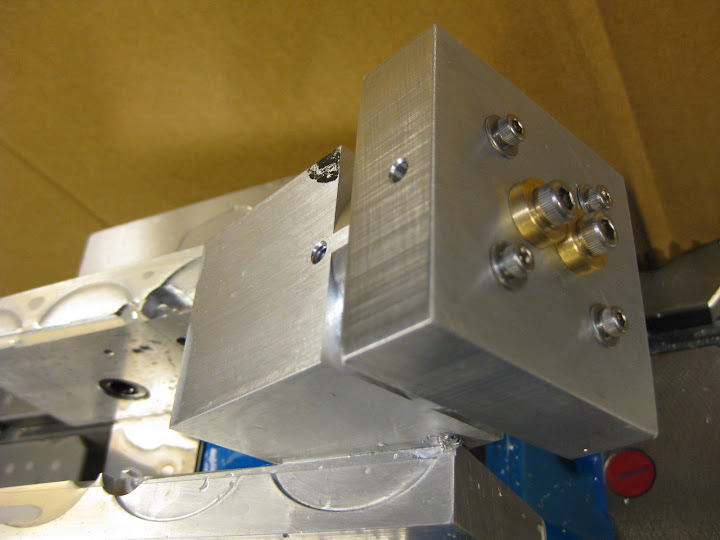
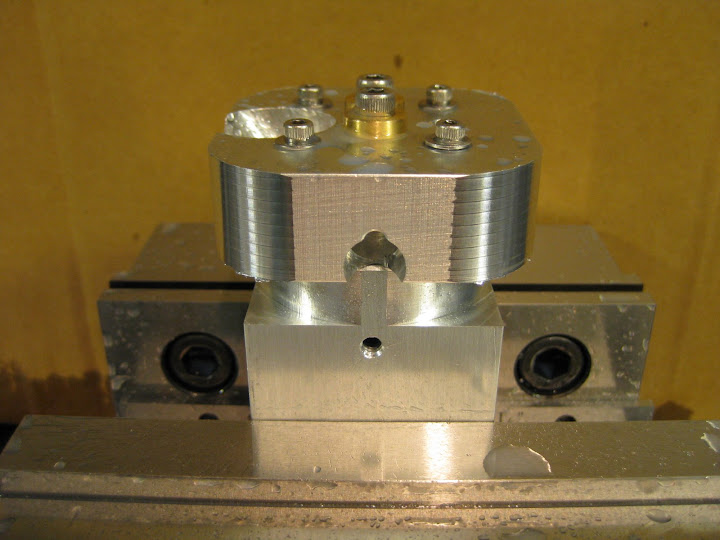
Set over for spark plug bore;
Bore complete;
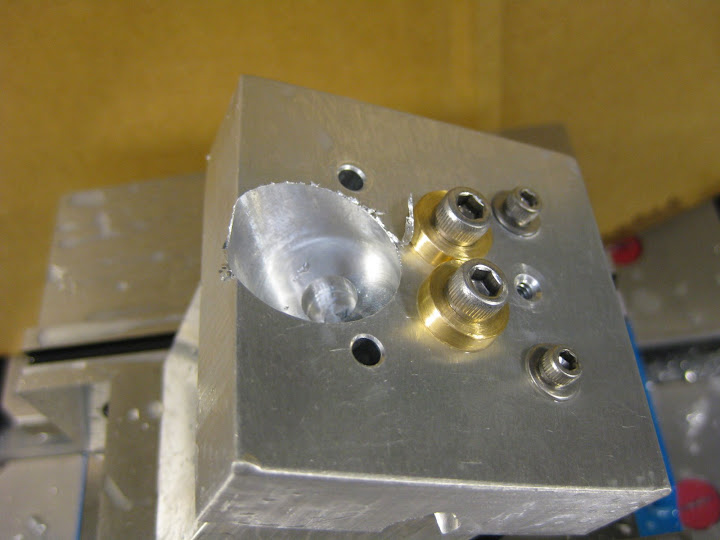
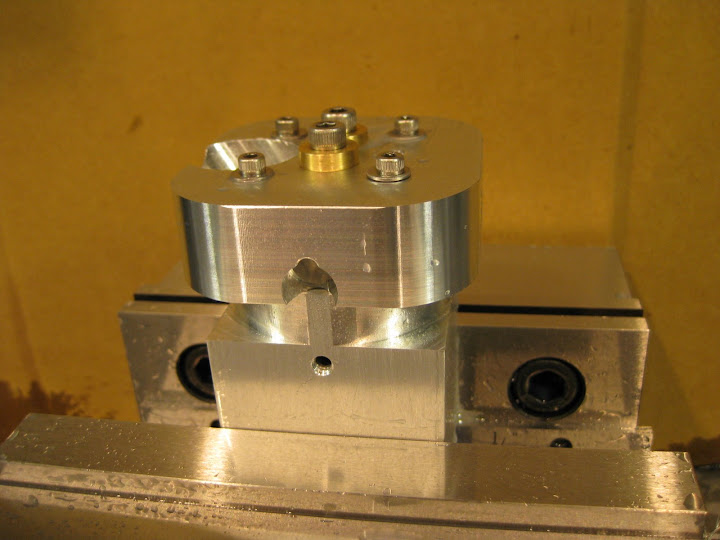
ready for outside contour;
Roughed;
finished;
cooling fins cut;
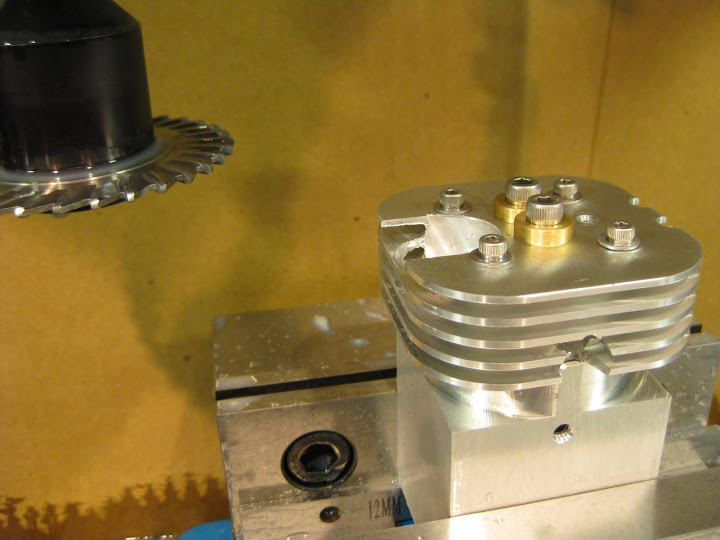
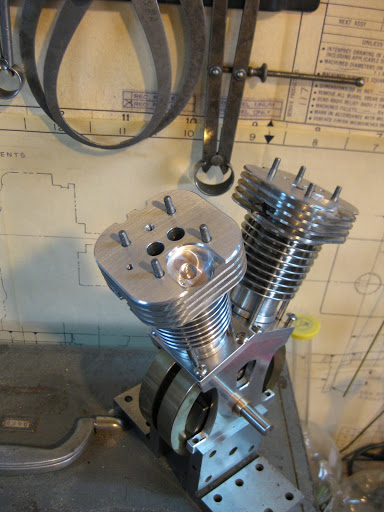
Test fit of heads;
Also radiussed the tips of the push rods;

And used a crappy tire die nut :to threads 4-40
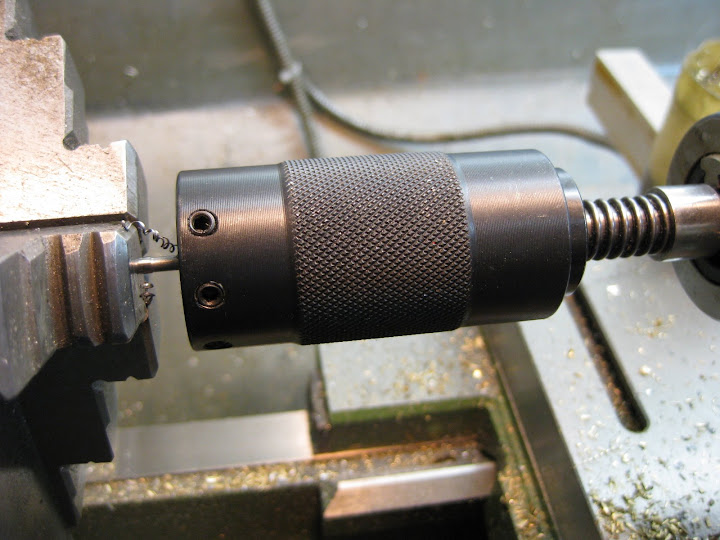
which cut okay
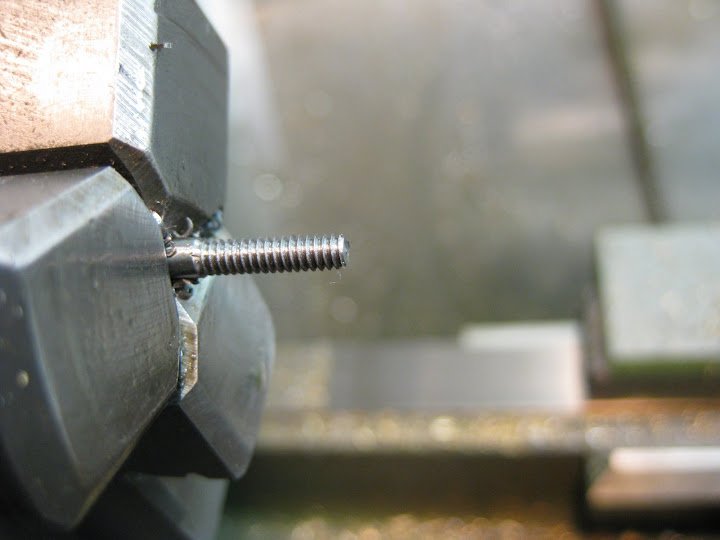
Then faced to length and centre drilled the push rods;

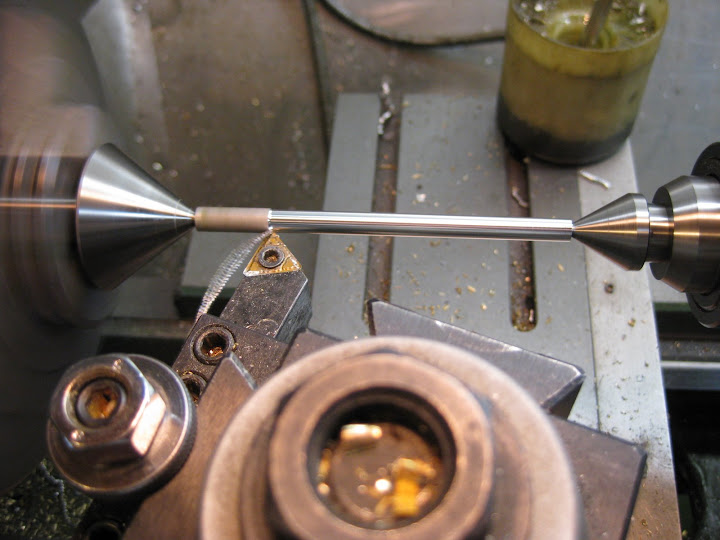
And turned down between centres, (had no 3/16 AL)
Have a good day!


































![DreamPlan Home Design and Landscaping Software Free for Windows [PC Download]](https://m.media-amazon.com/images/I/51kvZH2dVLL._SL500_.jpg)



















