
You are using an out of date browser. It may not display this or other websites correctly.
You should upgrade or use an alternative browser.
You should upgrade or use an alternative browser.
Hit me - Miss me?
- Thread starter Maryak
- Start date




Help Support Home Model Engine Machinist Forum:
This site may earn a commission from merchant affiliate
links, including eBay, Amazon, and others.
Maryak
Well-Known Member
- Joined
- Sep 12, 2008
- Messages
- 4,990
- Reaction score
- 77
Thanks Jim, Herbie & Terry, :bow: :bow: :bow:
Dave,
Yes I just polished the end of the rod. Now that I know this can be successful, I will may a more fancy one. I annealed before I started and it went OK in one go. Oh and did I mention I used tallow as the lube ??? Anyway with steel on copper seemed not to make much difference other than in letting the emery lose some of its' grip.
Best Regards
Bob
steamer said:That looked like it went pretty well, ...did you just polish a sphere onto the rod?
And were you able to do it in one go, or did you have to anneal it in between?
I like the simple tool rest for it......and the shoes of coarse... ;D
Dave
Dave,
Yes I just polished the end of the rod. Now that I know this can be successful, I will may a more fancy one. I annealed before I started and it went OK in one go. Oh and did I mention I used tallow as the lube ??? Anyway with steel on copper seemed not to make much difference other than in letting the emery lose some of its' grip.
Best Regards
Bob
tel
Well-Known Member
- Joined
- Feb 8, 2008
- Messages
- 3,293
- Reaction score
- 45
. I annealed before I started and it went OK in one go.
Hmmm ... probably at some risk to the integrity of the copper - ok for a tank perhaps, not for boiler work. Other than that it came out well.
Just a tip tho, for next time - a smallish ball race bolted to the end of a bit of square bar and held in the tool post will make life easier for small flanged work like that. You may have to alter the angle of approach a couple of times to get it tho (between annealings
") )
)gabby
Well-Known Member
Hi all, I seem to remember seeing a semiautomatic machine somewhere, where the shaping bar was hydraulically operated, so I guess that would take the "Armstrong back stretcher" out of the equation, also the machine was spinning a large disk (6' or more).
Ah the memory slowly returns, the company was a boiler manufacturing plant and the disk was probably an end dome for a large vessel of some sort and made of steel.
Keep up the amazing work :bow: :bow:
Ah the memory slowly returns, the company was a boiler manufacturing plant and the disk was probably an end dome for a large vessel of some sort and made of steel.
Keep up the amazing work :bow:
:bow:
![DreamPlan Home Design and Landscaping Software Free for Windows [PC Download]](https://m.media-amazon.com/images/I/51kvZH2dVLL._SL500_.jpg)
$0.00
DreamPlan Home Design and Landscaping Software Free for Windows [PC Download]
Amazon.com Services LLC





$443.98
TM NEXDYNAMI AT29618 Water Pump Compatible With/Replacement For John Deere 1020 1520 2020 300 301 400 401 440 440A 480 AT29618
VIVID MARKET CORPORATION




$59.99
Sunnytech Hot Air Stirling Engine Motor Model Educational Toy Electricity Generator Colorful LED (SC001)
stirlingtechonline












$426.53
DM14 Engine Build Kit, Metal Engine Build Model Great Metal Material for Engineer for Factory
Easoger Official


$94.99
$109.99
AHS Woodmaster 4400 Maintenance Kit for Outdoor Wood Boiler Treatment
Alternative Heating & Supplies



























$39.99
$49.99
Sunnytech Low Temperature Stirling Engine Motor Steam Heat Education Model Toy Kit For mechanical skills (LT001)
stirlingtechonline

$109.99
AmTech300 - Boiler Treatment Professional Strength (Rust Inhibitor For Outdoor Wood Boilers)
Alternative Heating & Supplies

$649.00
$699.00
FoxAlien Masuter Pro CNC Router Machine, Upgraded 3-Axis Engraving All-Metal Milling Machine for Wood Acrylic MDF Nylon Carving Cutting
FoxAlien Official

$99.99
AHS Outdoor Wood Boiler Yearly Maintenance Kit with Water Treatment - ProTech 300 & Test Kit
Alternative Heating & Supplies


$40.02
$49.99
Becker CAD 12 3D - professional CAD software for 2D + 3D design and modelling - for 3 PCs - 100% compatible with AutoCAD
momox Shop

$160.35 ($1.43 / oz)
Replacement Combustion Chamber Kit, Burnham V8 and V8H, 1-6 Sec, 108136-01, 1129
Plumbing Planet






$188.98
TM NEXDYNAMI RE41157 Water Pump Compatible With/Replacement For/John Deere 6200 7400 6300 6600 6500 6400 7220 7600 7200 RE41157
VIVID MARKET CORPORATION
fcheslop
Well-Known Member
Hi Bob,the spoon needs to be polished and I find it better to work below centre height if the going is tough it either needs annealing or the spoon is at the wrong position its a matter of sucking and seeing nice job on the engine.
This is a re-pro Doll boiler made from 0.6mm brass I know brass is really a no no .The original is over 100 years old.
If the pic is a prob I will remove it

best wishes Frazer
This is a re-pro Doll boiler made from 0.6mm brass I know brass is really a no no .The original is over 100 years old.
If the pic is a prob I will remove it
best wishes Frazer
Maryak
Well-Known Member
- Joined
- Sep 12, 2008
- Messages
- 4,990
- Reaction score
- 77
Dave, Nick, tel, Gabby and Fraser,
Gentlemen thank you very very much for support input and additional tips/tricks. :bow: :bow: :bow: :bow: :bow:
Fraser the picture is absolutely no problem, if anything it adds to the spinning discussion.
One thing I found difficult was to get the tool to the correct starting point. Should the tool be smaller or should the tailstock mandrel be smaller ???
Best Regards
Bob
Gentlemen thank you very very much for support input and additional tips/tricks. :bow: :bow: :bow: :bow: :bow:
Fraser the picture is absolutely no problem, if anything it adds to the spinning discussion.
One thing I found difficult was to get the tool to the correct starting point. Should the tool be smaller or should the tailstock mandrel be smaller ???
Best Regards
Bob
fcheslop
Well-Known Member
Hi Bob,I'm not very good at explaining so here goes.
The spoon I use for up to 1.5mm thick copper or brass is 3/8 dia about 10 inches long and has a 3/4 inch long curve polished on the end.If you make the tailstock mandrel smaller than the former the metal will bump up and form a dish a handy feature if you want it The starting point I find is tilt the tool about 3/4 to 1 inch below centre height and move the tool in a arc towards the headstock then reposition the rest and repeat for simple flanges l find 2 annealings are sufficient the little funnel top took 3 and the lathe was running at 1500rpm.
If need be I can do a couple of pics of my set up but its difficult to take action shots Iv only got two hands :big:
I fought shy of spinning for many years but use it a lot now its so handy for funnels,cylinder covers and burners it really is a useful thing to learn.
The best lube is Tallow or soap and oil mix I find although at a pinch grease and cutting oil works well.I'm self taught so can only say what works for me
Best wishes Frazer
The spoon I use for up to 1.5mm thick copper or brass is 3/8 dia about 10 inches long and has a 3/4 inch long curve polished on the end.If you make the tailstock mandrel smaller than the former the metal will bump up and form a dish a handy feature if you want it The starting point I find is tilt the tool about 3/4 to 1 inch below centre height and move the tool in a arc towards the headstock then reposition the rest and repeat for simple flanges l find 2 annealings are sufficient the little funnel top took 3 and the lathe was running at 1500rpm.
If need be I can do a couple of pics of my set up but its difficult to take action shots Iv only got two hands :big:
I fought shy of spinning for many years but use it a lot now its so handy for funnels,cylinder covers and burners it really is a useful thing to learn.
The best lube is Tallow or soap and oil mix I find although at a pinch grease and cutting oil works well.I'm self taught so can only say what works for me
Best wishes Frazer
fcheslop
Well-Known Member
Hi Bob, I know what you mean about working below centre height it took me a while to twig :big: it may also be beneficial to have a little more allowance on the blank to push of.If you find it hard to remove the part from the former heat it up the trapped air usually pops it off
Happy spinning.
best wishes Frazer
Happy spinning.
best wishes Frazer
Nice work Frazer,
Now you come to mention it Tallow that makes perfect sense, our company used to make brass cartridge cases formed from a disc about 1 1/2" thick into a case about 2 feet long and tallow was the lubrication for that!
Nick
Now you come to mention it Tallow that makes perfect sense, our company used to make brass cartridge cases formed from a disc about 1 1/2" thick into a case about 2 feet long and tallow was the lubrication for that!
Nick
That came out well, Bob. I've never tried spinning with a spoon. Just use a ball bearing in a tool post setup.
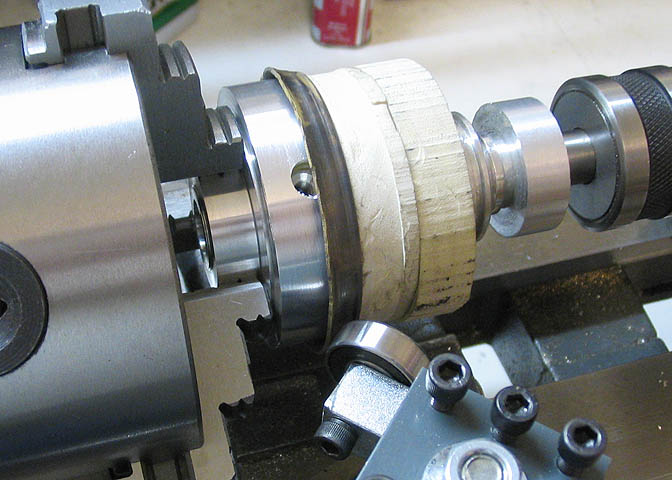
Annealed after each couple of passes so as not to crack the brass. (This one is for a toy boiler.)
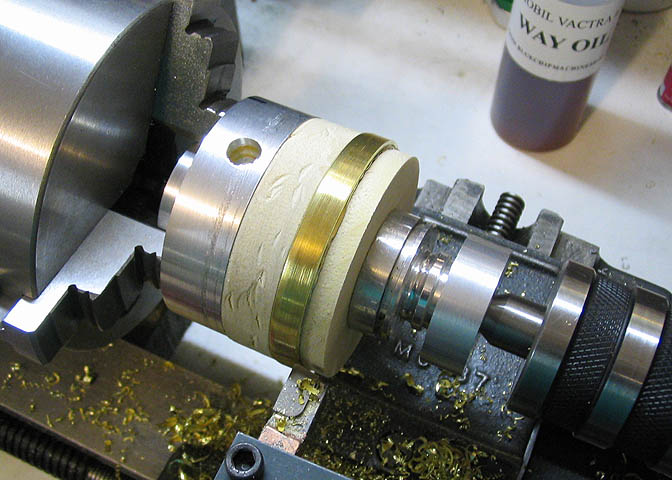
If the bearing leaves marks, a skim off the flanges will clean it up.
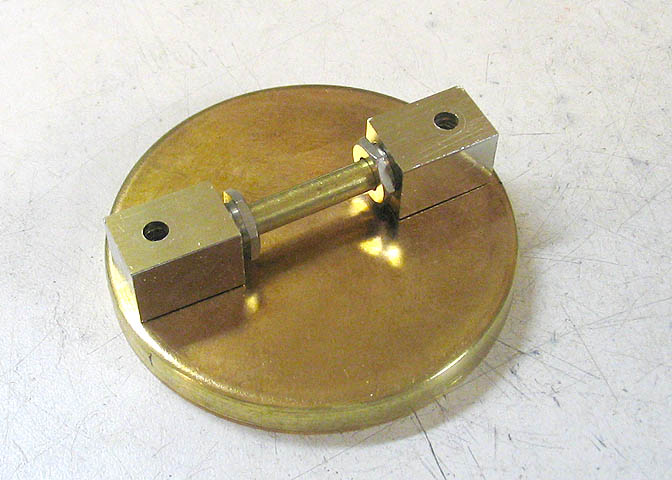
One of the end caps.

And one in the boiler, the other showing at right of the picture. These were for a repair job for a fellow a while back.
As is usual, there are a few different ways to get things done. I'd like to try the "spoon" way sometime, but my lathe might be to small for that.
Thanks for the progress shots, and the shoes, again!
Dean
fcheslop
Well-Known Member
Hi Dean I know guys who spin on the mini lathes although they have had to replace the headstock bearings.I find that if the material is annealed and the tool in a good position you do not have to force the the material at 10 hernias pressure it flows. The spoon I use is only 10 inches long
best wishes to all.
best wishes to all.
zeeprogrammer
Well-Known Member
- Joined
- Mar 14, 2009
- Messages
- 3,362
- Reaction score
- 13
I've been watching this thread since it began (granted off and on ).
Happy to see the progress.
Give us a warning when you're ready for showtime.
I don't want my jelly jar to be wanting.
).Happy to see the progress.
Give us a warning when you're ready for showtime.
I don't want my jelly jar to be wanting.
gabby
Well-Known Member
I even snuck out of work early to see if it was a runner yet, ssshhhhh don't tell the boss ;D
I must say the lesson on metal spinning was most interesting and I will be experimenting with some fuel tank ends soon myself.
I wanna see a runna pleeeeaaaasssseeeeeeeeeee! :bow:
I must say the lesson on metal spinning was most interesting and I will be experimenting with some fuel tank ends soon myself.
I wanna see a runna pleeeeaaaasssseeeeeeeeeee! :bow:
Maryak
Well-Known Member
- Joined
- Sep 12, 2008
- Messages
- 4,990
- Reaction score
- 77
Frazer, Nick, Dean, Zee and Gabby,
Thanks for your support and instruction. :bow: :bow: :bow: :bow: :bow:
Well, I'm all tanked up and my mate has offered to polish it Never one to look a gift horse in the mouth I gave him the shop keys.
Profiling the bosses.

The completed tank.

Best Regards
Bob
Thanks for your support and instruction. :bow: :bow: :bow: :bow: :bow:
Well, I'm all tanked up and my mate has offered to polish it
Never one to look a gift horse in the mouth I gave him the shop keys.Profiling the bosses.
The completed tank.
Best Regards
Bob
Similar threads
- Replies
- 6
- Views
- 3K