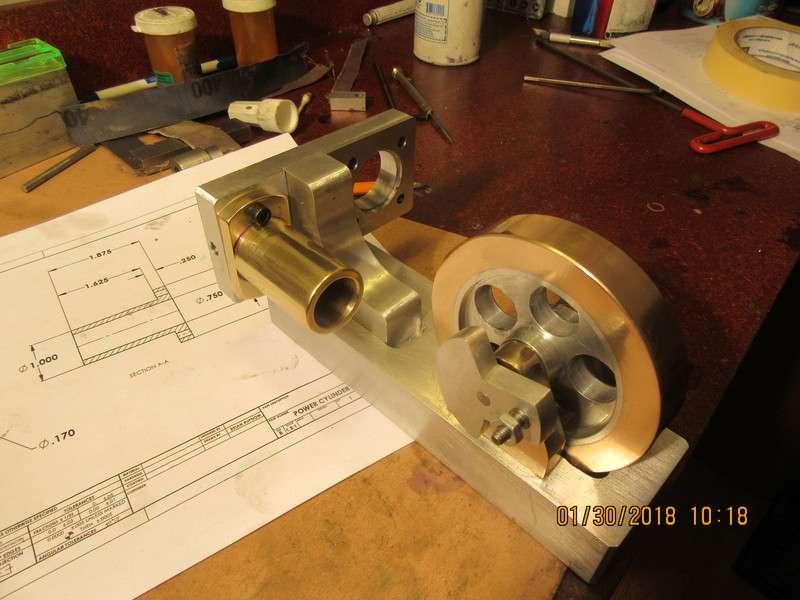
I was a bit unimpressed with how "unfreely" the flywheel spun on my engine with the bearings degreased. Then I loosened the bolts off on one of the bearing stands, and WOW!!!
[ame]https://www.youtube.com/watch?v=lUDu-TNftR0[/ame]
[ame]https://www.youtube.com/watch?v=lUDu-TNftR0[/ame]





![MeshMagic 3D Free 3D Modeling Software [Download]](https://m.media-amazon.com/images/I/B1U+p8ewjGS._SL500_.png)






![DreamPlan Home Design and Landscaping Software Free for Windows [PC Download]](https://m.media-amazon.com/images/I/51kvZH2dVLL._SL500_.jpg)