byawor
Well-Known Member
I have been working on my Gypsy on and off for awhile. Would it be ok to post some experience and pictures here or should I start a new thread?
Bob
Bob





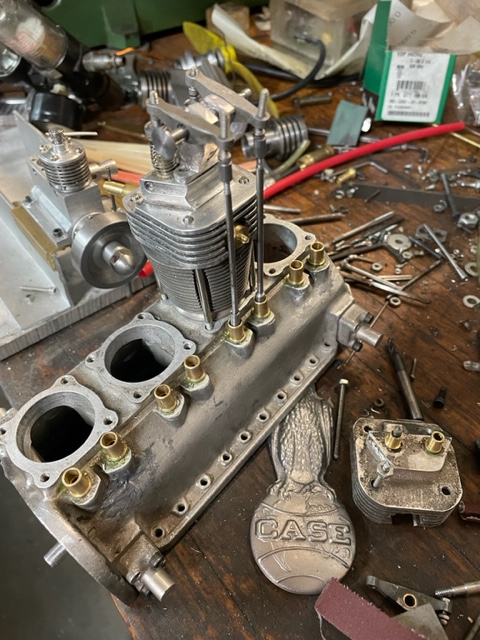
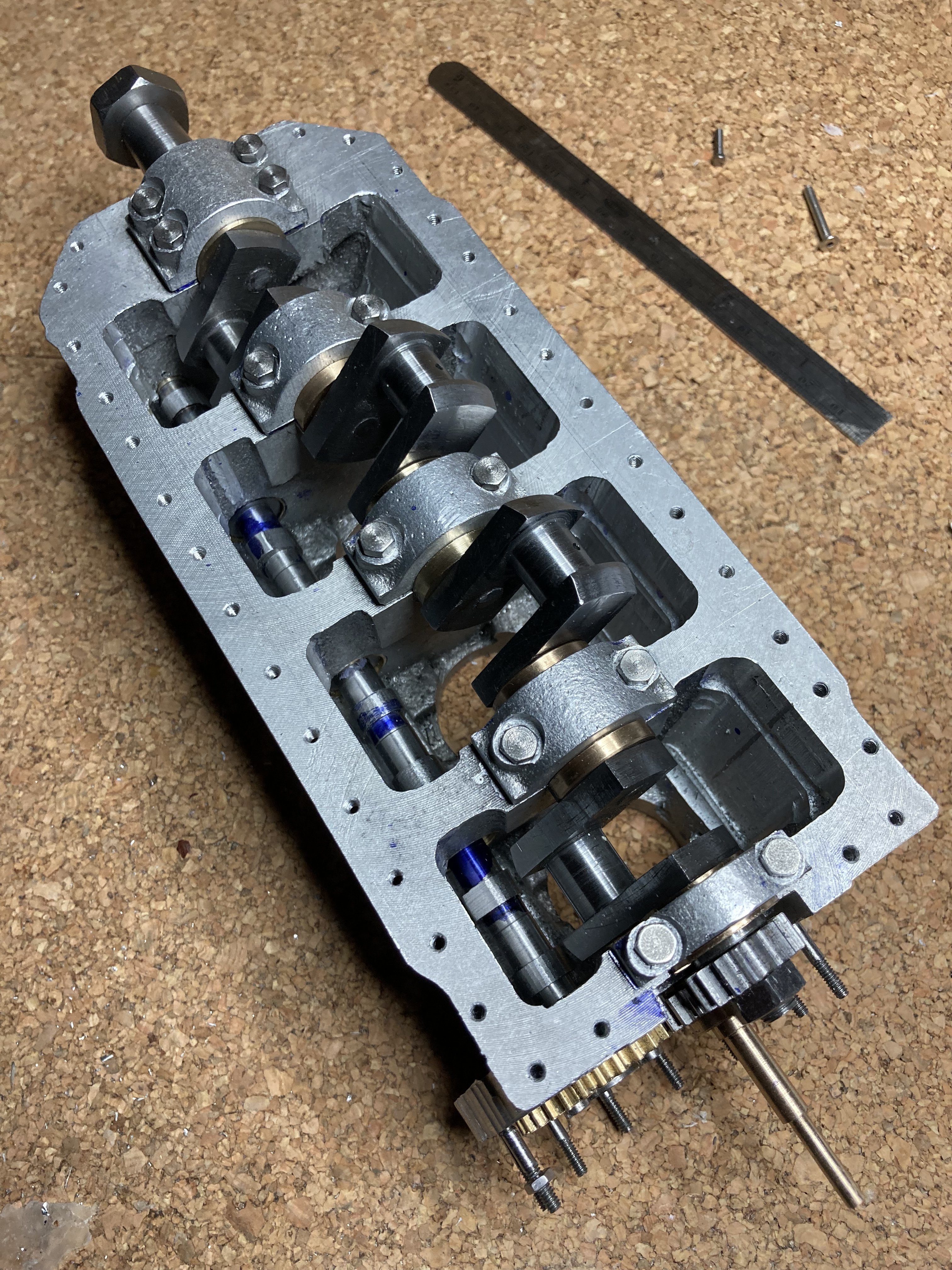
This is why people read books--to gain experience without haveing to do the same processes that have been tried time and again thru the ages. Your experiences, particularly the one that finished the product, can be helpful to others doing something smilar. I am particularly interested n how you held the thing in the end.Trial fit of rocker arms. I had a lot of trouble finishing the supports, the castings are almost impossible to hold so it is difficult to get them right. I ruined a bunch so I made some replacement castings. If anyone is interested will post some pictures of the process. Time well wasted!!
Bob




















Enter your email address to join: