I have just ordered a copy of "Gears and Gearcutting" by Ivan Laws.

You are using an out of date browser. It may not display this or other websites correctly.
You should upgrade or use an alternative browser.
You should upgrade or use an alternative browser.
Gear Cutters
- Thread starter Brian Rupnow
- Start date




Help Support Home Model Engine Machinist Forum:
This site may earn a commission from merchant affiliate
links, including eBay, Amazon, and others.
mklotz
Well-Known Member
Brian,
Ok, maybe you're not ready for the big time of DOS yet. I've encountered others like you and, for them, I wrote a program DIVHEADT ('T' for Table) that, given the specification of your gear ratio and hole plates can make a turns/and hole table specifically for your RT. To wit:
Turns & holes/plate for dividing head with worm gear ratio = 90:1
Available hole plates =
15, 16, 17, 18, 19, 20, 21, 23, 27, 29, 31, 33, 37, 39, 41, 43, 47, 49,
2 => 45 & 0
3 => 30 & 0
4 => 22 & 8/16 or 9/18 or 10/20
5 => 18 & 0
6 => 15 & 0
7 => 12 & 18/21 or 42/49
8 => 11 & 4/16 or 5/20
9 => 10 & 0
10 => 9 & 0
11 => 8 & 6/33
12 => 7 & 8/16 or 9/18 or 10/20
13 => 6 & 36/39
14 => 6 & 9/21 or 21/49
15 => 6 & 0
16 => 5 & 10/16
17 => 5 & 5/17
18 => 5 & 0
19 => 4 & 14/19
20 => 4 & 8/16 or 9/18 or 10/20
21 => 4 & 6/21 or 14/49
22 => 4 & 3/33
23 => 3 & 21/23
24 => 3 & 12/16 or 15/20
25 => 3 & 9/15 or 12/20
26 => 3 & 18/39
27 => 3 & 5/15 or 6/18 or 7/21 or 9/27 or 11/33 or 13/39
28 => a plate with an integer multiple of 14 holes is required
29 => 3 & 3/29
30 => 3 & 0
31 => 2 & 28/31
32 => 2 & 13/16
33 => 2 & 24/33
34 => 2 & 11/17
35 => 2 & 12/21 or 28/49
36 => 2 & 8/16 or 9/18 or 10/20
37 => 2 & 16/37
38 => 2 & 7/19
39 => 2 & 12/39
40 => 2 & 4/16 or 5/20
41 => 2 & 8/41
42 => 2 & 3/21 or 7/49
43 => 2 & 4/43
44 => a plate with an integer multiple of 22 holes is required
45 => 2 & 0
46 => 1 & 22/23
47 => 1 & 43/47
48 => 1 & 14/16
49 => 1 & 41/49
50 => 1 & 12/15 or 16/20
As an example...
12 => 7 & 8/16 or 9/18 or 10/20
says that, for 12 divisions, you turn the table crank 7 full turns and then go 8 holes on the 16 hole circle OR 9 holes on the 18 hole circle OR 10 holes on the 20 hole circle.
The program can generate such tables up to any maximum number of divisions. Since you obviously have hole plates made for a maximum of 50 or so divisions, I only went that far. If you want to test whether you can do divisions greater than 50, simply use the formula I gave you in an earlier post. You're old enough to have gone to school when they still taught students how to manipulate mixed fractions.
Ok, maybe you're not ready for the big time of DOS yet. I've encountered others like you and, for them, I wrote a program DIVHEADT ('T' for Table) that, given the specification of your gear ratio and hole plates can make a turns/and hole table specifically for your RT. To wit:
Turns & holes/plate for dividing head with worm gear ratio = 90:1
Available hole plates =
15, 16, 17, 18, 19, 20, 21, 23, 27, 29, 31, 33, 37, 39, 41, 43, 47, 49,
2 => 45 & 0
3 => 30 & 0
4 => 22 & 8/16 or 9/18 or 10/20
5 => 18 & 0
6 => 15 & 0
7 => 12 & 18/21 or 42/49
8 => 11 & 4/16 or 5/20
9 => 10 & 0
10 => 9 & 0
11 => 8 & 6/33
12 => 7 & 8/16 or 9/18 or 10/20
13 => 6 & 36/39
14 => 6 & 9/21 or 21/49
15 => 6 & 0
16 => 5 & 10/16
17 => 5 & 5/17
18 => 5 & 0
19 => 4 & 14/19
20 => 4 & 8/16 or 9/18 or 10/20
21 => 4 & 6/21 or 14/49
22 => 4 & 3/33
23 => 3 & 21/23
24 => 3 & 12/16 or 15/20
25 => 3 & 9/15 or 12/20
26 => 3 & 18/39
27 => 3 & 5/15 or 6/18 or 7/21 or 9/27 or 11/33 or 13/39
28 => a plate with an integer multiple of 14 holes is required
29 => 3 & 3/29
30 => 3 & 0
31 => 2 & 28/31
32 => 2 & 13/16
33 => 2 & 24/33
34 => 2 & 11/17
35 => 2 & 12/21 or 28/49
36 => 2 & 8/16 or 9/18 or 10/20
37 => 2 & 16/37
38 => 2 & 7/19
39 => 2 & 12/39
40 => 2 & 4/16 or 5/20
41 => 2 & 8/41
42 => 2 & 3/21 or 7/49
43 => 2 & 4/43
44 => a plate with an integer multiple of 22 holes is required
45 => 2 & 0
46 => 1 & 22/23
47 => 1 & 43/47
48 => 1 & 14/16
49 => 1 & 41/49
50 => 1 & 12/15 or 16/20
As an example...
12 => 7 & 8/16 or 9/18 or 10/20
says that, for 12 divisions, you turn the table crank 7 full turns and then go 8 holes on the 16 hole circle OR 9 holes on the 18 hole circle OR 10 holes on the 20 hole circle.
The program can generate such tables up to any maximum number of divisions. Since you obviously have hole plates made for a maximum of 50 or so divisions, I only went that far. If you want to test whether you can do divisions greater than 50, simply use the formula I gave you in an earlier post. You're old enough to have gone to school when they still taught students how to manipulate mixed fractions.
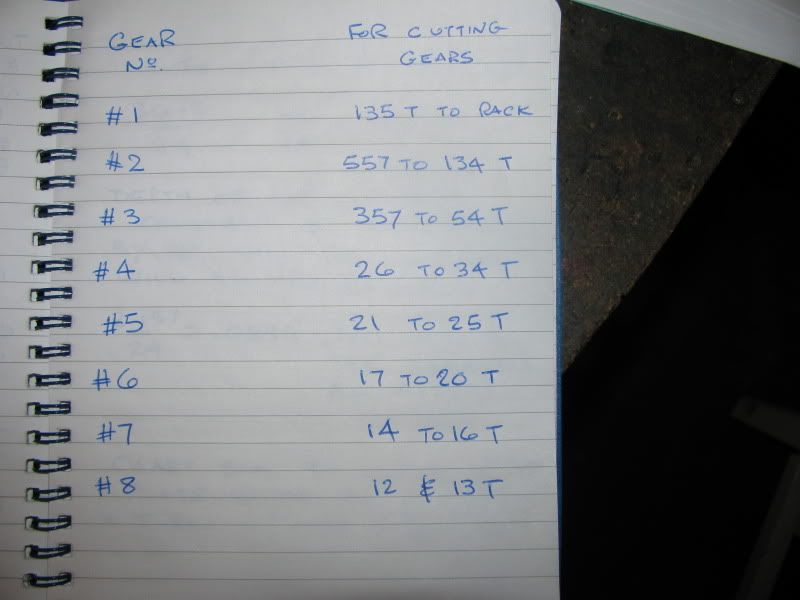
Marv, you are indeed a man among men. Thank you very much. I have been searching about on the internet to see if I could find a table which would tell me how many tooth any specific gear number in my 24 DP set would cut. I found a chart, and while I can not verify its correctness, its all I have to go on currently. (That upper left column should read "Cutter Number" not gear number).
If that chart is correct, then to cut a 36 tooth gear, the following information should be correct.
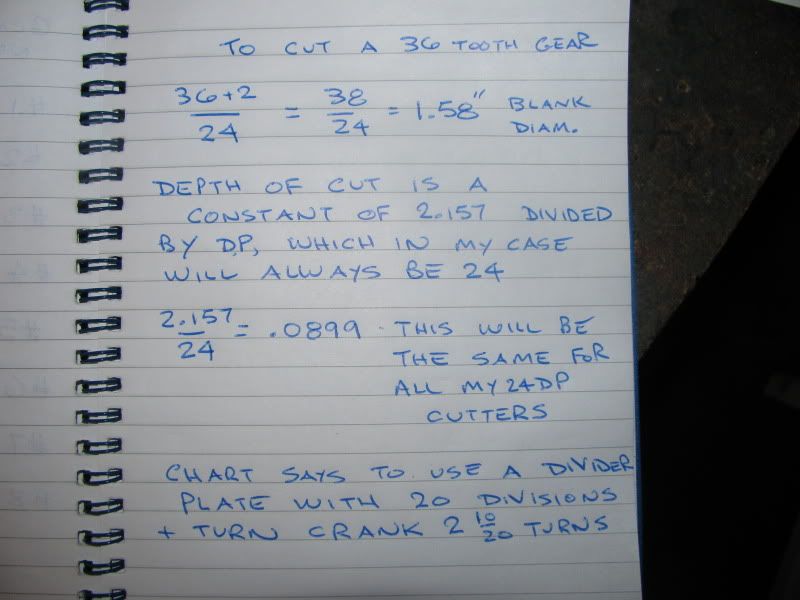
So---Armed with nothing but blind faith and outrageous courage, I am going to set out to make a 20 tooth and a 36 tooth gear. Remember--No animals will be harmed in this experiment (except maybe me) and the only time wasted will be mine.----Brian
mklotz
Well-Known Member
Looks good. Here is what GEARSPUR would have produced had you run it for this case...
[I-]mperial or (M)etric units?
Enter whatever data you know. Enter zero (0) for unknowns.
You must enter two data items to obtain an answer.
OD of gear [2.35 in] ? 0
Number of teeth [45] ? 36
Diametral Pitch [20] ? 24
Diametral Pitch = 24.0000
Module = 1.0583
Number of teeth = 36
Outside Diameter = 1.5833 in = 40.2167 mm
Pitch Diameter = 1.5000 in = 38.1000 mm
Addendum = 0.0417 in = 1.0583 mm
Dedendum = 0.0482 in = 1.2245 mm
Whole Depth = 0.0899 in = 2.2828 mm
Circular Pitch = 0.1309 in = 3.3249 mm
Tooth Thickness = 0.0628 in = 1.5959 mm
B & S cutter number used to cut this gear = 3
[I-]mperial or (M)etric units?
Enter whatever data you know. Enter zero (0) for unknowns.
You must enter two data items to obtain an answer.
OD of gear [2.35 in] ? 0
Number of teeth [45] ? 36
Diametral Pitch [20] ? 24
Diametral Pitch = 24.0000
Module = 1.0583
Number of teeth = 36
Outside Diameter = 1.5833 in = 40.2167 mm
Pitch Diameter = 1.5000 in = 38.1000 mm
Addendum = 0.0417 in = 1.0583 mm
Dedendum = 0.0482 in = 1.2245 mm
Whole Depth = 0.0899 in = 2.2828 mm
Circular Pitch = 0.1309 in = 3.3249 mm
Tooth Thickness = 0.0628 in = 1.5959 mm
B & S cutter number used to cut this gear = 3



$49.95
$55.99
DjuiinoStar Hot Air Stirling Engine Assembly Kit: Spend 30 Minutes to Build Your Own Stirling Engine
djuiinostar






$26.89
$34.99
Peachtree Woodworking Supply Bowl Sander Tool Kit w/Dual Bearing Head & Hardwood Handle, 42 Pieces Wood Sander Set, 2 Hook & Loop Sanding Disc Sandpaper Assortment, 1/4 Mandrel Bowl Sander
Peachtree Woodworking Supply Inc









![DreamPlan Home Design and Landscaping Software Free for Windows [PC Download]](https://m.media-amazon.com/images/I/51kvZH2dVLL._SL500_.jpg)
$0.00
DreamPlan Home Design and Landscaping Software Free for Windows [PC Download]
Amazon.com Services LLC




$36.06
$49.99
Becker CAD 12 3D - professional CAD software for 2D + 3D design and modelling - for 3 PCs - 100% compatible with AutoCAD
momox Shop


$99.99
AHS Outdoor Wood Boiler Yearly Maintenance Kit with Water Treatment - ProTech 300 & Test Kit
Alternative Heating & Supplies






$599.00
$649.00
FoxAlien Masuter Pro CNC Router Machine, Upgraded 3-Axis Engraving All-Metal Milling Machine for Wood Acrylic MDF Nylon Carving Cutting
FoxAlien Official






$45.99
Sunnytech Mini Hot Air Stirling Engine Motor Model Educational Toy Kits Electricity HA001
stirlingtechonline










$19.15
$29.95
Competition Engine Building: Advanced Engine Design and Assembly Techniques (Pro Series)
MBC Inc.








Dan Rowe
Well-Known Member
- Joined
- Feb 12, 2010
- Messages
- 594
- Reaction score
- 18
Brian,
Here is a link to a chart for the gear cutter numbers. They state that the cutter is only correct for the lower number of the range. I had always thought it was correct for the middle of the range.
The half number cutters are also listed.
http://www.precisioncuttingtools.co.uk/gearshap.html
Dan
Here is a link to a chart for the gear cutter numbers. They state that the cutter is only correct for the lower number of the range. I had always thought it was correct for the middle of the range.
The half number cutters are also listed.
http://www.precisioncuttingtools.co.uk/gearshap.html
Dan
Perhaps it's been mentioned and I missed it, but 20 and 36 tooth gears can be cut using a 5C spin index to do the dividing.
I cut a set of timing gears recently, using the spin index, and it worked well.
Regards,
Chuck
I cut a set of timing gears recently, using the spin index, and it worked well.
Regards,
Chuck
mklotz
Well-Known Member
kuhncw said:Perhaps it's been mentioned and I missed it, but 20 and 36 tooth gears can be cut using a 5C spin index to do the dividing.
True, as can any other gear with an integer number of degrees separating adjacent teeth.
However, I believe Brian was interested in learning to use his RT, a value talent to have in one's mental toolkit, and the gears are more an exercise than something that needs to be done in the simplest way possible.
Of course, and that is a good skill to have. My comment was just a general reminder that there is a quick and simple way in some cases.
Regards,
Chuck
Regards,
Chuck
tel
Well-Known Member
- Joined
- Feb 8, 2008
- Messages
- 3,293
- Reaction score
- 45
Brian Rupnow said:So---Armed with nothing but blind faith and outrageous courage, I am going to set out to make a 20 tooth and a 36 tooth gear. Remember--No animals will be harmed in this experiment (except maybe me) and the only time wasted will be mine.----Brian
;D Lay on McDuff! We await the pics with bated breathe!
So---Here we have it!! A pair of toothless gears. Now, if I can get my arbor modified, we shall have gears with teeth!!!

Dan Rowe said:Brian,
Here is a link to a chart for the gear cutter numbers. They state that the cutter is only correct for the lower number of the range. I had always thought it was correct for the middle of the range.
The half number cutters are also listed.
http://www.precisioncuttingtools.co.uk/gearshap.html
Dan
Thanks Dan---I have modified my list to agree with yours, as yours seems to make a bit more sense than mine. I'm still not sure what they mean about the #1 cutter when they say "135 to rack" but I'm sure that some helpfull person on this forum will explain that to me.----Brian
- Joined
- Dec 28, 2008
- Messages
- 1,731
- Reaction score
- 9
Brian Rupnow said:I'm still not sure what they mean about the #1 cutter when they say "135 to rack" but I'm sure that some helpfull person on this forum will explain that to me.----Brian
Brian, It means 135 teeth and up. You could make a gear 3 ft in diameter with the no.1 cutter.
Rack is a flat bar of any length with teeth cut using the no.1 cutter.
Look at the animation on the right side of the link below.
http://en.wikipedia.org/wiki/Rack_and_pinion
-MB
Thanks Rick--I knew what a rack was. Just didn't understand the 135 part. Now if I ever want to make a humungous gear, I'll know what cutter to use.---Brian
mklotz
Well-Known Member
A rack is just a gear with an infinite radius. (To mathematicians, all straight lines are just badly deformed circles. Physicists think along similar lines.)
That means, I think, that the angle a rack tooth makes with vertical is the pressure angle of the gear.
Could one roll an ordinary circular gear through some modeling clay to make a rack impression, then measure the PA from the clay? Maybe not as accurate as the conventional method of measurements across teeth but perhaps a simple quick-and-dirty way to separate gears in the shop.
That means, I think, that the angle a rack tooth makes with vertical is the pressure angle of the gear.
Could one roll an ordinary circular gear through some modeling clay to make a rack impression, then measure the PA from the clay? Maybe not as accurate as the conventional method of measurements across teeth but perhaps a simple quick-and-dirty way to separate gears in the shop.
Dan Rowe
Well-Known Member
- Joined
- Feb 12, 2010
- Messages
- 594
- Reaction score
- 18
mklotz said:That means, I think, that the angle a rack tooth makes with vertical is the pressure angle of the gear.
That is correct. An acme thread tool with a 290 angle could be used to fly cut a rack with a 14.50 pressure angle.
Dan
cfellows said:Brian, the cutter that is used on any given gear (or rack) is not based on the gear it interacts with. Rather, just the gear, or rack you are cutting regardless of what it's interacting with.
Pitch diameter is determined by dividing the number of teeth in the gear by the DP, in your case, 24. So, a gear with 24 teeth has pitch diameter of 1", 36 teeth would have a pitch diameter of 1.5", etc.
To get the overall diameter of your gear blank, you add the reciprocal of your DP X 2. So the reciprocal of 24 is 1/24 which equals 0.0416. Multiply this by 2 = .0832. Add this number to your pitch diameter. So, the OD of a 24 tooth gear would be 1" + .0832 = 1.0832.
Your tooth depth the reciprocal of 24 * 2 + about .006" or so for clearance. This would make the tooth depth .0832 + .006" or maybe round up to .090".
Chuck
Thanks Chuck. I just did a quick calculation to see what the center to center distance would be for the 20 tooth and 36 tooth gears I am making, and I arrived at (20/24)=.833 plus 36/24=1.5 and 1.5+.833=2.333/2=1.167" center to center.--Sound right?---Brian
mklotz
Well-Known Member
Brian,
Looks good, again. Just to show you how easy it is with a program, it took me less than fifteen seconds to generate the below with my GEAR program.
FOR BOTH GEARS:
Gear Ratio = 1.800000:1
Diametral Pitch = 24.0000
Pressure Angle = 14.5000 deg
Center Distance = 1.1667 in = 29.6333 mm <<<<<<<<<<<<<
FOR GEAR 1:
Number of teeth = 36
Outside Diameter = 1.5833 in = 40.2167 mm
Addendum = 0.0417 in = 1.0583 mm
Dedendum = 0.0500 in = 1.2700 mm
Whole Depth = 0.0917 in = 2.3283 mm
Circular Pitch = 0.1309 in = 3.3249 mm
Tooth Thickness = 0.0628 in = 1.5959 mm
Pitch Diameter = 1.5000 in = 38.1000 mm <<<<<<<<<<<<<<
Base Circle Radius = 0.7261 in = 18.4432 mm
Tooth Profile Radius = 0.1878 in = 4.7697 mm
FOR GEAR 2:
Number of teeth = 20
Outside Diameter = 0.9167 in = 23.2833 mm
Addendum = 0.0417 in = 1.0583 mm
Dedendum = 0.0500 in = 1.2700 mm
Whole Depth = 0.0917 in = 2.3283 mm
Circular Pitch = 0.1309 in = 3.3249 mm
Tooth Thickness = 0.0628 in = 1.5959 mm
Pitch Diameter = 0.8333 in = 21.1667 mm <<<<<<<<<<<<<<<
Base Circle Radius = 0.4034 in = 10.2462 mm
Tooth Profile Radius = 0.1043 in = 2.6499 mm
NB: I used a 14.5 deg PA for both. If you're using 20, I can rerun it.
Looks good, again. Just to show you how easy it is with a program, it took me less than fifteen seconds to generate the below with my GEAR program.
FOR BOTH GEARS:
Gear Ratio = 1.800000:1
Diametral Pitch = 24.0000
Pressure Angle = 14.5000 deg
Center Distance = 1.1667 in = 29.6333 mm <<<<<<<<<<<<<
FOR GEAR 1:
Number of teeth = 36
Outside Diameter = 1.5833 in = 40.2167 mm
Addendum = 0.0417 in = 1.0583 mm
Dedendum = 0.0500 in = 1.2700 mm
Whole Depth = 0.0917 in = 2.3283 mm
Circular Pitch = 0.1309 in = 3.3249 mm
Tooth Thickness = 0.0628 in = 1.5959 mm
Pitch Diameter = 1.5000 in = 38.1000 mm <<<<<<<<<<<<<<
Base Circle Radius = 0.7261 in = 18.4432 mm
Tooth Profile Radius = 0.1878 in = 4.7697 mm
FOR GEAR 2:
Number of teeth = 20
Outside Diameter = 0.9167 in = 23.2833 mm
Addendum = 0.0417 in = 1.0583 mm
Dedendum = 0.0500 in = 1.2700 mm
Whole Depth = 0.0917 in = 2.3283 mm
Circular Pitch = 0.1309 in = 3.3249 mm
Tooth Thickness = 0.0628 in = 1.5959 mm
Pitch Diameter = 0.8333 in = 21.1667 mm <<<<<<<<<<<<<<<
Base Circle Radius = 0.4034 in = 10.2462 mm
Tooth Profile Radius = 0.1043 in = 2.6499 mm
NB: I used a 14.5 deg PA for both. If you're using 20, I can rerun it.
Marv---i'm running a 14.5 degree pressure angle. You know that if you keep on doing this I'm going to have to fly to California for some hands on Dos lessons, right??? ;D ;D ;D
Similar threads
- Replies
- 8
- Views
- 1K
- Replies
- 61
- Views
- 18K