- Joined
- Dec 28, 2008
- Messages
- 1,731
- Reaction score
- 9
On my past small steam/air engine projects all of my flywheels were mounted using set screws. To avoid the damage a set screw can do to a shaft, I would cut a small 'pillow' from a 1/16" brass rod and drop it down the threaded hole before installing a set screw. This works well and allows the fly wheels to be repeatedly adjusted or removed.
This won't work well on my current project of building Hamilton Upshur's I.C. Farm Engines since the torque force at the crank shaft will be greater than anything I've built up to date.
Hamilton stated, "Its weak point is the set screw attachment of flywheels, as key fitting is not feasible for many builders." He recommends drilling into the shaft for the set screws. I'd rather not use this method since its a one time hit or miss proposition, that won't allow for any adjustments. And as in the past, their will always be a need for final adjustments, such as matching up the spoke position on engines that use two flywheels.
Any way, that's my position on adding key way's, or drilling into the crankshafts at an angle for set screws.
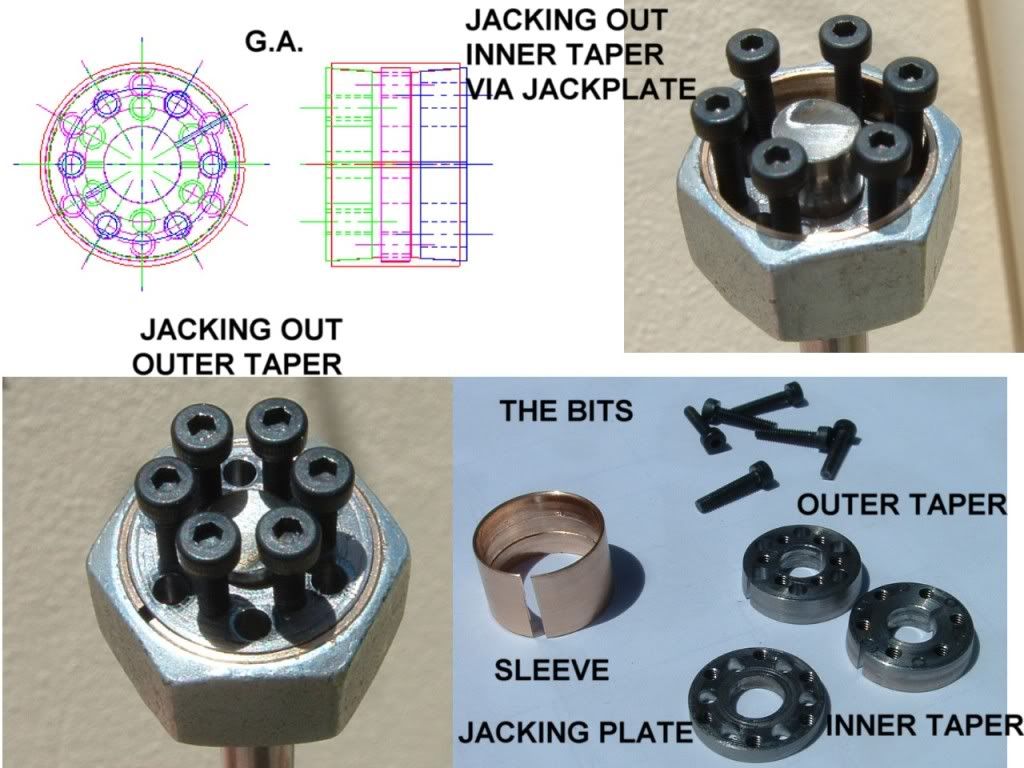
I recall seeing the use of locking tapered hubs by someone here on the forum. A simple and repeatable design using standard basic tooling would be the way to go. Maybe using a tapered end mill, or tapered pin reamers? Both of which I happen to have. Does any one have a 'beginner proof' design or method of accomplishing this goal?
-MB
This won't work well on my current project of building Hamilton Upshur's I.C. Farm Engines since the torque force at the crank shaft will be greater than anything I've built up to date.
Hamilton stated, "Its weak point is the set screw attachment of flywheels, as key fitting is not feasible for many builders." He recommends drilling into the shaft for the set screws. I'd rather not use this method since its a one time hit or miss proposition, that won't allow for any adjustments. And as in the past, their will always be a need for final adjustments, such as matching up the spoke position on engines that use two flywheels.
Any way, that's my position on adding key way's, or drilling into the crankshafts at an angle for set screws.
I recall seeing the use of locking tapered hubs by someone here on the forum. A simple and repeatable design using standard basic tooling would be the way to go. Maybe using a tapered end mill, or tapered pin reamers? Both of which I happen to have. Does any one have a 'beginner proof' design or method of accomplishing this goal?
-MB






![DreamPlan Home Design and Landscaping Software Free for Windows [PC Download]](https://m.media-amazon.com/images/I/51kvZH2dVLL._SL500_.jpg)




































![Learning AutoCAD Civil 3D 2014 [Online Code]](https://m.media-amazon.com/images/I/51F3yi9fokL._SL500_.jpg)