Chuck,
This appears to be a Stuart #10 cylinder and if that's what you are shooting for I wouldn't bother fabricating, I would just mill it out of a solid block of C.I. or bronze. My approach to fabrication is to create a "casting", that is, I don't try to have any of the machined (or to be machined) surfaces survive the fabrication process without requiring finish machining. As for fabrication process, that would fill a book chapter and would depend upon the size of the fabrication and material used.
Most large fabrications I know of have been cylinders (and saddles) which have been fabricated from mild steel, either by welding or silver soldering (or both), then machined like a casting, with cylinders sleeved with cast iron or bronze and valve faces surface with cast iron. That's a lot of complications just to save going through the patterns and castings process. Attached is a photo of a smokebox saddle for a 6" diam smokebox for a locomotive I have under construction. This particular piece has proven to be quite a bit more difficult and time consuming than I thought and in hindsight I would have come out better had I just gone ahead and made a pattern and core box and had it cast somewhere. Smaller assemblies are better made from bronze and can be all silver soldered which is not as time-consuming as welding assembly and subsequent cleaning and machining.
To determine what bits you have to make to put together to make the assemblies is something else, which is difficult to describe here. You have to be able to look at the part and visually break it down into geometric sub-parts (rounds, flats, squares, rectangles, disks, shapes, etc) which can be individually cut or machined and then reassembled into the whole. Another consideration you will have is how to hold the bits together while it's being welded of soldered. I held my saddle together with screws for the initial assembly (silver solder) and those were removed, countersunk, and filled when subsequent welding operations were added.
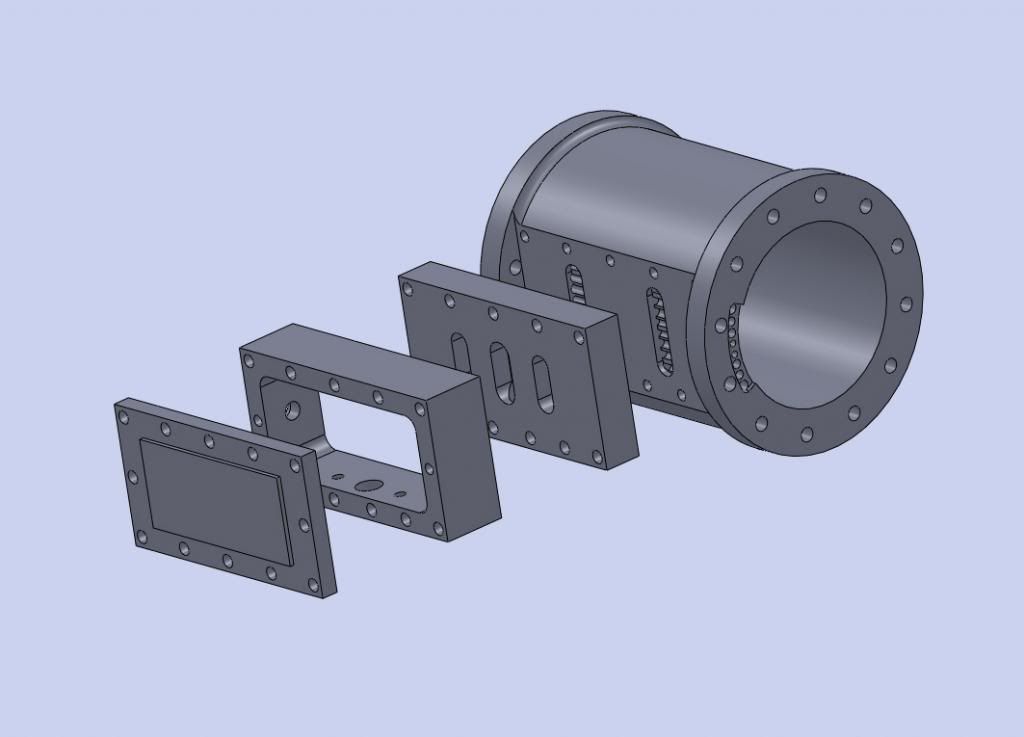
To fabricate a cylinder, you normally start with a tube or sleeve, end face plates, and a valve block, and then add in bits to make bosses, pads, etc. That's what you #10 cylinder in composed of, a central tube, two end plates, a valve block, and a few bosses or pads. There's tons more that can be said about this but that's what comes immediately to mind.