What about taking a piece of wire from the angle to the motor to bond them together? Would that work?

You are using an out of date browser. It may not display this or other websites correctly.
You should upgrade or use an alternative browser.
You should upgrade or use an alternative browser.
Enco (Rong Fu RF30) Mill/Drill Conversion
- Thread starter cfellows
- Start date




Help Support Home Model Engine Machinist Forum:
This site may earn a commission from merchant affiliate
links, including eBay, Amazon, and others.
canadianhorsepower
Well-Known Member
- Joined
- Oct 22, 2011
- Messages
- 1,671
- Reaction score
- 324
Sure but a capacitor is always your best freind when you do this
I usualy use a 220 micro.
someone would say its an over kill
but I"m the type of guy that prefer to smell bug repelent then being
bite by one of them")
I usualy use a 220 micro.
someone would say its an over kill
but I"m the type of guy that prefer to smell bug repelent then being
bite by one of them
canadianhorsepower
Well-Known Member
- Joined
- Oct 22, 2011
- Messages
- 1,671
- Reaction score
- 324
Chuck having long wires does make electromagnetic feild
and if you would put a scope on your line instead of have a nice
square wave you would have some ripples in it. CNC use TTL
voltage is o-.8 volts and 2 to vcc their should be no response in between
by having some noise in your circuit you could send a LO signal under .8
but your noise can bring it up to1 volt this would really destroy the accuraci
of your program
hope I explained it clearly
cheers
Luc
and if you would put a scope on your line instead of have a nice
square wave you would have some ripples in it. CNC use TTL
voltage is o-.8 volts and 2 to vcc their should be no response in between
by having some noise in your circuit you could send a LO signal under .8
but your noise can bring it up to1 volt this would really destroy the accuraci
of your program
hope I explained it clearly
cheers
Luc
- Joined
- Aug 25, 2007
- Messages
- 3,890
- Reaction score
- 715
Thanks, Luc, would you recommend that I shorten the leads between the motor and the connector or is better to keep the wires longer and just loop them out as far from the motor as possible?
Thx...
Chuck
Thx...
Chuck
Wait, which TTL signal is being sent down the stepper phase wires or near them? Unless you are in fact running encoder or limit signal wires along with the stepper leads, there is little to consider. If the stepper leads aren't twisted and shielded there will be noise, so make sure any signal wires are twisted and shielded. In an industrial application the motor would have a connector built into the case and proper shielded grounded cables. Any noise from the steppers and leads would be fed into the stepper drive and it should be designed to handle it unless it's so bad voltage induced in the motor wires exceeds the voltage limit of the drive, and it's already designed to handle that. BTW, the motor iron should contain virtually all of the flux from it's coils. If it does not, it's junk. At full current, the most it should pick up is a paperclip.
It seems the regulated switching power supply is the easy answer. Add some (a lot) capacitance if it's not rated for such duty. I'm really surprised that 10 years down the road of homebuilt CNC the power supply question still comes up. If you want to cobble one together the linear supply is easy, but if you're buying anyway what's the difference?
It seems the regulated switching power supply is the easy answer. Add some (a lot) capacitance if it's not rated for such duty. I'm really surprised that 10 years down the road of homebuilt CNC the power supply question still comes up. If you want to cobble one together the linear supply is easy, but if you're buying anyway what's the difference?










$99.99
AHS Outdoor Wood Boiler Yearly Maintenance Kit with Water Treatment - ProTech 300 & Test Kit
Alternative Heating & Supplies





$49.95
$55.99
DjuiinoStar Hot Air Stirling Engine Assembly Kit: Spend 30 Minutes to Build Your Own Stirling Engine
djuiinostar























$37.38
$49.99
Becker CAD 12 3D - professional CAD software for 2D + 3D design and modelling - for 3 PCs - 100% compatible with AutoCAD
momox Shop



$26.89
$34.99
Peachtree Woodworking Supply Bowl Sander Tool Kit w/Dual Bearing Head & Hardwood Handle, 42 Pieces Wood Sander Set, 2 Hook & Loop Sanding Disc Sandpaper Assortment, 1/4 Mandrel Bowl Sander
Peachtree Woodworking Supply Inc




![DreamPlan Home Design and Landscaping Software Free for Windows [PC Download]](https://m.media-amazon.com/images/I/51kvZH2dVLL._SL500_.jpg)
$0.00
DreamPlan Home Design and Landscaping Software Free for Windows [PC Download]
Amazon.com Services LLC

$19.15
$29.95
Competition Engine Building: Advanced Engine Design and Assembly Techniques (Pro Series)
MBC Inc.

$599.00
$649.00
FoxAlien Masuter Pro CNC Router Machine, Upgraded 3-Axis Engraving All-Metal Milling Machine for Wood Acrylic MDF Nylon Carving Cutting
FoxAlien Official


![MeshMagic 3D Free 3D Modeling Software [Download]](https://m.media-amazon.com/images/I/B1U+p8ewjGS._SL500_.png)






$45.99
Sunnytech Mini Hot Air Stirling Engine Motor Model Educational Toy Kits Electricity HA001
stirlingtechonline
canadianhorsepower
Well-Known Member
- Joined
- Oct 22, 2011
- Messages
- 1,671
- Reaction score
- 324
Thanks, Luc, would you recommend that I shorten the leads between the motor and the connector
Yes that is the best practice always try to keep any wires as short as possible.If you can put your power supply in the same box then your stepper motor controler is even better.Many people uses a computer case to do so, having many fans to keep the temperature down will make thing even better.
Sheilding the wires is a must, twist the wires together "like a women would braids her air" and not the way man twisted wires. after that I usualy use spay glue all over the wire and rap them in foil paper previously cut in 2nch wide strip about a foot long then put a heat shrink and heated up and do this for all the bables.
It could sound like a long process YES but you will love that CNC for a LONG TIME
I would still use capacitors across the terminal of the stepper motor
Like I said before I prefer to smell bug repelent then being bit by one
But I was wright someone tryes to say I'm wrong, OMG some people need a big ego to live
enjoy your build
Cheers
Luc
Yes that is the best practice always try to keep any wires as short as possible.If you can put your power supply in the same box then your stepper motor controler is even better.Many people uses a computer case to do so, having many fans to keep the temperature down will make thing even better.
Sheilding the wires is a must, twist the wires together "like a women would braids her air" and not the way man twisted wires. after that I usualy use spay glue all over the wire and rap them in foil paper previously cut in 2nch wide strip about a foot long then put a heat shrink and heated up and do this for all the bables.
It could sound like a long process YES but you will love that CNC for a LONG TIME
I would still use capacitors across the terminal of the stepper motor
Like I said before I prefer to smell bug repelent then being bit by one
But I was wright someone tryes to say I'm wrong, OMG some people need a big ego to live
enjoy your build
Cheers
Luc
- Joined
- Aug 25, 2007
- Messages
- 3,890
- Reaction score
- 715
I revised the connector mounts. Hopefully these will be a little stronger and will be less prone to induced noise.

The motors are all wired now and the cables are finished. Next I need to find a DB25 cable and two timing belts for the X/Y drives.
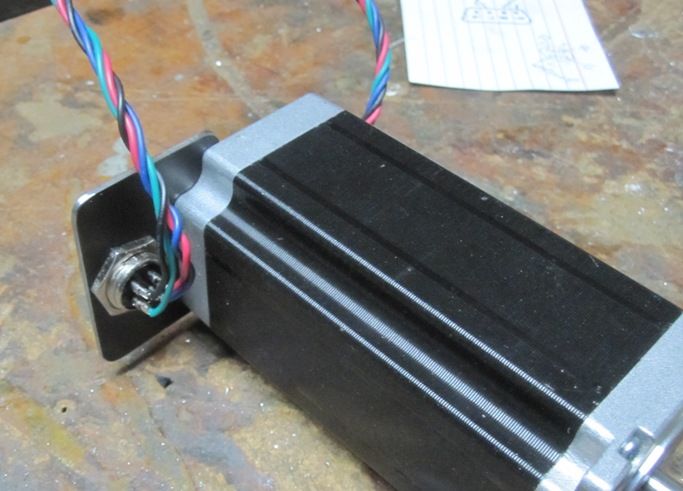
I also revised the X-axis motor mount.
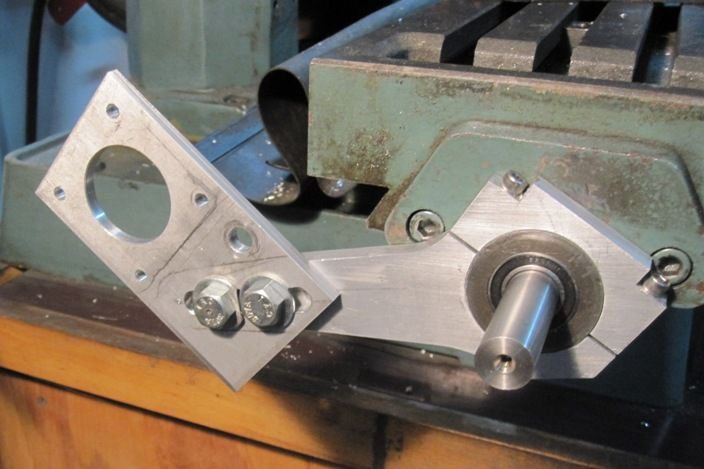
It now has a sliding adjustment with two 3/8" bolts to secure it. Don't think that's going to slip on me...
Chuck
The motors are all wired now and the cables are finished. Next I need to find a DB25 cable and two timing belts for the X/Y drives.
I also revised the X-axis motor mount.
It now has a sliding adjustment with two 3/8" bolts to secure it. Don't think that's going to slip on me...
Chuck
Just a general questions for you folks who have some experience with CNC... How important are LIMIT switches? Anybody running without them?
Chuck
Never installed limit switches. If you run the machine to its outer limit it will skip steps and make a horrible noise but wont hurt anything. If you break your machine from maxing out a motor then you need to re-examine the way you built the machine.
idahoan
Well-Known Member
- Joined
- Oct 7, 2008
- Messages
- 594
- Reaction score
- 210
Hi Chuck
Well here is my .02$ worth; I ran my knee mill for years without working limit switches. They worked originally when I did the conversion but over the years a couple of the wires broke and I just jumped them out.
My old round Pacific Scientific steppers didnt have enough power or speed to do any damage if you hit the end of travel. Although it was a pain to be cutting a large part and run out of travel, stall the motor and have to shift the setup and start over.
I converted my machine over to Mach3 about 3 years ago and replaced all the switches and repaired the wiring. At this point I wouldnt be without them. Within Mach you can enter your axis travels and also a safe distance to start slowing down. The first thing you do is home your machine then Mach knows the exact travel limits of your machine and shows you on the monitor; it will let you know if your job is going to fit within these limits before you ever start machining.
Also because of the safe limit distance you define you can do a rapid jog in to a limit and the software will start slowing down the axis when it reaches the distance away from the switch that you set. I think I have mine set at 1. The last inch of travel the axis ramps to a crawl as it comes into the switch.
I used decent quality switches, Omron snap action switch with a roller actuator; surprisingly these easily repeat within .001 or less. So if I have fixture offset stored (G54, G55, etc.) I can shut my machine off and when I restart it and home it; I can go right back to that offset without having to pick it up again. I have checked this with an edge finder many times and its usually dead on.
In my opinion it is really worth the time now while you are in the build phase to fab up some mounts and get them working; you will be glad you did.
Dave
Well here is my .02$ worth; I ran my knee mill for years without working limit switches. They worked originally when I did the conversion but over the years a couple of the wires broke and I just jumped them out.
My old round Pacific Scientific steppers didnt have enough power or speed to do any damage if you hit the end of travel. Although it was a pain to be cutting a large part and run out of travel, stall the motor and have to shift the setup and start over.
I converted my machine over to Mach3 about 3 years ago and replaced all the switches and repaired the wiring. At this point I wouldnt be without them. Within Mach you can enter your axis travels and also a safe distance to start slowing down. The first thing you do is home your machine then Mach knows the exact travel limits of your machine and shows you on the monitor; it will let you know if your job is going to fit within these limits before you ever start machining.
Also because of the safe limit distance you define you can do a rapid jog in to a limit and the software will start slowing down the axis when it reaches the distance away from the switch that you set. I think I have mine set at 1. The last inch of travel the axis ramps to a crawl as it comes into the switch.
I used decent quality switches, Omron snap action switch with a roller actuator; surprisingly these easily repeat within .001 or less. So if I have fixture offset stored (G54, G55, etc.) I can shut my machine off and when I restart it and home it; I can go right back to that offset without having to pick it up again. I have checked this with an edge finder many times and its usually dead on.
In my opinion it is really worth the time now while you are in the build phase to fab up some mounts and get them working; you will be glad you did.
Dave
I dont have them on any of my machines. I do have Home switches on the lathe, but unless you use some kind of permanent vise or fixture on the mill its hardly worth the effort to Home on a mill.
For a stepper driven machine like you are doing I dont think limit switches are worth the trouble. The motors simply dont have enough power to break anything. If you run to the limit you will just stall the motor. You have of course lost your position with or without switches.
A suggestion for setup so you dont run out of room. With the CAD system print out a full size drawing of the part you are about to make. Move that paper around the table top as a guide to where to mount your stock. This has saved me running off the end of the stock, or hitting a clamp many times.
For a stepper driven machine like you are doing I dont think limit switches are worth the trouble. The motors simply dont have enough power to break anything. If you run to the limit you will just stall the motor. You have of course lost your position with or without switches.
A suggestion for setup so you dont run out of room. With the CAD system print out a full size drawing of the part you are about to make. Move that paper around the table top as a guide to where to mount your stock. This has saved me running off the end of the stock, or hitting a clamp many times.
Last edited:
- Joined
- Aug 25, 2007
- Messages
- 3,890
- Reaction score
- 715
Thanks for the input, guys. I may add limit switches at some point, but for now I think I will forego them.
After some more work today, I am 2 timing belts and a DB25 cable away from having this thing operational.

That's not to say that I'm finished... still have a bunch of tidying up to do including keying the pulleys, making guards and covers, and doing some cable routing, not to mention a bunch of testing and, most likely, some debugging. But with the two belts installed and a DB25 cable to hook it up to the computer, it would be capable of making parts. I looked all over town yesterday for a DB25 cable, but none was to be found. So, I wound up buying one on Ebay and will have to wait several days for it to arrive.
Chuck
After some more work today, I am 2 timing belts and a DB25 cable away from having this thing operational.
That's not to say that I'm finished... still have a bunch of tidying up to do including keying the pulleys, making guards and covers, and doing some cable routing, not to mention a bunch of testing and, most likely, some debugging. But with the two belts installed and a DB25 cable to hook it up to the computer, it would be capable of making parts. I looked all over town yesterday for a DB25 cable, but none was to be found. So, I wound up buying one on Ebay and will have to wait several days for it to arrive.
Chuck
Hello Chuck!
That stepper behind the table worries me a little. When the table moves all the way back that stepper won't contact the column will it?
That stepper behind the table worries me a little. When the table moves all the way back that stepper won't contact the column will it?
- Joined
- Aug 25, 2007
- Messages
- 3,890
- Reaction score
- 715
Hello Chuck!
That stepper behind the table worries me a little. When the table moves all the way back that stepper won't contact the column will it?
It could hit the column if the if the table was all the way to the right. Most of the time it won't be a problem and if it ever is, the motor mount can be swiveled up so the motor is over the table.
Chuck
- Joined
- Aug 25, 2007
- Messages
- 3,890
- Reaction score
- 715
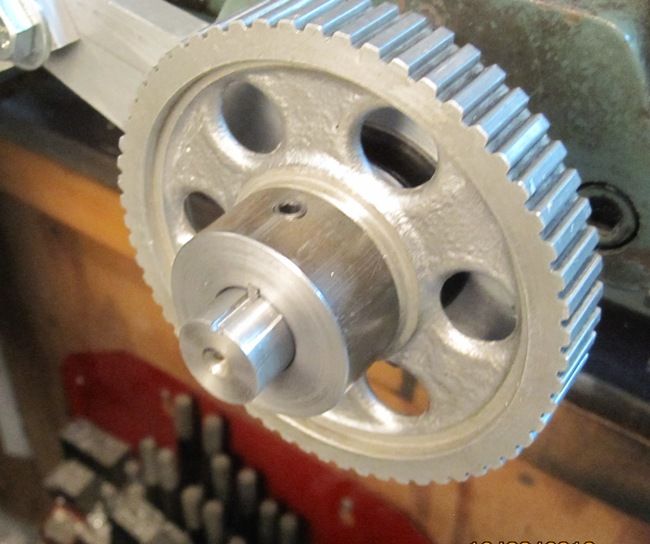
Waiting on belts and cables, so I started making the keyways in the pulleys today. I plan to use a Woodruff key on the shaft.

I figured it was easiest to use my keyway broach to make the slot in the pulley. Naturally, I didn't have a 17mm bushing so I had to make one. You can see that I milled two slots in the bushing, one shallower than the other. I first made a pass using the deeper slot, the a second pass with the shallower slot to make the keyway in the pulley deeper. Still need to do the pulley on the Y-axis. It's kind of nerve-racking pushing a broach through the pulley using my hydraulic press. Gotta make sure everything is completely lined up to keep from snapping the broach.
Chuck
I figured it was easiest to use my keyway broach to make the slot in the pulley. Naturally, I didn't have a 17mm bushing so I had to make one. You can see that I milled two slots in the bushing, one shallower than the other. I first made a pass using the deeper slot, the a second pass with the shallower slot to make the keyway in the pulley deeper. Still need to do the pulley on the Y-axis. It's kind of nerve-racking pushing a broach through the pulley using my hydraulic press. Gotta make sure everything is completely lined up to keep from snapping the broach.
Chuck
Just a general questions for you folks who have some experience with CNC... How important are LIMIT switches? Anybody running without them? Chuck
As far as I'm concerned they are very important. I've seen lathes snap off substantial castiron mounting lugs when a servo ran away. You probably aren't working with system hardware that powerful but damage can happen or sneaky things like loosening a coupling can happen.
- Joined
- Aug 25, 2007
- Messages
- 3,890
- Reaction score
- 715
Still waiting for the belts and the DB25 cable, so today I finished up the keyways.
I cut a standard keyway instead of woodruff. That gave me a lot longer key. I used a 3/32" carbide end mill to cut the keyway in the shaft. Easier than I thought it would be. I made the key out of some .093" sheet steel I had on hand.
Hope the cable and belts get her tomorrow. I'm anxious to get this thing working!
Chuck
I cut a standard keyway instead of woodruff. That gave me a lot longer key. I used a 3/32" carbide end mill to cut the keyway in the shaft. Easier than I thought it would be. I made the key out of some .093" sheet steel I had on hand.
Hope the cable and belts get her tomorrow. I'm anxious to get this thing working!
Chuck
- Joined
- Aug 25, 2007
- Messages
- 3,890
- Reaction score
- 715
Just a quick update. The DB25 cable was delivered a couple of days ago. I got the motors, the Gecko controller, cables and the power supply all hooked up. Loaded up Mach3 and got everything configured. The steppers all respond and move correctly to the Mach3 commands. Even loaded up the G-Code file to print my name and ran it. Unfortunately, I still haven't received my X & Y timing belts (Aarrgghh!). So, even though the motors spin, the table doesn't move... Wish I'd ordered the belts sooner. Now that the conversion is virtually done, the waiting is killing me!
Chuck
Chuck
Similar threads
- Replies
- 0
- Views
- 675
- Replies
- 0
- Views
- 649
- Replies
- 0
- Views
- 1K
- Replies
- 6
- Views
- 1K