




Hi all
I need to mill some splines in a bar, which means hitting it dead centre - slot drill coming down vertically, bar horizontal underneath. I have a cheap digi-vernier set up as a DRO, so I suppose I can use the Rizla method, work out where both sizes of the bar are with a plain mandrel of known diameter in the collet, and take things from there. But sometimes one needs to drill through a bar on a diameter (not an arbitrary chord!) with no DRO available. Is there a neat way of setting it up so one's centre pop is on the vertical?
(I've been wondering about trying to clamp a scrap feeler between the job and the tool and seeing how it tilts, rather like one can try for testing lathe tool centre height).
Thanks
Mark
I need to mill some splines in a bar, which means hitting it dead centre - slot drill coming down vertically, bar horizontal underneath. I have a cheap digi-vernier set up as a DRO, so I suppose I can use the Rizla method, work out where both sizes of the bar are with a plain mandrel of known diameter in the collet, and take things from there. But sometimes one needs to drill through a bar on a diameter (not an arbitrary chord!) with no DRO available. Is there a neat way of setting it up so one's centre pop is on the vertical?
(I've been wondering about trying to clamp a scrap feeler between the job and the tool and seeing how it tilts, rather like one can try for testing lathe tool centre height).
Thanks
Mark
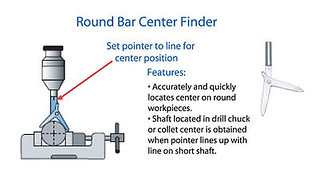 Center finder
Center finder

![DreamPlan Home Design and Landscaping Software Free for Windows [PC Download]](https://m.media-amazon.com/images/I/51kvZH2dVLL._SL500_.jpg)




















![MeshMagic 3D Free 3D Modeling Software [Download]](https://m.media-amazon.com/images/I/B1U+p8ewjGS._SL500_.png)











































