




- Joined
- Jun 4, 2008
- Messages
- 3,294
- Reaction score
- 636
I recently acquired 2 4" Kurt vises from a local machine shop that is shutting down. I decided to move my 6" Kurt vise back to the Bridgeport and mount the 2 smaller vises on the CNC mill. Here's the end result:
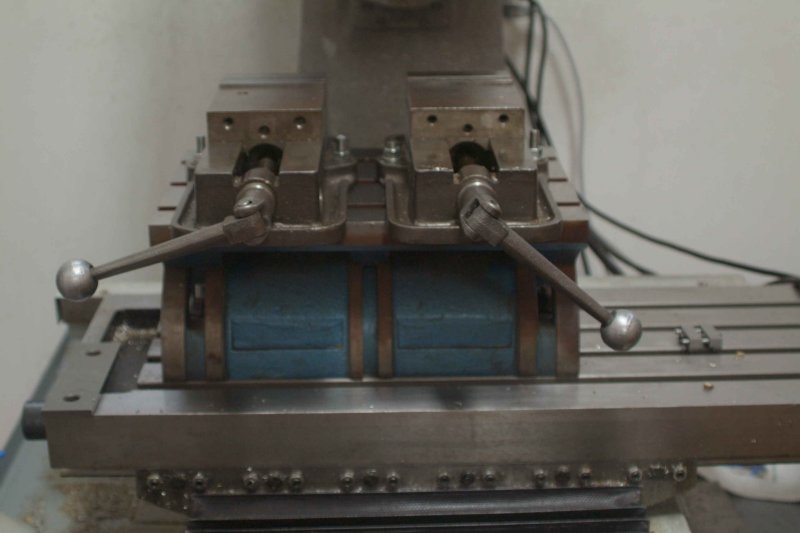
The vises are mounted on the tilt table since the spindle can only reach to 5" above the milling table.
I wanted the fixed jaws to be lined up as closely as possible so that I would be able to clamp long workpieces. To accomplish this, I first mounted and trammed the left vise in the normal manner. Then I clamped a 6" parallel in its jaws, and positioned the second vise so that its fixed jaw seemed flush with the parallel. This got it to within a few thousands of being good. A few slight taps with a soft hammer got is trammed parallel. I think that the hard jaws are "pretty close' as is. However, I like using soft jaws for CNC work as they make fixturing easier in a lot of cases. Once I get the proper-size aluminum stock I will make soft jaws for both vises; then facing the jaws with a single pass will ensure that they are precisely aligned. With the vises 3" apart I should be able to clamp pieces up to a foot in length. Unfortunately I will still be limited by the maximum jaw opening.
Having two vises also allows for two separate setups for CNC work, which can speed up some operations.
In case of need,there is room to remove the right vise and remount the larger Kurt.
The vises are mounted on the tilt table since the spindle can only reach to 5" above the milling table.
I wanted the fixed jaws to be lined up as closely as possible so that I would be able to clamp long workpieces. To accomplish this, I first mounted and trammed the left vise in the normal manner. Then I clamped a 6" parallel in its jaws, and positioned the second vise so that its fixed jaw seemed flush with the parallel. This got it to within a few thousands of being good. A few slight taps with a soft hammer got is trammed parallel. I think that the hard jaws are "pretty close' as is. However, I like using soft jaws for CNC work as they make fixturing easier in a lot of cases. Once I get the proper-size aluminum stock I will make soft jaws for both vises; then facing the jaws with a single pass will ensure that they are precisely aligned. With the vises 3" apart I should be able to clamp pieces up to a foot in length. Unfortunately I will still be limited by the maximum jaw opening.
Having two vises also allows for two separate setups for CNC work, which can speed up some operations.
In case of need,there is room to remove the right vise and remount the larger Kurt.







































![DreamPlan Home Design and Landscaping Software Free for Windows [PC Download]](https://m.media-amazon.com/images/I/51kvZH2dVLL._SL500_.jpg)


![Learning AutoCAD Civil 3D 2014 [Online Code]](https://m.media-amazon.com/images/I/51F3yi9fokL._SL500_.jpg)












