Hi everyone,
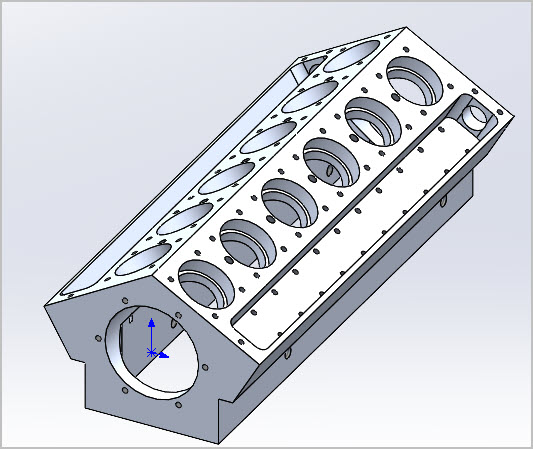
A while back I purchased the Martin Ohrndorf V-12 plans. I've been studying them for a while to get an idea of the construction. I found a supply for 7075 aluminum for the crankcase at a reasonable price. One part has me a bit stumped so I'm trying to wrap my head around the problem before considering starting the project.
The main bore is 42mm through the crankcase which is approximately 8 1/2" long. I've been trying to find a 1.5" drill bit to have a starting point for line boring but usually the bits are way too short on unreasonably priced.
At my disposal I have a Bridgeport and a 13x40 lathe. My first thought was mount the block on the carriage and find the right drill bit and mount that in the spindle. Then leave the setup and install a line boring bar to get to the final dimension.
The crankshaft has aluminum bearing supports, which match the 42mm hole diameter and have press fit bearing. The consistency of the holes seems more critical than the dimensionally accuracy as these parts can be made to suit.
Thank you for any feedback,
Kyle
A while back I purchased the Martin Ohrndorf V-12 plans. I've been studying them for a while to get an idea of the construction. I found a supply for 7075 aluminum for the crankcase at a reasonable price. One part has me a bit stumped so I'm trying to wrap my head around the problem before considering starting the project.
The main bore is 42mm through the crankcase which is approximately 8 1/2" long. I've been trying to find a 1.5" drill bit to have a starting point for line boring but usually the bits are way too short on unreasonably priced.
At my disposal I have a Bridgeport and a 13x40 lathe. My first thought was mount the block on the carriage and find the right drill bit and mount that in the spindle. Then leave the setup and install a line boring bar to get to the final dimension.
The crankshaft has aluminum bearing supports, which match the 42mm hole diameter and have press fit bearing. The consistency of the holes seems more critical than the dimensionally accuracy as these parts can be made to suit.
Thank you for any feedback,
Kyle


 My tailstock sleeve was not reduced at the end of the taper so I did the set screw mod to keep big drills from turning. One on each side of the tang.
My tailstock sleeve was not reduced at the end of the taper so I did the set screw mod to keep big drills from turning. One on each side of the tang.