




To say the least I'm dumbfounded.
My local supplier has been trying to palm off these shoddy ER collet chucks (thought to be of Chinese origin).
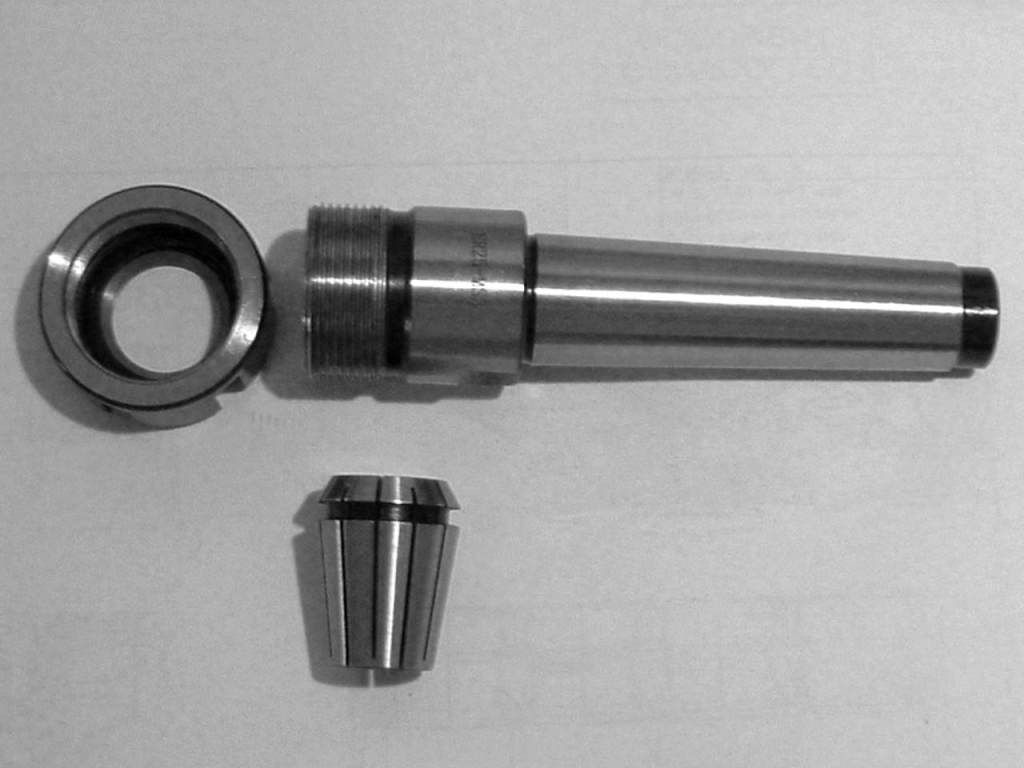
Shoddy - I just don't get it - its well made, all the surfaces are ground (including the thread), its hardened and it looks well made - dammit it is well made - but utterly useless.
The concentricity is simply terrible - to check it I turned a piece of stock in my lathe - tightened the collet onto the stock and clocked it up. (This after first wondering what was wrong with my lathe - turns out nothing !)
Of three tried the best was 50 microns TIR (but not straight - 100 microns 25mm from the chuck) the next worst was 120 and the worst was 160.
Arrrrrgghhhhh.......
Did they think I wouldn't notice ?
Surely the first thing anyone is going to do is clock the damn thing up.
What's the point of going to all that trouble to make a product to have it fail absolutely and utterly at the very thing it is supposed to do ?
The MT taper isn't even paralell - it clocks up a lot worse at one end to the other and all the "high" points (I marked them) where at different angular positions.
The collets are all over the place as well but nowhere near as bad as the chuck itself - the whole lot is going back and I will source elsewhere.
How sad !
Ken
My local supplier has been trying to palm off these shoddy ER collet chucks (thought to be of Chinese origin).
Shoddy - I just don't get it - its well made, all the surfaces are ground (including the thread), its hardened and it looks well made - dammit it is well made - but utterly useless.
The concentricity is simply terrible - to check it I turned a piece of stock in my lathe - tightened the collet onto the stock and clocked it up. (This after first wondering what was wrong with my lathe - turns out nothing !)
Of three tried the best was 50 microns TIR (but not straight - 100 microns 25mm from the chuck) the next worst was 120 and the worst was 160.
Arrrrrgghhhhh.......
Did they think I wouldn't notice ?
Surely the first thing anyone is going to do is clock the damn thing up.
What's the point of going to all that trouble to make a product to have it fail absolutely and utterly at the very thing it is supposed to do ?
The MT taper isn't even paralell - it clocks up a lot worse at one end to the other and all the "high" points (I marked them) where at different angular positions.
The collets are all over the place as well but nowhere near as bad as the chuck itself - the whole lot is going back and I will source elsewhere.
How sad !
Ken

")