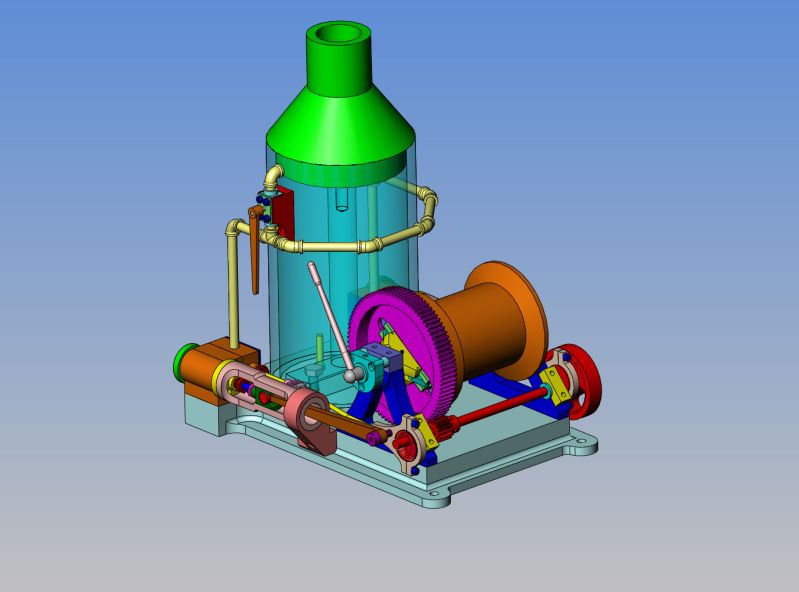
I'm back to playing with my Donkey. Last week when I had to disassemble everything to install the pinion on the looooonnng crankshaft, I just couldn't get all the binds out of the system to let it run correctly when I reassembled it, and when I did get them out enough for the engines to run, the damned things ran backwards. Of course, I was fiddling with the clutch, trying to get it to work correctly, and things just weren't working out. A few days break was needed. Today i snuck up on things by machining and tapping all the pipe elbows first. Then I retimed things and got both engines turning the correct direction. It still has some serious binds in it, but I find that if I loosen all the fasteners off untill the engine runs freely, let it run for half an hour, then tighten everything a bit, then let it run some more, I can tell when the engines start to rev faster it is time to tighten the fasteners another 1/2 a turn. This of course slows the engine down again untill it wears the tight spot in, then it speeds up again. Eventually, with enough repititions, all the tight spots should be gone and the engine should run much slower and smoother.













![DreamPlan Home Design and Landscaping Software Free for Windows [PC Download]](https://m.media-amazon.com/images/I/51kvZH2dVLL._SL500_.jpg)

























![MeshMagic 3D Free 3D Modeling Software [Download]](https://m.media-amazon.com/images/I/B1U+p8ewjGS._SL500_.png)



























")