- Joined
- Jun 4, 2008
- Messages
- 3,291
- Reaction score
- 636
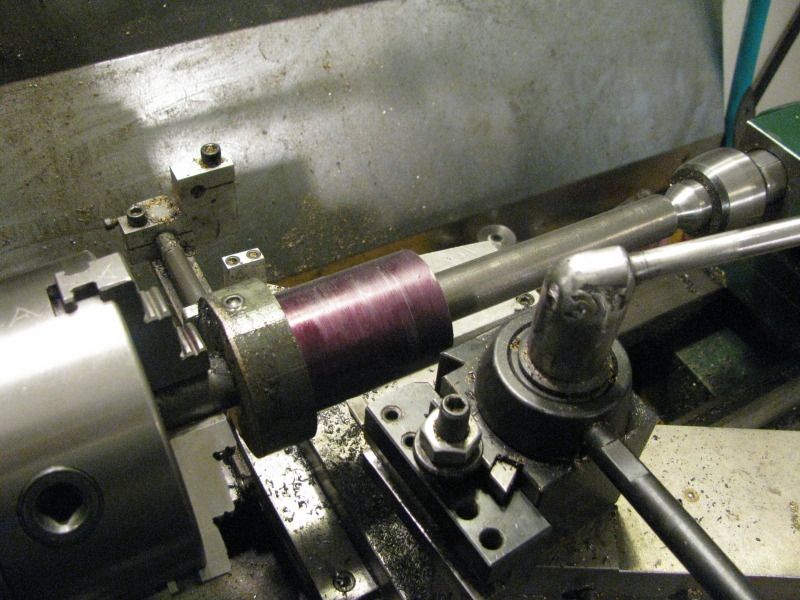
.53" removed at .01/pass would have strained my patience level ;D
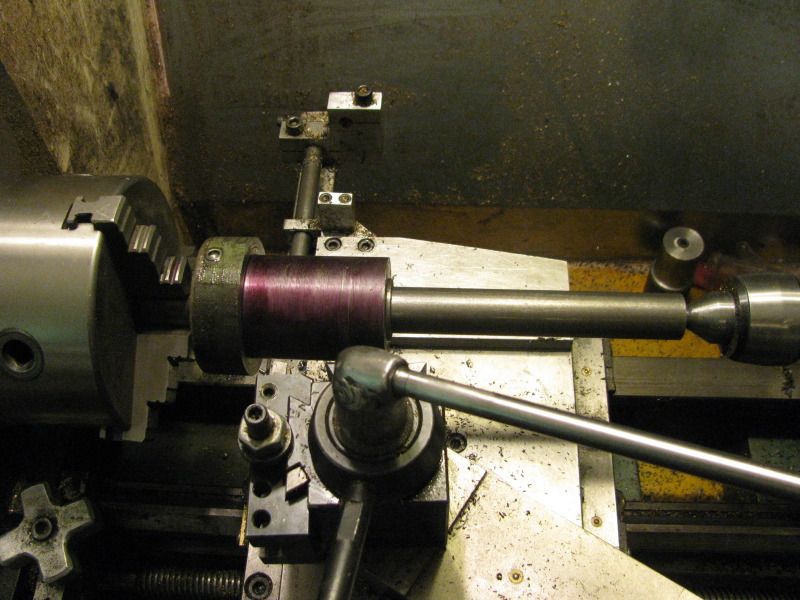
Now that one end is down to 2", I'd think you could reverse the direction and use the normal jaw for drilling/boring/reaming. If you can drill out to the largest size you can and then bore with small cuts, you should get a straight hole.
Now that one end is down to 2", I'd think you could reverse the direction and use the normal jaw for drilling/boring/reaming. If you can drill out to the largest size you can and then bore with small cuts, you should get a straight hole.





























![MeshMagic 3D Free 3D Modeling Software [Download]](https://m.media-amazon.com/images/I/B1U+p8ewjGS._SL500_.png)




































 oh:
oh: