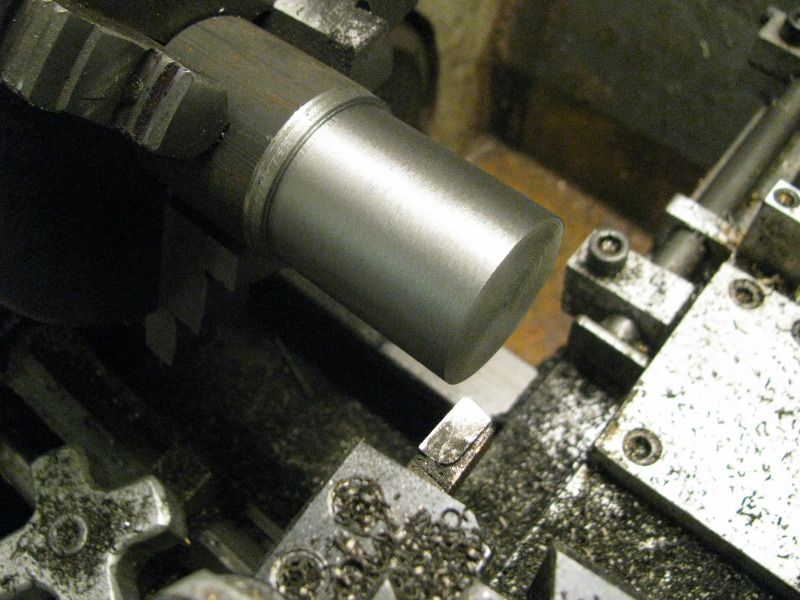
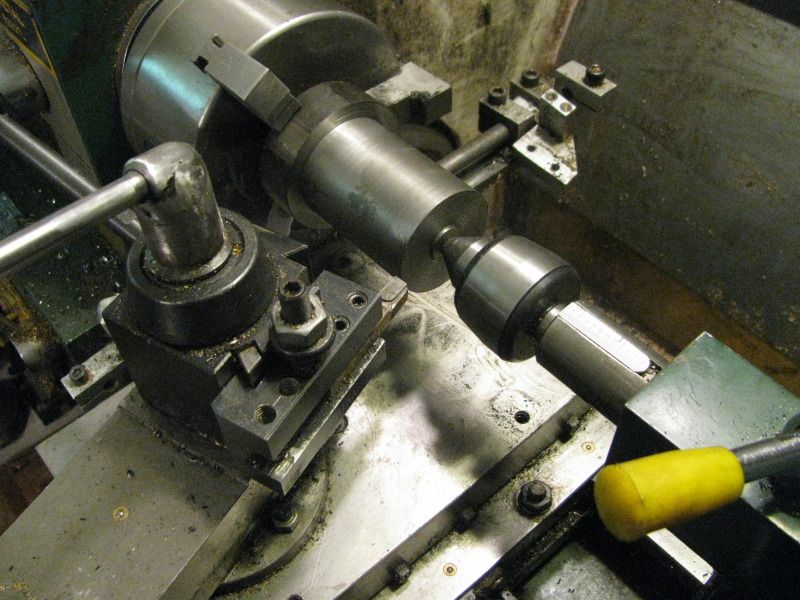
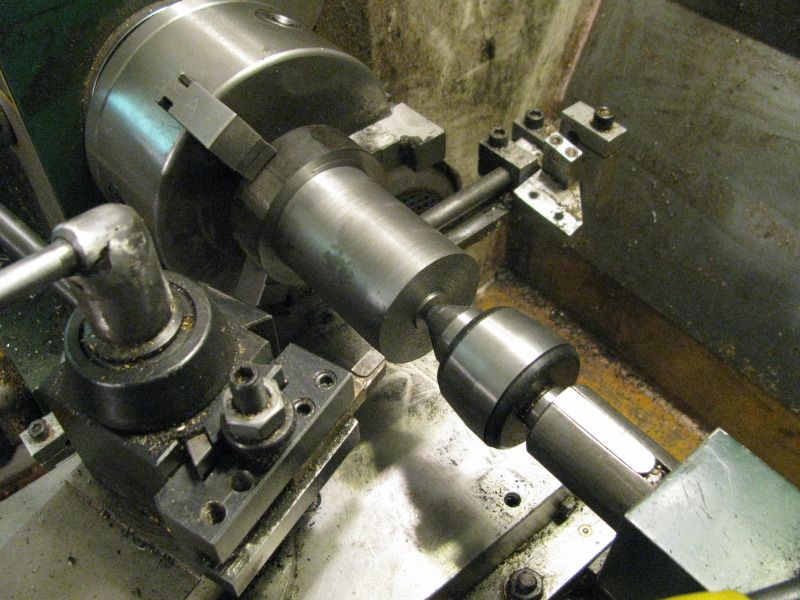
I've just chucked the 1.5" diameter peice of cast up in my 10 x 18 lathe and experimented with a few cuts. Yes, it definitly is DIRTY. Lots of black, nasty powder off it. Can someone advise me as to speeds and feeds with this stuff, and should I be using HSS or carbide tooling? My lathe has 3 "hi speeds", namely 550 rpm., 970 rpm., and 1620 rpm. When turning mild steel with HSS I generally take my roughing cuts at 550 rpm and finish cuts at 970 rpm. I only use the 1620 for finishing cuts on aluminum. All of the stock I generally work with ranges between 1/4" up to 1.5" diameter. I can't take more than a .010 deep cut with my machine. (Thats .020" on the diameter) in mild steel or my lathe shudders and wants to levitate. Does this cast iron have a hard outer "skin" that must be broken through? The HSS tools I currently have ground have no top-rake, as it doesn't seem necessary in aluminum or brass, and it seems to work fairly well turning mild steel. Should I grind an HSS tool with top-rake to turn this material? What kind of finish can I expect to get with turning only----no emery cloth after the fact. Lots of questions I know, but any help would be appreciated, as I haven't worked with this material before. I am not too concerned about the finish on the cylinder, as I plan on reaming the final bore and I can emery cloth the outer diameter to a good finish if I have to , but I do want to be able to turn a really good and accuratly sized finish on the piston when I get to it.












































![MeshMagic 3D Free 3D Modeling Software [Download]](https://m.media-amazon.com/images/I/B1U+p8ewjGS._SL500_.png)